1.本实用新型涉及零件加工技术领域,具体为一种汽车零部件冲压模具。
背景技术:
2.汽车模具最主要的组成部分就是覆盖件模具,这类模具主要是冷冲模,广义上的“汽车模具”是制造汽车上所有零件的模具总称,其中将铸件通过冲压成相应的尺寸和外形,将铸件冲压造型的模具为冲压模具,在冲压模具对铸件进行冲压加工时,工件放置在冲压模具的型腔处。
3.现有对汽车零部件冲压加工时,待加工的汽车零部件工件放置在冲压模具的下模处,冲压模具的上模处设有加工成型的凸模,冲压加工成型时,冲压模具的上模安装的凸模对工件冲压成型后,凸模将工件多余部分从下模的凹槽处冲出,因为工件在凸膜的冲压作用下与下模的凹陷处冲压,工件被冲出的废料从下模凹陷处掉落,但由于部分冲压工件部分的废料压合在下模凹陷处,在上模抽出下模凹陷处后,废料不便从下模凹陷处抽出,在持续冲压过程中,废料被冲出,但在冲出过程中,压合在下模凹陷处的废料对工件造成冲压干涉,为此,我们提出了一种汽车零部件冲压模具。
技术实现要素:
4.针对上述存在的技术不足,本实用新型的目的是提供一种汽车零部件冲压模具,压合在下模凹陷处的冲压废料不便排出,通过在出料槽两侧壁处利用推动件推动推块将废料推出。
5.为解决上述技术问题,本实用新型采用如下技术方案:本实用新型提供一种汽车零部件冲压模具,包括冲压下模,所述冲压下模上设有出料槽,所述冲压下模顶部连接多个伸缩导向杆,且伸缩导向杆顶部连接有冲压上模,所述冲压上模底部连接有冲压凸块,所述冲压凸块底部连接件,所述冲压下模两侧分别设有安装腔,且安装腔内部连接有推动件,所述连接件与推动件连接,所述出料槽的两侧侧壁处设有凹槽,且凹槽处设有推块,所述推动件与推块连接,所述连接件在冲压凸块运动下用以带动推动块推动推块运动,且推动块用以推出出料槽处的废料。
6.优选地,所述连接件包括连接在冲压凸块底部的连接杆,所述连接杆一端滑动穿过冲压下模,所述连接杆上连接有限位块,且连接杆外侧套接有复位弹簧,所述复位弹簧一端与限位块连接,且复位弹簧另一端与安装腔的内壁,所述限位块一侧与推动件连接。
7.优选地,所述推动件包括连接在推块两端的推杆,两个所述推杆一端分布在安装腔内部,且两个推杆之间连接有连接架,所述连接架上连接有铰接座,且安装腔的内壁上连接有转动座,所述铰接座上连接有第一飞轮,且转动座上连接有第二飞轮,所述第一飞轮与第二飞轮外侧缠绕有拉动绳,且拉动绳一端与限位块一侧连接,所述推杆外侧连接有回程弹簧,所述回程弹簧一端与连接架连接,且回程弹簧另一端与安装腔的内壁连接。
8.优选地,所述推块顶部连接有斜向坡块。
9.优选地,所述出料槽顶部的槽口处设有切割刃口
10.本实用新型的有益效果在于:本设计采用连接件与冲压凸块连接,在冲压过程中带动连接件带动推动件将推块收纳至凹槽处,在冲压凸块将工件沿着出料槽处冲压,冲压结束后,冲压上模带动连接件将推动件推动推块向外侧处推出,便于将压合在出料槽处的冲压废料推出,减少了冲压废料粘合在出料槽的侧壁处,便于汽车零部件的冲压成型。
附图说明
11.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
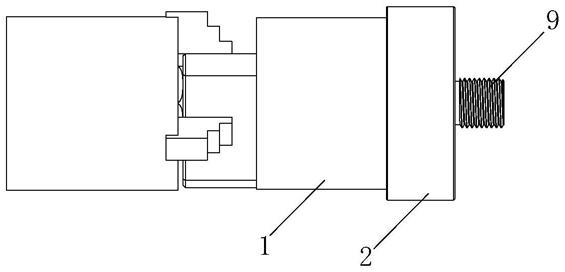
12.图1为本实用新型实施例提供的一种汽车零部件冲压模具的结构示意图。
13.图2为本实用新型局部剖切结构示意图。
14.图3为图2的侧面结构示意图示意图。
15.图4为图3中a处区域放大结构示意图。
16.图5为图3中b处区域放大结构示意图。
17.附图标记说明:1-冲压下模,2-出料槽,3-伸缩导向杆,4-冲压上模,5-冲压凸块,6-连接件,7-安装腔,8-推动件,21-凹槽,22-推块,23-斜向坡块,24-切割刃口,61-连接杆,62-限位块,63-复位弹簧,81-推杆,82-连接架,83-铰接座,84-转动座,85-第一飞轮,86-第二飞轮,87-拉动绳,88-回程弹簧。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.实施例:如图1-5所示,本实用新型提供了一种汽车零部件冲压模具,包括冲压下模1,所述冲压下模1上设有出料槽2,所述冲压下模1顶部连接多个伸缩导向杆3,且伸缩导向杆3顶部连接有冲压上模4,所述冲压上模4底部连接有冲压凸块5,所述冲压凸块5底部连接件6,所述冲压下模1两侧分别设有安装腔7,且安装腔7内部连接有推动件8,所述连接件6与推动件8连接,所述出料槽2的两侧侧壁处设有凹槽21,且凹槽21处设有推块22,所述推动件8与推块22连接,所述连接件6在冲压凸块5运动下用以带动推动块推动推块22运动,且推动块用以推出出料槽2处的废料。
