1.本发明涉及龙虾扣件组装加工技术领域,尤其涉及一种龙虾扣件自动组装成型的组装机。
背景技术:
2.目前市场上,很多用品都带有挂饰,比如钥匙、手机、书包、背包、汽车等等,都有各种各样的挂饰,其中就有一种挂饰叫龙虾扣件,之所以要叫做龙虾扣件是因为这种挂件的形状和龙虾很像,特别适合在钥匙和手机中使用,龙虾扣件虽然丰富了我们的生活,但龙虾扣件的装配却是一个非常繁杂的过程,龙虾扣件的比较小,再加上形状比较独特,所以,龙虾扣件都是通过人工手工组装完成的,需要人工用夹钳把龙虾扣平板与弹簧套扣套在一起组装后、再将龙虾扣平板折弯后、然后尾部折半圆型,人工组装非常困难。还有,采用人工组装夹住容易出现定位不准确,还会导致易龙虾扣平板变形,人工组装的效率低,龙虾扣件的稳定性差,影响到产品的质量,而且人工投入劳动力大,人工成本高等问题。
3.另外,现有中为了让龙虾扣件的扣身更加牢固,一般会采用焊接方式,增加了制造工艺的步骤。
技术实现要素:
4.针对现有技术中的不足,本发明解决的技术问题在于提供一种可以自动上料、自动将龙虾扣平板与弹簧套扣套在一起组装、自动对龙虾扣平板进行折弯、自动检测、解决了现有中存在人工组装劳动强度大、品质差、生产效率低的问题,具有自动化程度高、效率高、组装的龙虾扣件质量可以得到保证的组装机。
5.为了解决上述技术问题,本发明提供了一种应用于龙虾扣件自动组装的组装机,所述组装机包括工作机架和安装在工作机架上的转盘机构、自动上料工位、折弯工位、翻转工位、定位工位、折弯半圆型工位、检测工位、自动下料工位,所述自动上料工位、折弯工位、翻转工位、定位工位、折弯半圆型工位、检测工位、自动下料工位依次固定在转盘机构的外圆周处;
6.所述转盘机构包括转盘和驱动组件,所述驱动组件和转盘的中部相连,所述转盘的圆周曲面上固定有若干治具工位,所述治具工位上夹有弹簧套,所述驱动组件带动转盘进行旋转以带动夹有弹簧套的治具工位转动;
7.所述自动上料工位包括对龙虾扣平板进行输送的上料输送组件和上料抓取组件,所述上料抓取组件安装于上料输送组件的上方,所述上料输送组件将龙虾扣平板输送至转盘上的外圆周处,所述转盘将夹有弹簧套的治具工位转到上料输送组件处,所述上料输送组件的两侧安装有定位模块,所述上料抓取组件抓取上料输送组件上的龙虾扣平板并将其放到弹簧套上面,所述定位模块对放在弹簧套上面的龙虾扣平板进行定位后,所述转盘将放有龙虾扣平板的治具工位转到折弯工位;
8.所述折弯工位包括第一折弯机构和第二折弯机构,所述第一折弯机构安装在第二
折弯机构的一侧并固定在自动上料工位的一侧,所述第一折弯机构和第二折弯机构对治具工位上的龙虾扣平板进行两次折弯以便龙虾扣平板和弹簧套组装在一起;
9.所述转盘将组装好的龙虾扣平板转到翻转工位处,所述翻转工位将组装好的龙虾扣平板翻转180度;
10.所述定位工位包括第一定位机构和第二定位机构,所述第一定位机构安装在第二定位机构的一侧并固定在翻转工位的一侧,所述第一定位机构和第二定位机构对翻转后的龙虾扣平板进行两次定位;
11.所述折弯半圆型工位对经过两次定位的龙虾扣平板进行折弯成半圆形状;
12.所述检测工位对折弯成半圆形状的龙虾扣平板进行检测;
13.所述自动下料工位对检测后的龙虾扣平板进行送料。
14.针对上述技术方案的进一步改进,所述上料输送组件包括上料振动盘和送料道,所述上料振动盘和送料道的一端相连,所述上料振动盘进行震动以将龙虾扣平板输送至送料道。
