1.本实用新型涉及自动化焊接技术领域,具体涉及一种龙门式油箱焊接系统。
背景技术:
2.变压器是电力输送中的重要设备,需要长时间不间断地持续工作,并在工作中会产生大量的热量。因此,变压器油箱的侧板需要设置单独的散热格栅板以提高油箱的散热性能。
3.现有的散热格栅板都采用焊接方式固定在油箱侧面,一般通过人工操作进行焊接。焊接精度低,并且由于变压器油箱四个侧板上均需要焊接格栅板,在焊接时需要频繁调整油箱的固定方向,费时费力,焊接效率低。
4.因此,开发一种新型的变压器油箱焊接装置十分有必要。
技术实现要素:
5.本实用新型的目的在于提供一种龙门式油箱焊接系统,以解决现有技术中存在的变压器油箱的散热格栅板一般采用人工操作进行焊接,焊接精度低,并且由于变压器油箱四个侧板上均需要焊接格栅板,在焊接时需要频繁调整油箱的固定方向,费时费力,焊接效率低的技术问题。
6.为了实现上述目的,本实用新型的技术方案是:
7.一种龙门式油箱焊接系统,包括:
8.底台,所述底台表面设有若干工位;
9.若干变位机构,设置在所述底台表面,若干所述变位机构与若干工位一一对应设置,所述变位机构上设有一用于固定工件的承载平台,且变位机构用于在水平向和竖直向旋转所述承载平台;
10.龙门架,横跨在所述底台上方,所述龙门架包括两侧的立柱和设置在一对立柱顶端之间的横向导轨;
11.若干压紧机构,设置在所述横向导轨上沿横向导轨滑动,若干所述压紧机构与若干所述工位一一对应设置,且压紧机构用于在焊接时压紧和定位工件顶面的焊接件;
12.焊接机器人,设置在所述底台上,所述焊接机器人用于焊接若干所述承载平台上的工件和焊接件。
13.通过采用上述方案,变位机构在水平向和竖直向旋转工件,从而将工件待焊接的面移动至顶面,将焊接件放置在焊接面上,之后压紧机构将焊接件压紧,焊接机器人对焊缝进行焊接,能够在横向导轨上调节压紧机构位置从而实现压紧位置的调整。
14.进一步的,所述压紧机构包括顶部的滑动单元和底部的压紧单元,所述滑动单元安装在所述横向导轨上沿横向导轨滑动,所述压紧单元通过升降单元安装在所述滑动单元上,且压紧单元用于焊接时压紧和定位所述承载平台表面工件。
15.进一步的,所述横向导轨包括间隔设置的一对横粱,所述滑动单元包括设置在一
对所述横粱的间隙内的滑块以及对称固定在所述滑块两侧面的安装板。
16.进一步的,每一所述安装板外侧面均固定有一纵向导轨,所述升降单元包括安装在所述纵向导轨上沿纵向导轨滑动的纵梁,一侧所述纵梁上固定有纵向延伸的齿条,对应侧所述安装板上固定有一升降驱动单元,所述升降驱动单元输出端设有与所述齿条啮合的齿轮,所述压紧单元固定在所述升降单元底端。
17.通过采用上述方案,升降驱动单元控制一对纵梁沿纵向导轨滑动,从而带动压紧单元升降。
18.进一步的,一对所述纵梁的顶端之间和底端之间设有加强杆。
19.进一步的,所述压紧单元包括:
20.固定板,横向设置与所述升降单元底端固定;
21.压紧驱动单元,设置在所述固定板上,所述压紧驱动单元的输出端竖直朝下穿过所述固定板设置;
22.压紧板,横向设置在所述固定板下方,且压紧板与所述压紧驱动单元的输出端固定。
23.通过采用上述方案,当升降驱动单元带动固定板移动到位后,压紧驱动单元驱动压紧板下降将焊接件压紧,避免直接通过升降驱动单元压紧焊接件易导致压紧不到位或压紧力过大导致工件损坏的问题。
24.进一步的,所述压紧板底面均匀布置有若干夹块,若干所述夹块用于插入散热格栅板间隙以压紧和限位散热格栅板。
25.通过采用上述方案,增设与散热格栅板间隙匹配的夹块,在压紧时夹块嵌入散热格栅板内,从而压紧的同时起到限位作用。
26.进一步的,所述变位机构为双轴l型变位机,所述承载平台上设有用于和工件固定的工件安装板。
27.与现有技术相比,本实用新型的有益效果是:
28.1、本实用新型通过变位机构在水平向和竖直向旋转工件,从而将工件待焊接的面移动至顶面,将焊接件放置在焊接面上,采用焊接机器人对焊缝进行焊接,能够快速焊接变压器油箱几个侧面的散热格栅版,大大提高变压器油箱的焊接效率,并有效降低了人工成本;
29.2、本实用新型焊接件焊接时,采用压紧机构将焊接机压紧限位在工件表面,从而避免在焊接时出现移位现象,大大提高焊接精度;
30.3、本实用新型压紧机构的压紧板底面设有与散热格栅板间隙匹配的若干夹块,在压紧时夹块嵌入散热格栅板内,从而压紧的同时起到限位作用,从而进一步提高焊接精度。
附图说明
31.为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
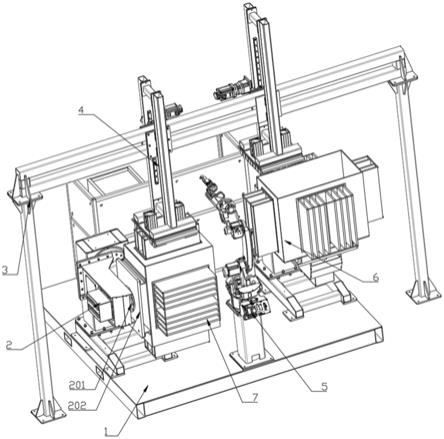
32.图1是本实用新型的实施例的结构示意图。
33.图2是本实用新型的实施例的龙门架和压紧机构的结构示意图。
34.图中所示:
35.1、底台;
36.2、变位机构;201、承载平台;202、工件安装板;
37.3、龙门架;301、立柱;302、横向导轨;303、横粱;
38.4、压紧机构;401、滑块;402、安装板;403、纵向导轨;404、纵梁;405、齿条;406、升降驱动单元;407、齿轮;