20.在使用本方案中装置对汽车零部件进行冲压成型时,将待加工的工件放置在冲压下模1后,此时冲压上模4在现有冲压模具的冲压动力下向下运动,因为伸缩导向杆3便于冲压上模4伸缩调整,因为连接件6连接在冲压凸块5位置处,在冲压模具进行冲压加工时,连接件6在冲压凸块5向下运动带动推动件8运动,因为推动件8的一端与推块22连接,便于在冲压向下运动时,将推块22收纳至凹槽21处,在冲压结束后,冲压凸块5带动连接件6带动推动件8运动,从而便于将推块22向外推动,将压合在凹槽21处的冲压废料推出,避免了冲压
废料压合在出料槽2处。
21.进一步的,所述连接件6包括连接在冲压凸块5底部的连接杆61,所述连接杆61一端滑动穿过冲压下模1,所述连接杆61上连接有限位块62,且连接杆61外侧套接有复位弹簧63,所述复位弹簧63一端与限位块62连接,且复位弹簧63另一端与安装腔7的内壁,所述限位块62一侧与推动件8连接。
22.进一步的,所述推动件8包括连接在推块22两端的推杆81,两个所述推杆81一端分布在安装腔7内部,且两个推杆81之间连接有连接架82,所述连接架82上连接有铰接座83,且安装腔7的内壁上连接有转动座84,所述铰接座83上连接有第一飞轮85,且转动座84上连接有第二飞轮86,所述第一飞轮85与第二飞轮86外侧缠绕有拉动绳87,且拉动绳87一端与限位块62一侧连接,所述推杆81外侧连接有回程弹簧88,所述回程弹簧88一端与连接架82连接,且回程弹簧88另一端与安装腔7的内壁连接,在冲压时,工件放置在冲压下模1位置处,冲压上模4在冲压力作用下向下运动,因为连接杆61固定连接在冲压凸块5位置处,在未冲压时,推块22分布在出料槽2处,在冲压向下运动时,连接杆61向下运动,此时固定连接在连接杆61外侧的限位块62向下挤压复位弹簧63,从而使得连接杆61穿过冲压下模1底部,在限位块62向下运动时,因为限位块62和拉动绳87固定连接,且拉动绳87另一端与铰接座83固定连接,从而使得拉动绳87拉动连接架82箱安装腔7内部收缩,因为连接架82的两端与推杆81固定连接,同时因为推杆81和推块22固定连接,从而便于将推块22收纳至凹槽21位置处,当冲压结束后,连接杆61在冲压上模4带动连接杆61向上运动,此时推杆81在回程弹簧88复位作用下,将推杆81向外推动,从而便于将推块22将冲压废料推出出料槽2处。
23.进一步的,所述推块22顶部连接有斜向坡块23,斜向坡块23有利于将废料从推块22处推出。
24.进一步的,所述出料槽2顶部的槽口处设有切割刃口24,切割刃口24便于将工件进行冲压加工。
25.使用时,在冲压时,工件放置在冲压下模1位置处,冲压上模4在冲压力作用下向下运动,因为连接杆61固定连接在冲压凸块5位置处,在未冲压时,推块22分布在出料槽2处,在冲压向下运动时,连接杆61向下运动,此时固定连接在连接杆61外侧的限位块62向下挤压复位弹簧63,从而使得连接杆61穿过冲压下模1底部,在限位块62向下运动时,因为限位块62和拉动绳87固定连接,且拉动绳87另一端与铰接座83固定连接,从而使得拉动绳87拉动连接架82箱安装腔7内部收缩,因为连接架82的两端与推杆81固定连接,同时因为推杆81和推块22固定连接,从而便于将推块22收纳至凹槽21位置处,当冲压结束后,连接杆61在冲压上模4带动连接杆61向上运动,此时推杆81在回程弹簧88复位作用下,将推杆81向外推动,从而便于将推块22将冲压废料推出出料槽2处。
26.显然,本领域的技术人员可以对本实用新型进行各种改动和变型而不脱离本实用新型的精神和范围。这样,倘若本实用新型的这些修改和变型属于本实用新型权利要求及其等同技术的范围之内,则本实用新型也意图包含这些改动和变型在内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。