15.针对上述技术方案的进一步改进,所述上料抓取组件包括气缸固定座、上料升降气缸、上料抓取头,所述上料升降气缸固定在气缸固定座上,所述上料抓取头和上料升降气缸的下端相连,所述上料升降气缸的一侧安装有上料移动滑块和与上料移动滑块相配合的上料移动滑轨,所述上料移动滑块进行滑动以便上料升降气缸下的上料抓取头移至送料道上,所述上料升降气缸带动上料抓取头进行下降以便上料抓取头抓取送料道所输送的龙虾扣平板。
16.针对上述技术方案的进一步改进,所述第一折弯机构和第二折弯机构均包括有折弯气缸、压块模具、转动条,所述转动条的一端和压块模具相连,所述转动条的另一端和折弯气缸的上端相连,所述折弯气缸的下端连接有活塞杆。
17.针对上述技术方案的进一步改进,所述第一定位机构和第二定位机构均包括定位固定座、回转气缸、连杆,所述定位气缸和连杆均安装在定位固定座的上方,所述回转气缸与所述连杆的一端铰接,所述连杆的另一端连接有定位夹件,所述定位固定座的下方固定有定位滑块和与定位滑块相配合的定位滑轨,所述回转气缸进行伸缩以带动连杆进行转动以便定位夹件对龙虾扣平板进行夹紧或松开。
18.针对上述技术方案的进一步改进,所述翻转工位包括旋转气缸、翻转头、翻转夹具,所述翻转头设于旋转气缸和翻转夹具之间,所述翻转头的一端和旋转气缸相连,所述翻转头的另一端和翻转夹具相连,所述翻转夹具夹住组装好的龙虾扣平板,所述旋转气缸驱动翻转头进行旋转从而带动翻转夹具所夹住的龙虾扣平板进行翻转。
19.针对上述技术方案的进一步改进,所述折弯半圆型工位包括半圆折弯气缸、折弯连接条、折弯头,所述半圆折弯气缸和折弯连接条的一端铰接,所述折弯头和折弯连接条的另一端相接。
20.针对上述技术方案的进一步改进,所述折弯头上设有冲压折弯气夹。
21.针对上述技术方案的进一步改进,所述检测工位包括检测固定座和检测摄像头,所述检测摄像头固定在检测固定座上。
22.针对上述技术方案的进一步改进,所述转盘的中部开设有贯穿孔,所述驱动组件包括驱动电机和轴套,所述轴套安装于转盘的贯穿孔下方,所述驱动电机的输出轴从轴套
贯穿而过并和转盘相连,所述驱动电机进行旋转以带动转盘转动。
23.本发明实施例提供的应用于龙虾扣件自动组装的组装机,具有如下有益效果:
24.该组装机包括工作机架和安装在工作机架上的转盘机构、自动上料工位、折弯工位、翻转工位、定位工位、折弯半圆型工位、检测工位、自动下料工位,转盘机构包括转盘和驱动组件,转盘的圆周曲面上固定有若干治具工位,治具工位上夹有弹簧套,自动上料工位包括对龙虾扣平板进行输送的上料输送组件和上料抓取组件,折弯工位包括第一折弯机构和第二折弯机构,定位工位包括第一定位机构和第二定位机构,上料输送组件将龙虾扣平板输送至转盘上的外圆周处,本发明通过上料输送组件对龙虾扣平板进行自动上料,通过转盘将夹有弹簧套的治具工位转到上料输送组件处,上料抓取组件抓取上料输送组件上的龙虾扣平板并将其放到弹簧套上面,通过定位模块对放在弹簧套上面的龙虾扣平板进行定位后,转盘将放有龙虾扣平板的治具工位转到折弯工位,利用第一折弯机构和第二折弯机构对治具工位上的龙虾扣平板进行两次折弯,从而实现龙虾扣平板和弹簧套的组装,实现龙虾扣件的自动装配,当龙虾扣平板组装后,通过第一定位机构和第二定位机构可以龙虾扣平板进行两次自动定位,再通过折弯半圆型工位对经过两次定位后的龙虾扣平板进行折弯成半圆形状,通过检测工位对折弯成半圆形状的龙虾扣平板进行检测,避免出现不合格产品,本发明的组装机可以进行自动上料,将龙虾扣平板与弹簧套扣套在自动组装、自动对龙虾扣平板进行折弯,解决了现有中存在人工组装劳动强度大、品质差、生产效率低的问题,具有自动化程度高、效率高、组装的龙虾扣件质量可以得到保证的组装机。
