1.本发明涉及一种均温板及均温板的压铸包射生产工艺。
背景技术:
2.均温板在技术从原理上类似于热管,但在传导方式上有所区别,热管为一维线性热传导,而均温板中的热量则是在一个二维的面上传导,因此效率更高。
3.均温板是一种给电器中的易发热电子元件散热的装置,多由铝合金,黄铜或青铜做成板状,片状,多片状,而铜制成的均温板散热效果最佳,但铜价格较贵,全铜制成的均温板价格高,会大大增加产品的成本。
技术实现要素:
4.针对上述问题,本发明提供了一种均温板,采用锌合金与铜组成的均温板,从而在保证散热效率的同时,大大降低成本,有效解决了背景技术中指出的问题。
5.本发明采用的技术方案是:
6.一种均温板,包括散热铜片,以及包覆在散热铜片外的散热锌合金片,所述散热锌合金片的顶部固定有散热柱,所述散热铜片的内部设有储水腔,所述储水腔内设有多根支撑散热铜片的顶面与底面的支撑柱,所述的储水腔内储存有水。
7.采用散热铜片与散热锌合金片相组合的方式,不仅能够保证良好的散热效果,同时大大降低了成本。
8.散热铜片内设置储水腔,在进行散热时,储水腔内的水能够吸热蒸发并快速转移到铜片的各个位置,从而能够将热量快速均匀地转移到散热铜片的各个位置,大大提升散热效果。
9.作为优选,所述散热锌合金片的表面设有镀镍层。
10.通过在散热锌合金片的表面镀镍,从而防止散热锌合金片的氧化。
11.本发明还提供了一种均温板的压铸包射生产工艺,包括以下步骤:
12.步骤1)、将散热铜片通过定位耳固定在压铸模具上然后关模;
13.步骤2)、将锌合金液体流入模腔内包覆在散热铜片外,冷却后形成散热锌合金片;
14.步骤3)、开模确认散热铜片是否膨胀,若膨胀则为不合格产品,若未膨胀则为合格产品,进行后处理;
15.步骤4)、将散热铜片上的定位耳切除,并将水从定位耳切除的位置灌入散热铜片的储水腔内,再将定位耳切除处进行封闭处理;
16.步骤5)、将散热锌合金片表面镀镍,形成镀镍层,从而得到成品均温板。
17.作为优选,所述的步骤2)包括以下步骤:步骤a、将锌合金液体以流速v1流入模腔内,填充率为0%;步骤b、将锌合金液体以流速v2流入模腔内,填充率为99%,成型时间为t。
18.作为优选,所述锌合金液体的温度为280-500℃。
19.作为优选,所述的v1为150-500cm/s,v2为1000-1500cm/s。
20.作为优选,所述的t为10-60秒。
21.本发明采用锌合金与铜进行组合,锌合金的具有较低的融化温度,在压铸包射时能够避免散热铜片因温度过高而膨胀,实现产品的生产,同时,锌合金在包射时采用两段进料的方式,将锌合金快速包覆在散热铜片上,避免较长时间导致散热铜片温度过高。
22.本发明采用散热铜片与散热锌合金片相组合结构,不仅能够保证良好的散热效果,同时大大降低了成本,并且提供了相应的制备工艺,能够避免散热铜片在生产过程中膨胀。
附图说明
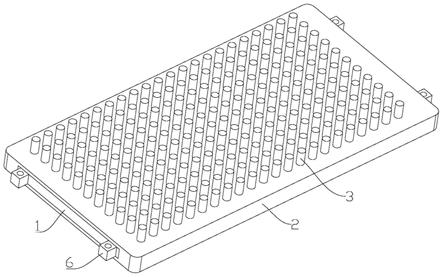
23.图1为均温板的结构示意图;
24.图2为散热铜片的剖视结构示意图。
具体实施方式
25.下面通过具体的实施例结合附图对本发明做进一步的详细描述。
26.实施例1
27.如图1-2所示,一种均温板,包括散热铜片1,以及包覆在散热铜片1外的散热锌合金片2,所述散热锌合金片2的顶部固定有散热柱3,所述散热铜片1的内部设有储水腔4,所述储水腔4内设有多根支撑散热铜片1的顶面与底面的支撑柱5,所述的储水腔4内储存有水,所述散热锌合金片2的表面设有镀镍层。
28.均温板可用于各个需要散热的位置,将均温板的底部固定在散热处即可,工作原理如下:
29.均温板首先依靠散热锌合金片2的底层进行吸热并将热量向上传递给散热铜片1,当散热铜片1某一位置上的温度超过100℃时,储水腔4内的水蒸发变成气体,水蒸汽在储水腔4内快速流动,在温度较低处降温后变成液体,这样就实现了散热铜片1的热量快速均匀分布,避免个别位置温度过高,提高散热效果,散热铜片1上的热量向上传递给散热锌合金片2的顶层,再转移到散热柱3上进行热量散发,这样就完成了散热过程。