39.408、加强杆;409、固定板;410、压紧驱动单元;411、压紧板;412、夹块;
40.5、焊接机器人;
41.6、油箱;
42.7、散热格栅板。
具体实施方式
43.下面将结合附图对本实用新型技术方案的实施例进行详细的描述。以下实施例仅用于更加清楚地说明本实用新型的技术方案,因此只作为示例,而不能以此来限制本实用新型的保护范围。
44.需要注意的是,除非另有说明,本技术使用的技术术语或者科学术语应当为本实用新型所属领域技术人员所理解的通常意义。
45.如图1和图2所示,本实施例提供的一种龙门式油箱6焊接系统,包括底台1,底台1表面设有两个工位。
46.每个工位上均设有一个变位机构2,变位机构2上设有一用于固定油箱6的承载平台201,且变位机构2用于在水平向和竖直向旋转承载平台201。
47.具体地,变位机构2为双轴l型变位机,型号为dsf-5。承载平台201上设有用于和油箱6固定的工件安装板202。
48.底台1上方横跨有龙门架3,龙门架3包括两侧的立柱301和设置在一对立柱301顶端之间的横向导轨302。
49.横向导轨302上滑动有两个压紧机构4,两个压紧机构4与两个工位一一对应设置,且压紧机构4用于在焊接时压紧和定位油箱6顶面的散热格栅板7。
50.两个工位中部一侧设有焊接机器人5,焊接机器人5用于焊接承载平台201上的油箱6和散热格栅板7。
51.变位机构2在水平向和竖直向旋转工件,从而将油箱6待焊接的面移动至顶面,将散热格栅板7放置在焊接面上,之后压紧机构4将散热格栅板7压紧,焊接机器人5对焊缝进行焊接,能够在横向导轨302上调节压紧机构4位置从而实现压紧位置的调整。
52.具体地,压紧机构4包括顶部的滑动单元和底部的压紧单元,滑动单元安装在横向导轨302上沿横向导轨302滑动,压紧单元通过升降单元安装在滑动单元上,且压紧单元用于焊接时压紧和定位承载平台201表面工件。
53.横向导轨302包括间隔设置的一对横粱303,滑动单元包括设置在一对横粱303的间隙内的滑块401以及对称固定在滑块401两侧面的安装板402。
54.每一安装板402外侧面均固定有一纵向导轨403,升降单元包括安装在纵向导轨
403上沿纵向导轨403滑动的纵梁404,一对纵梁404的顶端之间和底端之间设有加强杆408。
55.一侧纵梁404上固定有纵向延伸的齿条405,对应侧安装板402上固定有一升降驱动单元406,升降驱动单元406输出端设有与齿条405啮合的齿轮407,压紧单元固定在升降单元底端。
56.升降驱动单元406具体为驱动电机,控制一对纵梁404沿纵向导轨403滑动,从而带动压紧单元升降。
57.压紧单元包括固定板409,固定板409横向设置,且顶面与一对纵梁404底端固定。
58.固定板409上设置有压紧驱动单元410,压紧驱动单元410的输出端竖直朝下穿过固定板409设置,压紧驱动单元410具体为驱动气缸。
59.固定板409下方设有压紧板411,且压紧板411与压紧驱动单元410的输出端固定。
60.压紧板411,横向设置在固定板409下方,且压紧板411与压紧驱动单元410的输出端固定。
61.当升降驱动单元406带动固定板409移动到位后,压紧驱动单元410驱动压紧板411下降将焊接件压紧,避免直接通过升降驱动单元406压紧焊接件易导致压紧不到位或压紧力过大导致工件损坏的问题。
62.压紧板411底面均匀布置有若干夹块412,若干夹块412用于插入散热格栅板7间隙以压紧和限位散热格栅板7。增设与散热格栅板7间隙匹配的夹块412,在压紧时夹块412嵌入散热格栅板7内,从而压紧的同时起到限位作用。
63.本实施例通过变位机构2在水平向和竖直向旋转工件,从而将工件待焊接的面移动至顶面,将焊接件放置在焊接面上,采用焊接机器人5对焊缝进行焊接,能够快速焊接变压器油箱6几个侧面的散热格栅版,大大提高变压器油箱6的焊接效率,并有效降低了人工成本;
64.本实施例焊接件焊接时,采用压紧机构4将焊接机压紧限位在工件表面,从而避免在焊接时出现移位现象,大大提高焊接精度;
65.本实施例压紧机构4的压紧板411底面设有与散热格栅板7间隙匹配的若干夹块412,在压紧时夹块412嵌入散热格栅板7内,从而压紧的同时起到限位作用,从而进一步提高焊接精度。
66.本实用新型的说明书中,说明了大量具体细节。然而,能够理解,本实用新型的实施例可以在没有这些具体细节的情况下实践。在一些实例中,并未详细示出公知的方法、结构和技术,以便不模糊对本说明书的理解。
67.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
68.最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当
理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围,其均应涵盖在本实用新型的权利要求和说明书的范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。