25.另外,从整体结构上看,本发明的应用于龙虾扣件自动组装的组装机将转盘机构、自动上料工位、折弯工位、翻转工位、定位工位、折弯半圆型工位、检测工位、自动下料工位功能集合于一台设备,不仅自身结构简单,而且操作方便,其设置的转盘机构、自动上料工位、折弯工位、翻转工位、定位工位、折弯半圆型工位、检测工位、自动下料工位的自动化装置,尤其是转盘机构与折弯工位、翻转工位、定位工位、折弯半圆型工位、检测工位之间的配合,可以大大地提高龙虾扣件的生产效率,有效地保证龙虾扣件的生产质量,降低投入的人工成本。
附图说明
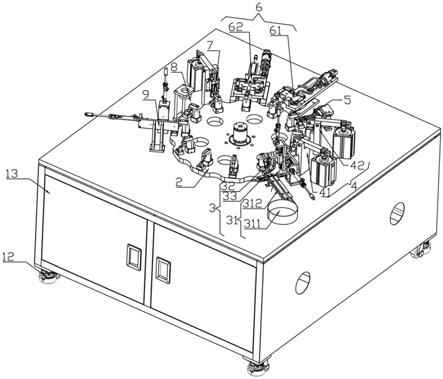
26.图1是本发明的组装机的结构示意图。
27.图2是本发明的组装机的内部结构示意图。
28.图3是本发明设于转盘机构外周的自动上料工位、折弯工位、翻转工位、定位工位、折弯半圆型工位、检测工位、自动下料工位的连接示意图;
29.图4是本发明图3的另一角度的结构示意图;
30.图5是本发明的转盘机构的结构示意图一;
31.图6是本发明的转盘机构另一角度的结构示意图;
32.图7是本发明的上料输送组件和定位模块的连接示意图;
33.图8是本发明的龙虾扣平板的结构示意图;
34.图9是本发明的上料抓取组件的结构示意图;
35.图10是本发明的弹簧套的结构示意图;
36.图11是本发明的第一折弯机构的结构示意图;
37.图12是本发明的翻转工位的结构示意图;
38.图13是本发明的定位工位的结构示意图;
39.图14是本发明的折弯半圆型工位的结构示意图;
40.图15是本发明的龙虾扣件组装后放在治具工位的示意图;
41.图16是本发明的龙虾扣件的结构示意图。
42.图中:工作机架1、支撑腿11、移动轮12、开门柜13、转盘机构2、转盘21、贯穿孔211、驱动电机221、轴套222、驱动组件22、治具工位23、弹簧套24、自动上料工位3、上料输送组件31、上料振动盘311、送料道312、上料抓取组件32、气缸固定座321、上料升降气缸322、上料抓取头323、上料移动滑块324、上料移动滑轨325、定位模块33、夹紧气缸331、夹紧定位块332、折弯工位4、第一折弯机构41、折弯气缸411、压块模具412、转动条413、活塞杆414、压块滑块415、第二折弯机构42、翻转工位5、旋转气缸51、翻转头52、翻转夹具53、翻转移动气缸54、定位工位6、第一定位机构61、定位固定座611、回转气缸612、连杆613、定位滑块614、定位滑轨615、第二定位机构均62、折弯半圆型工位7、检测工位8、检测固定座81、检测摄像头82、自动下料工位9、龙虾扣平板10、龙虾扣件101。
具体实施方式
43.如图1-10所示,本发明实施例一提供一种应用于龙虾扣件自动组装的组装机,该组装机包括工作机架1和安装在工作机架1上的转盘机构2、自动上料工位3、折弯工位4、翻转工位5、定位工位6、折弯半圆型工位7、检测工位8、自动下料工位9,自动上料工位3、折弯工位4、翻转工位5、定位工位6、折弯半圆型工位7、检测工位8、自动下料工位9依次固定在转盘机构2的外圆周处。该工作机架1的底端四角处设置有支撑腿11,支撑腿11的内侧设置有移动轮12,移动轮12固定在支撑腿11处,支撑腿11与工作机架1的底端四角固定连接,通过移动轮12可以移动工作机架1,方便工作机架1的搬运和移动,工作机架1的前后两端均设置有开门柜13,开门柜13通过合页与工作机架1固定连接。