30.实施例2
31.一种均温板的压铸包射生产工艺,包括以下步骤:
32.步骤1)、将散热铜片1通过定位耳6固定在压铸模具上然后关模;
33.步骤2)、将锌合金液体流入模腔内包覆在散热铜片1外,冷却后形成散热锌合金片2;
34.步骤3)、开模确认散热铜片1是否膨胀,若膨胀则为不合格产品,若未膨胀则为合格产品,进行后处理;
35.步骤4)、将散热铜片1上的定位耳6切除,并将水从定位耳6切除的位置灌入散热铜片1的储水腔4内,再将定位耳6切除处进行封闭处理;
36.步骤5)、将散热锌合金片2表面镀镍,形成镀镍层,从而得到成品均温板。
37.所述的步骤2)包括以下步骤:步骤a、将锌合金液体以流速v1流入模腔内,v1为150-500cm/s,填充率为0%;步骤b、将锌合金液体以流速v2流入模腔内,v2为1000-1500cm/s,填充率为99%,成型时间为t,t为10-60秒,锌合金液体的温度为280-500℃。
38.锌合金是以锌为基础加入其他元素组成的合金,常加的合金元素有铝、铜、镁、镉、铅、钛等,锌合金熔点低、流动性好、易熔焊、钎焊和塑性加工,在大气中耐腐蚀。
39.最后,需要注意的是,以上列举的仅是本发明的具体实施方式。显然,本发明不限于以上实施方式,还可以有很多变形。本领域的普通技术人员能从本发明公开的内容中直接导出或联想到的所有变形,均应认为是本发明的保护范围。
技术特征:
1.一种均温板,其特征在于,包括散热铜片(1),以及包覆在散热铜片(1)外的散热锌合金片(2),所述散热锌合金片(2)的顶部固定有散热柱(3),所述散热铜片(1)的内部设有储水腔(4),所述储水腔(4)内设有多根支撑散热铜片(1)的顶面与底面的支撑柱(5),所述的储水腔(4)内储存有水。2.根据权利要求1所述的一种均温板,其特征在于,所述散热锌合金片(2)的表面设有镀镍层。3.一种均温板的压铸包射生产工艺,其特征在于,包括以下步骤:步骤1)、将散热铜片(1)通过定位耳(6)固定在压铸模具上然后关模;步骤2)、将锌合金液体流入模腔内包覆在散热铜片(1)外,冷却后形成散热锌合金片(2);步骤3)、开模确认散热铜片(1)是否膨胀,若膨胀则为不合格产品,若未膨胀则为合格产品,进行后处理;步骤4)、将散热铜片(1)上的定位耳(6)切除,并将水从定位耳(6)切除的位置灌入散热铜片(1)的储水腔(4)内,再将定位耳(6)切除处进行封闭处理;步骤5)、将散热锌合金片(2)表面镀镍,形成镀镍层,从而得到成品均温板。4.根据权利要求3所述的一种均温板的压铸包射生产工艺,其特征在于,所述的步骤2)包括以下步骤:步骤a、将锌合金液体以流速v1流入模腔内,填充率为0%;步骤b、将锌合金液体以流速v2流入模腔内,填充率为99%,成型时间为t。5.根据权利要求4所述的一种均温板的压铸包射生产工艺,其特征在于,所述锌合金液体的温度为280-500℃。6.根据权利要求4所述的一种均温板的压铸包射生产工艺,其特征在于,所述的v1为150-500cm/s,v2为1000-1500cm/s。7.根据权利要求4所述的一种均温板的压铸包射生产工艺,其特征在于,所述的t为10-60秒。
技术总结
本发明公开了一种均温板及其压铸埋射生产工艺,均温板包括散热铜片,以及包覆在散热铜片外的散热锌合金片,所述散热锌合金片的顶部固定有散热柱,所述散热铜片的内部设有储水腔,所述储水腔内设有多根支撑散热铜片的顶面与底面的支撑柱,所述的储水腔内储存有水。本发明采用散热铜片与散热锌合金片相组合结构,不仅能够保证良好的散热效果,同时大大降低了成本,并且提供了相应的制备工艺,能够避免散热铜片在生产过程中膨胀。热铜片在生产过程中膨胀。热铜片在生产过程中膨胀。
技术研发人员:谭子佳 洪定仁 林昭仁 王耀羣
受保护的技术使用者:湖州剑力金属制品有限公司
技术研发日:2021.11.23
技术公布日:2022/4/12
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。