1.本实用新型涉及铸造加工技术领域,具体涉及一种差壳砂型模具。
背景技术:
2.汽车差速器的差壳采用砂型铸造成型,而砂型采用差壳砂型模具制作,现有的差壳砂型模具包括上模和下模,上模用于成型砂型的上模,上模的上分型面上形成有上型芯及上冒口,上冒口用于成型砂型的补缩冒口,下模用于成型砂型的下模,下模的下分型面上分别对应上型芯、上冒口形成有下型芯和下冒口,砂型的上模和下模合模时形成用于成型差壳的型腔。然而,采用此差壳砂型模具制作的砂型来铸造差壳,差壳在靠近补缩冒口的附近常出现缩孔和缩松缺陷,导致差壳的质量下降。
技术实现要素:
3.针对现有技术的不足,本实用新型的目的提供一种可减少差壳缩孔和缩松缺陷的差壳砂型模具。
4.为实现上述目的,本实用新型采用如下技术方案:
5.差壳砂型模具,用于将潮模砂成型为差壳的砂型,包括:
6.上模,其具有上分型面,所述上模于所述上分型面上形成有上型芯、位于所述上型芯一侧的上冒口及位于所述上型芯与所述上冒口之间的上假箱槽,所述上假箱槽对应所述差壳的热节设置且与所述上型芯连通,所述上假箱槽用于成型所述砂型的热节挡块;
7.下模,其具有下分型面,所述下模在所述下分型面上对应所述上型芯、所述上冒口及所述上假箱槽分别形成下型芯、下冒口窝和下假箱,所述下假箱用于成型所述砂型的进浇道且与所述上假箱槽相适配,且所述下假箱的两端分别与所述下型芯和所述下冒口窝衔接,当所述上模与所述下模对位时,在投影方向上,所述上假箱槽的投影与所述下假箱的投影重合。
8.进一步地,所述上假箱槽的深度小于所述下假箱的高度,且朝向垂直于所述上假箱槽的横截面的方向看,所述上假箱槽的投影面积大于或者于等于所述热节的面积。
9.进一步地,朝垂直于所述下分型面的方向看,所述上假箱槽的投影与所述下假箱的投影重合,且所述上假箱槽的投影面积小于或者等于所述下假箱的投影面积。
10.进一步地,在垂直于所述上分型面的方向上,所述上假箱槽具有相对设置的第一端和第二端,所述第一端相对于所述第二端靠近所述上冒口,所述上假箱槽自所述第一端朝向所述第二端逐渐缩小。
11.进一步地,所述下模在所述下分型面上形成有凸出于所述下分型面上方的两让位块,所述两让位块分别自所述下假箱与所述上假箱槽对应的两侧壁凸伸形成,且所述让位块的一端与所述下型芯衔接。
12.进一步地,所述让位块的高度大于或者等于所述上假箱槽的深度且小于所述下假箱的高度。
13.进一步地,所述上型芯有两个,两所述上型芯之间设有一所述上冒口,相应地,所述下模在所述下分型面上分别对应两所述上型芯和所述上冒口形成两个所述下型芯及所述下冒口窝。
14.本实用新型差壳砂型模具的上模通过在所述上分型面上形成有用于成型砂型的热节挡块的上假箱槽,上假箱槽对应差壳的热节设置且与上型芯连通,且下模在下分型面上对应上假箱槽形成用于成型砂型的进浇道且与上假箱槽相适配的下假箱,当上模与所述下模对位时,在投影方向上,上假箱槽的投影与下假箱的投影重合,即通过设置砂型的热节挡块与进浇道配合,当砂型的上模和下模合模时,热节挡块将砂型的补缩冒口和差壳的热节隔开,可避免补缩冒口内的金属液体从热节处流入型腔,从而防止差壳在热节处产生缩孔和缩松的缺陷,进而提高差壳的铸造质量。
附图说明
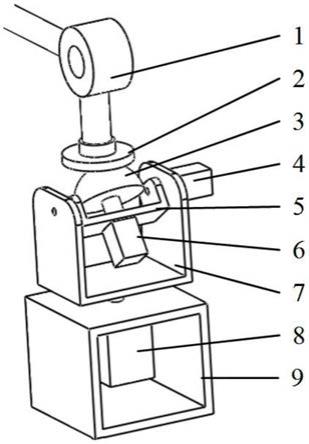
15.图1为本实用新型差壳砂型模具的立体分解示意图:
16.图2为图1的上模正视图;
17.图3为图1的下模正视图;
18.图4为本实用新型的砂型立体分解示意图;
19.图5为图4的合模状态图;
20.图6为图5的a部局部放大图。
具体实施方式
21.下面,结合附图和具体实施方式,对本实用新型作进一步描述:
22.如图1至图6所示,为本实用新型的差壳砂型模具,用于将潮模砂成型为差壳的砂型3,砂型3用于成型差壳,其中,差壳为汽车车桥的差速器壳的右壳,如图3、图4所示,差壳砂型模具包括上模1和下模2,上模1用于成型砂型3的上模31,下模2用于成型砂型3的下模32,砂型上模31位于砂型下模32的上方且两者合模后形成多个用于成型差壳的型腔30,且砂型3的横浇道36与其直浇道(未图示)连通,型腔30用于填充成型差壳的金属液体,在本实施例中,金属液体为铁水或者钢水。