在本实施例中,该转盘机构2包括转盘21和驱动组件22,驱动组件22和转盘21的中部相连,转盘21的圆周曲面上固定有若干治具工位23,治具工位23上夹有弹簧套24,驱动组件22带动转盘21进行旋转,在本实施例中,在转盘21的中部开设有贯穿孔211,驱动组件22包括驱动电机221和轴套222,轴套222安装在转盘21贯穿孔211下方,驱动电机221的输出轴从轴套222贯穿而过并和转盘21相连,驱动电机221进行旋转以带动转盘21转动。转盘21在旋转过程中带动夹有弹簧套24的治具工位23进行转动,使得治具工位23可以转到不同的工位。该自动上料工位3包括上料输送组件31和上料抓取组件32,上料输送组件31对龙虾扣平板10进行输送,上料抓取组件32安装于上料输送组件31的上方,上料输送组件31将龙虾扣平板10输送至转盘21上的外圆周处,转盘21将夹有弹簧套24的治具工位23转到上料输送组件31处,上料抓取组件32会抓取上料输送组件31输送的定龙虾扣平板10,并将其放到弹簧套24上面,另外,本发明的自动下料工位9结构和自动上料工位3的结构是一样的。在本实施例中,上料输送组件31的两侧安装有定位模块33,该定位模块33包括安装在上料输送组件31两侧的两个夹紧气缸331和两块夹紧定位块332,夹紧气缸331的伸缩杆和夹紧定位块332相连,夹紧气缸331通过伸缩从而带动夹紧两块定位块的松紧,从而实现定位模块33对龙虾扣平板10的定位,当定位模块33对放在弹簧套24上面的龙虾扣平板10进行定位后,转盘21会将放有龙虾扣平板10的治具工位23转
到折弯工位4。该折弯工位4包括第一折弯机构41和第二折弯机构42,将第一折弯机构41安装在第二折弯机构42的一侧并固定在自动上料工位3的一侧,本发明通过第一折弯机构41和第二折弯机构42对治具工位23上的龙虾扣平板10进行两次折弯,方便龙虾扣平板10和弹簧套24组装在一起,龙虾扣平板10和弹簧套24组装形成龙虾扣件101。经过两次折弯后,转盘21会将组装好的龙虾扣平板10转到翻转工位5处,翻转工位5会将组装好的龙虾扣平板10翻转180度。经过翻转后的龙虾扣平板10放到转盘21上,由转盘21转动将其转到定位工位6处,该该定位工位6包括第一定位机构61和第二定位机构,第一定位机构61安装在第二定位机构的一侧并固定在翻转工位5的一侧,第一定位机构61和第二定位机构对翻转后的龙虾扣平板10进行两次定位,经过定位工位6定位后,折弯半圆型工位7对经过两次定位的龙虾扣平板10进行折弯成半圆形状。检测工位8对折弯成半圆形状的龙虾扣平板10进行检测。自动下料工位9对检测后的龙虾扣平板10进行送料。
44.如图7所示,在本发明的具体实施例中,该上料输送组件31包括上料振动盘311和送料道312,上料振动盘311和送料道312的一端相连,上料振动盘311进行震动,在上料振动盘311在震动过程中会将龙虾扣平板10输送到送料道312内,通过送料道312对龙虾扣平板10进行输送,该上料抓取组件32包括气缸固定座321、上料升降气缸322、上料抓取头323,上料升降气缸322固定在气缸固定座321上,上料抓取头323和上料升降气缸322的下端相连,上料升降气缸322的一侧安装有上料移动滑块324和与上料移动滑块324相配合的上料移动滑轨325,上料移动滑块324带动上料升降气缸322下的上料抓取头323进行滑动,使得上料抓取头323移动到送料道312末端输送的龙虾扣平板10处,此时,通过上料升降气缸322进行升降,使得上料升降气缸322带动上料抓取头323进行下降,通过上料抓取头323进行夹紧,从而抓取送料道312所输送的龙虾扣平板10,本发明所设置上料输送组件31能实现自动上料,提高上料效率。
