1.本发明涉及成型烧结技术领域,具体地,涉及一种夹心合金棒材及其制造方法。
背景技术:
2.硬质合金是由硬度高但脆性大的wc(碳化钨)相和具有韧性的粘结相co/ni组成。wc晶粒度越细,材料的硬度越高,耐磨性越好;co/ni含量越大,韧性越好,但是相对应的耐磨性降低。但是常规工艺生产出的硬质合金产品具有整体均匀的微观结构,即使是混晶硬质合金,其合金内外的组织也是相对均匀的。
3.具有至少两种不同的微观结构区域的硬质合金体在本领域是公知的。例如,公开号为ep0951576a1的专利披露了具有强韧硬质合金品质的芯部和具有更耐磨品质的覆盖层的钻头。但是这种内外不同结构的合金其表层脚薄,对于需要加工处理成刀具的棒材产品来说,太薄的表层可能已经被磨削掉,最后切削刃与芯部还是均匀材质。
4.公开号为us4843039a的专利披露了一种可选方案,该文献披露了优选用于金属机加工的切削工具的刀片的硬质合金体。这些主体包括一硬质合金芯部,它包含由不具有η相(eta-phase)的硬质合金区域包围的具有η相的硬质合金芯部,而且其在表面中的钴含量较低并且在靠近η相区域的位置处的钴含量较高。此工艺通过在硬质合金内外形成碳势差,从而抑制钴相迁移,从而制备内外钴含量不一致的硬质合金。但是这种方法对碳势的管控非常严格,稍有波动可能造成合金内部存在严重的η相从而影响合金强度,切削加工时出现断刀现象。
5.公开号为cn1636653a的专利披露了一种具有其粘结相含量较低并且wc晶粒尺寸细小因此耐磨性较高的表面区域的硬质合金刀片及其制造方法。该方法是在成型好的压坯表面添加一层cr3c2,再进行加压烧结,由于抑制剂的作用进一步细化表面合金晶粒度,同时促进钴向内部迁移,形成表面晶粒度更细钴含量更低的高硬度合金组织,内部晶粒度粗一些钴含量更高韧性更好的合金组织。但是这种用抑制剂方式产生的内外合金组织不同的合金,外层合金很难超过3mm。
技术实现要素:
6.针对现有技术中的缺陷,本发明的目的是提供一种夹心合金棒材及其制造方法,通过分开成型的两种不同组分的硬质合金,能够在棒材中形成两个不同的具有互补性能的结构区域,而且还可以根据需要设计不同夹心比例的合金,有利于满足夹心合金棒材的使用要求并扩大其应用范围。
7.本发明是通过以下技术方案实现的:
8.根据本发明的一个方面,提供一种夹心合金棒材,包括芯棒和外部空心棒,所述外部空心棒具有中空孔,所述中空孔与所述外部空心棒共轴线,所述中空孔的直径与所述芯棒适配,所述棒芯贯穿且充斥于所述中空孔内;所述芯棒的材质为高碳合金,所述外部空心棒的材质为低碳合金,所述芯棒的直径占所述合金棒材直径的1/3-2/3。
9.优选地,所述芯棒与所述外部空心棒中wc的晶粒度相差0.2-1.0um;所述芯棒中wc的晶粒度为0.8-2.0um,所述外部空心棒中wc的晶粒度为0.2-0.8um。
10.优选地,所述芯棒和所述外部空心棒均包括钴镍粘结相,所述钴镍粘结相在所述芯棒中的含量比在所述外部空心棒中的含量高1%-5%。
11.优选地,所述芯棒的相对磁饱和比所述外部空心棒的相对磁饱和高5%-10%。
12.优选地,所述芯棒不含抑制剂,所述外部空心棒含抑制剂,所述抑制剂为cr2c3、vc和tac中的至少一种。
13.根据本发明的另一方面,提供一种上述的夹心合金棒材的制造方法,包括:
14.将形成芯棒的高碳合金组分粉末挤压成型并烧结,得到实心圆棒,所述实心圆棒的直径占合金棒材直径的1/3-2/3;
15.将形成外部空心棒的低碳合金组分粉末挤压成型,获得空心棒半成品生坯,所述空心棒半成品生坯具有中空孔;
16.将所述实心圆棒放入所述空心棒半成品生坯的所述中空孔中,经过低压炉烧结,所述实心圆棒与所述空心棒半成品生坯结合成一个合金整体,获得夹心合金棒材。
17.优选地,wc的晶粒度在所述高碳合金组分粉末和所述低碳合金组分粉末中相差0.2-1.0um,所述高碳合金组分粉末中wc的晶粒度为0.8-2.0um,所述低碳合金组分粉末中wc的晶粒度为0.2-0.8um;钴镍粘结相在所述高碳合金组分粉末中的含量比在所述低碳合金组分粉末中的含量高1%-5%。
18.优选地,在所述将所述实心圆棒放入所述空心棒半成品生坯的所述中空孔中之前,还包括:对所述实心圆棒的表面进行粗磨处理,以去除所述实心圆棒的表面杂质,并且使所述实心圆棒与所述空心棒半成品生坯的中空孔之间更好地贴合。
19.优选地,粗磨处理后的所述实心圆棒的外径比所述空心棒半成品生坯的中空孔的直径大0.05mm。
20.优选地,低压炉烧结的条件为:烧结温度为1400-1450℃,压力5-9mpa,保压时间为15-60分钟。
21.与现有技术相比,本发明具有如下至少之一的有益效果:
22.1、本发明的夹心合金棒材及其制造方法,采用两种不同组分的硬质合金分别成型,再将两部分合金结合成一个合金整体,能够形成两个不同的具有互补性能的结构区域,还可以根据需要设计不同夹心比例的合金棒材,有利于满足夹心合金棒材的使用要求并扩大其应用范围。
23.2、本发明的夹心合金棒材及其制造方法,本发明的两个不同的具有互补性能的结构区域,通过分开成型的两种不同组分的硬质合金形成,合金棒材中的内部芯棒与外部空心棒之间可以实现wc晶粒度相差0.2-1.0um,co/ni粘结相含量相差1.5%-5%,相比于现有技术,本发明夹心合金棒材中的两个结构区域之间具有更大的差异梯度,从而可以更好地协调产品使用性能与强度。
附图说明
24.通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
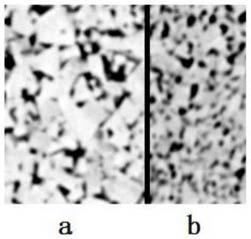
25.图1为本发明实施例中夹心合金棒材的芯棒和外部空心棒的扫描电镜结果示意图;其中a为芯棒,b为外部空心棒。
具体实施方式
26.下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进。这些都属于本发明的保护范围。
27.本发明实施例提供一种夹心合金棒材,可用于硬质合金切削工具,该夹心合金棒材包括芯棒和外部空心棒,外部空心棒具有中空孔,中空孔与外部空心棒共轴线,中空孔的直径与芯棒适配,棒芯贯穿且充斥于中空孔内;芯棒的材质为高碳合金,外部空心棒的材质为低碳合金,根据常规整硬刀具开刃深度的要求,芯棒的直径占合金棒材直径的1/3-2/3。在其他的一些实施例中,根据整硬刀具开刃深度的要求,结合实际情况,还可以对芯棒的直径进行任意适当的调节,从而可以设计不同夹心比例的合金棒材,能够满足夹心合金棒材的使用要求并扩大其应用范围。