23.如图1、图2所示,上模1具有上分型面11,上模1于上分型面11上形成有上型芯12、位于上型芯12一侧的上冒口13及位于上型芯12与上冒口13之间的上假箱槽14,上型芯12用于成型砂型3的型腔30,在本实施例中,上型芯12有两个,两上型芯12之间设有一上冒口13。如图2、图5所示,上冒口13用于成型砂型3的补缩冒口35,由于补缩冒口35是沿着砂型3的分型面的平面进水,而该位置刚好是差壳的圆环状与平面的交汇处,且差壳在该位置的壁厚相对其他位置较厚,使得差壳在该位置形成的热节较大,即此处为差壳的热节4,因此,将上假箱槽14对应差壳的热节设置且与上型芯12连通,上假箱槽14用于成型砂型3的热节挡块33。具体地,上假箱槽14的深度小于下假箱24的高度,且朝向垂直于上假箱槽14的横截面的方向看,上假箱槽14的投影面积大于或者于等于热节的面积,以将热节4遮挡住。
24.如图1、图3所示,下模2具有下分型面21,下模2在下分型面21上对应上型芯12、上冒口13及上假箱槽14分别形成下型芯22、下冒口窝23和下假箱24,在本实施例中,下模2在下分型面21上分别对应两上型芯12和上冒口13形成两个下型芯22及下冒口窝23,下型芯
22、下冒口窝23和下假箱24均凸出于下分型面21的上方。如图3、图5所示,下冒口窝23用于成型砂型3的补缩冒口窝(未标号)且其远离下型芯22的一外侧壁衔接有用于成型砂型3的横浇道36的下横浇道26。下假箱24用于成型砂型3的进浇道34且与上假箱槽14相适配,且下假箱24的两端分别与下型芯22和下冒口窝23衔接,即砂型3的下横浇道26、补缩冒口窝、进浇道34和型腔30依次连通形成供金属液体流动的进水通道,进水通道与补缩冒口35连通,当上模1与下模2在上下方向对位时,上分型面11与下分型面21面对面对正,在投影方向上,上假箱槽14的投影与下假箱24的投影重合。通过设置相适配的上假箱槽14和下假箱24,使得砂型3的热节挡块33可与进浇道34的上端配合,当砂型3的上模31和下模32合模时,热节挡块33和进浇道34的上端配合,此时,热节挡块33将砂型3的补缩冒口35和差壳的热节4隔开,可避免补缩冒口35内的金属液体从热节4处流入型腔30,从而防止差壳在热节4处产生缩孔和缩松的缺陷,进而提高差壳的铸造质量。
25.如图2、图6所示,在本实施例中,定义朝垂直于下分型面21的方向为投影方向,朝投影方向看,上假箱槽14的投影与下假箱24的投影重合,且上假箱槽14的投影面积小于或者等于下假箱24的投影面积,以在确保进浇道34内的金属液体顺利流入型腔30的情况下,热节挡块33可将热节4遮挡住,可防止金属液体从热节处流入型腔30。
26.如图1、图2所示,由于制造公差的存在,为了使热节挡块33能与进浇道34的上端顺利配合,在垂直于所述上分型面11的方向上,上假箱槽14具有相对设置的第一端141和第二端142,第一端141相对于第二端142靠近上冒口13,上假箱槽14自第一端141朝向第二端142逐渐缩小,使得热节挡块33可通过其底端顺利导入进浇道34的上端内以与进浇道34的上端配合。
27.如图1、图3所示,为了进一步确保热节挡块33与进浇道34的上端顺利配合,下模2在下分型面21上还形成有凸出于下分型面21上方的两让位块25,两让位块25分别自下假箱24与上假箱槽14对应的两侧壁凸伸形成,且让位块25的一端与下型芯22衔接。让位块25用于成型砂型3的让位空间37,且让位块25的高度大于或者等于上假箱槽14的深度且小于下假箱24的高度,通过设置此让位块25,从而可弥补制造公差,使得进浇道34可提供一让位空间37给热节挡块33,利于热节挡块33顺利进入进浇道34内与进浇道34的上端配合。
28.本实用新型差壳砂型模具的上模通过在所述上分型面上形成有用于成型砂型的热节挡块的上假箱槽,上假箱槽对应差壳的热节设置且与上型芯连通,且下模在下分型面上对应上假箱槽形成用于成型砂型的进浇道且与上假箱槽相适配的下假箱,当上模与所述下模对位时,在投影方向上,上假箱槽的投影与下假箱的投影重合,即通过设置砂型的热节挡块与进浇道配合,当砂型的上模和下模合模时,热节挡块将砂型的补缩冒口和差壳的热节隔开,可避免补缩冒口内的金属液体从热节处流入型腔,从而防止差壳在热节处产生缩孔和缩松的缺陷,进而提高差壳的铸造质量。
29.以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。