45.如图11所示,在本发明实施例中,本发明的第一折弯机构41和第二折弯机构42的结构工位设置均相同,均包括有折弯气缸411、压块模具412、转动条413,将转动条413的一端和压块模具412相连,而且转动条413的另一端和折弯气缸411的上端相连,折弯气缸411的下端连接有活塞杆414,折弯气缸411通过活塞杆414进行伸缩,折弯气缸411在伸缩过程中会带动压块模具412运动,通过压块模具412的运动从而实现对龙虾扣平板10和弹簧套24进行折弯组装,实现龙扣件的自动组装,提高了组装效率,确保了组装质量。
46.如图13所示,在本发明的具体实施例中,在压块模具412上固定有一个压块滑块415,方便压块模具412运动,本发明通过压块模具412对龙虾扣平板10进行折弯,实现对龙虾扣平板10和弹簧套24的自动组装。该第一定位机构61和第二定位机构均62包括定位固定座611、回转气缸612、连杆613,定位气缸和连杆613均安装在定位固定座611的上方,回转气缸612与连杆613的一端铰接,连杆613的另一端连接有定位夹件,定位固定座611的下方固定有定位滑块614和与定位滑块614相配合的定位滑轨615,本发明的连杆613与回转气缸612是铰接情况。因此,当回转气缸612进行伸缩时,可以带动连杆613进行转动,从而带动连杆613上的定位夹件进行夹紧或松来,从而实现对龙虾扣平板10进行夹紧或松开,关于龙虾扣平板10的定位原理:回转气缸612向前推出,使连接在连杆613的旋转轴转动,使连杆613张开,定位滑块614由于没有了连杆613的压力,定位滑块614里面的龙虾扣平板10上的弹簧套24随着连杆613的张开而回弹,使定位滑块614处于敞开状态。定位滑块614和定位滑轨
615通过底板611的回转气缸612向前推到治具工位23上的龙虾扣平板10孔位置,回转气缸612拉回连杆613,随着连杆613闭合,压力作用在定位滑块614的弹簧套24而收紧,两边的定位滑块614同时压紧龙虾扣平板10两边的孔,使龙虾扣平板10两边的孔矫正,在下一个定位机构了,在进行以上的操作,从而增加龙虾扣平板10两边的孔同轴度。
47.如图12和图14所示,另外,在本发明实施例中,该翻转工位5包括旋转气缸51、翻转头52、翻转夹具53,翻转头52设于旋转气缸51和翻转夹具53之间,翻转头52的一端和旋转气缸51相连,翻转头52的另一端和翻转夹具53相连,翻转夹具53夹住组装好的龙虾扣平板10,旋转气缸51驱动翻转头52进行旋转,从而带动翻转夹具53所夹住的龙虾扣平板10进行翻转,旋转气缸51的一侧安装有翻转移动气缸54,翻转移动气缸54方便移动旋转气缸51上的翻转头52,从而移动翻转夹具53,本发明通过翻转头52带动龙虾扣平板10翻转180度,方便龙虾扣平板10进行下一个工序。该折弯半圆型工位7包括半圆折弯气缸411、折弯连接条、折弯头,半圆折弯气缸411和折弯连接条的一端铰接,折弯头和折弯连接条的另一端相接。在本实施例中,在折弯头上设有冲压折弯气夹,本发明通过半圆折弯气缸411进行伸缩从而带动折弯连接条进行转动,通过折弯连接条的转动带动折弯头进行运动,本发明通过折弯头的运动可以将龙虾扣平板10折弯成半圆形,提高折弯效率和质量。
48.在本发明的具体实施例中,该检测工位8包括检测固定座81和检测摄像头82,将检测摄像头82固定在检测固定座81上,通过本发明的检测摄像头82可以对折弯成半圆形状及组装后的龙虾扣平板10进行检测,避免出现不合格产品。
49.如图15-图16所示,关于本发明的组装机的工作原理如下:
50.首先,通过人工将转盘21上的若干治具工位23装上弹簧套24,通过驱动电机221带动转盘21旋转到对龙虾扣平板10输送的送料道312位置;
51.接着,上料振动盘311连接送料道312的首端,通过上料振动盘311震动实现对上龙虾扣平板10的自动上料,振动盘把龙虾扣平板10送入料道内;
52.其次,上料移动滑块324带动上料升降气缸322下的上料抓取头323进行滑动,使得上料抓取头323移动到送料道312末端输送的龙虾扣平板10处,此时,通过上料升降气缸322下降,使得上料升降气缸322带动上料抓取头323进行下降,通过上料抓取头323进行夹紧,从而抓取送料道312所输送的龙虾扣平板10;再移动上料升降气缸322,再次使得上料抓取头323下降,上料抓取头323松开所抓取的龙虾扣平板10并将其放在弹簧组件上面;
53.再次,转盘21将放有龙虾扣平板10的工位治具旋转至折弯工位4处,折弯工位4上的折弯气缸411通过活塞杆414进行伸缩,折弯气缸411在伸缩过程中会带动压块模具412运动,通过压块模具412的运动从而实现对龙虾扣平板10和弹簧套24进行折弯组装,通过第一折弯机构41和第二折弯机构42对治具工位23上的龙虾扣平板10进行两次折弯,方便龙虾扣平板10和弹簧套24组装在一起,使得龙虾扣平板10和弹簧套24组装形成龙虾扣件101;
54.然后,转盘21将有组装好的龙虾扣平板10的工位治具转到翻转工位5处,翻转工位5的旋转气缸51驱动翻转头52进行旋转,带动翻转夹具53所夹住的龙虾扣平板10并进行翻转,将龙虾扣平板10翻转180度,由翻转移动气缸54方便移动旋转气缸51上的翻转头52,从而移动翻转夹具53所夹的龙虾扣平板10并将其移到转盘21的工位治具上;
55.再后,转盘21上将放有翻转后的龙虾扣平板10的工位治具转到定位工位6上,回转气缸612进行伸缩带动连杆613进行转动,从而带动连杆613上的定位夹件对龙虾扣平板10
进行夹紧或松开,进而实现对龙虾扣平板10的定位,通过定位工位6进行对龙虾扣平板10两个工位定位,可以矫正龙虾扣平板10两个孔之间的同轴度;
56.最后,转盘21上将经过两个工位定位的龙虾扣平板10转到折弯半圆型工位7处,折弯半圆型工位7的半圆折弯气缸411进行伸缩带动折弯连接条进行转动,通过折弯连接条的转动带动折弯头运动将龙虾扣平板10折弯成半圆形,通过折弯头向下冲压将龙虾扣平板10折弯成半圆形,由转盘21上将折弯成半圆形的龙虾扣平板10转到检测工位8,检测工位8包括的检测摄像头82可以对折弯成半圆形状及组装后的龙虾扣平板10进行检测,避免出现不合格产品,最后由自动下料工位9的抓取组装后的龙虾扣件101进行下料。
57.上述实施例揭示的应用于龙虾扣件101自动组装的组装机,该组装机将转盘机构2、自动上料工位3、折弯工位4、翻转工位5、定位工位6、折弯半圆型工位7、检测工位8、自动下料工位9功能集合于一台设备,不仅自身结构简单,而且操作方便,其设置的转盘机构2、自动上料工位3、折弯工位4、翻转工位5、定位工位6、折弯半圆型工位7、检测工位8、自动下料工位9的自动化装置,尤其是转盘机构2与折弯工位4、翻转工位5、定位工位6、折弯半圆型工位7、检测工位8之间的配合,另外,将龙虾扣平板10和弹簧套24组装在一起,是利用送料道312上面的上料抓取头323抓取,然后放在转盘21上的弹簧套24,然后由折弯工位4的压块模具412下压,从而完成龙虾扣平板10和弹簧套24的组装,通过折弯工位4两次折弯可以提升折弯准确度,减少变形,还大大地提高龙虾扣件101的生产效率,有效地保证龙虾扣件101的生产质量,降低投入的人工成本。
58.以上所述是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