28.wc作为硬质合金的主要原料,在一些优选的实施例中,芯棒与外部空心棒中wc的晶粒度相差0.2-1.0um;芯棒中wc的晶粒度为0.8-2.0um,外部空心棒中wc的晶粒度为0.2-0.8um,从图1可以看出芯棒与外部空心棒中wc的晶粒度差别。芯棒和外部空心棒均包括钴镍粘结相,钴镍粘结相在芯棒中的含量比在外部空心棒中的含量高1%-5%,芯棒中的粗晶使其具有较好的耐冲击性,钴镍(co/ni)粘结相层的厚度厚,具有良好的韧性;外部空心棒中的超细晶粒使其具有较高的硬度,同时具有良好的耐磨性。钴镍粘结相在芯棒中的含量高于在外部空心棒中的含量,形成外硬内软的结构,从而形成两个不同的具有互补性能的结构区域。相比于现有技术,本发明的夹心合金棒材中的两个结构区域之间具有更大的差异梯度,从而可以更好地协调产品使用性能与强度。
29.本实施例中芯棒的相对磁饱和高于外部空心棒的相对磁饱和,在一些优选的实施例中,芯棒的相对磁饱和比外部空心棒的相对磁饱和高5%-10%,中间的芯棒采用高碳合金可以有效控制co不往外面迁移;芯棒外层的外部空心棒采用低碳合金合金其硬度会更高一些,从而形成外硬内软的结构。
30.在一些实施例中,芯棒不含抑制剂,外部空心棒含抑制剂,抑制剂为cr2c3、vc和tac中的至少一种,以起到抑制晶粒长大的作用,使外部空心棒具有较高的硬度和较好的耐磨性。
31.本发明实施例中的夹心合金棒材,包括两个不同的具有互补性能的结构区域,相比于现有技术,合金棒材中的两个结构区域之间具有更大的差异梯度,本发明合金棒材中的内部芯棒与外部空心棒之间,可以实现wc晶粒度相差0.2-1.0um,钴镍粘结相含量相差1.5-5%,由于韧性与耐磨性是此消彼长的关系,需要尽可能提高合金棒材的芯部不参与加工部位的韧性,同时提高外部参与加工部位的耐磨性,所以通过wc晶粒度和钴镍粘结相含量的差异可以更好地协调产品使用性能与强度。另外,还可以根据需要设计不同夹心比例的合金,有利于满足夹心合金棒材的使用要求并扩大其应用范围。
32.本发明实施例还提供一种上述的夹心合金棒材的制造方法,该方法包括:
33.将形成芯棒的高碳合金组分粉末挤压成型并烧结,得到实心圆棒,实心圆棒的直径占合金棒材直径的1/3-2/3;
34.将形成外部空心棒的低碳合金组分粉末挤压成型,获得空心棒半成品生坯,空心棒半成品生坯具有中空孔;
35.将实心圆棒放入空心棒半成品生坯的中空孔中,经过低压炉烧结,实心圆棒与空心棒半成品生坯结合成一个合金整体,获得夹心合金棒材。
36.由于本发明实施例中芯部的实心圆棒和外部空心棒是分开生产的,根据实际情况和具体要求确定合金棒材以及实心圆棒的尺寸后,在生产时通过尺寸控制即可实现目标尺寸的合金棒材生产,还可以根据需要设计不同夹心比例的合金棒材,有利于满足夹心合金棒材的使用要求并扩大其应用范围。
37.为提高夹心合金棒材的性能,在一些优选的实施例中,wc的晶粒度在高碳合金组分粉末和低碳合金组分粉末中相差0.2-1.0um,高碳合金组分粉末中wc的晶粒度为0.8-2.0um,低碳合金组分粉末中wc的晶粒度为0.2-0.8um;钴镍粘结相在高碳合金组分粉末中的含量比在低碳合金组分粉末中的含量高1%-5%,形成外硬内软的结构,从而形成两个不同的具有互补性能的结构区域。
38.为了去除实心圆棒的表面杂质,并且使实心圆棒与空心棒半成品生坯的中空孔之间更好地贴合,在一些实施例中,在将实心圆棒放入空心棒半成品生坯的中空孔中之前,还包括:对实心圆棒的表面进行粗磨处理。
39.为了保证合金烧结时实心圆棒与空心棒半成品生坯实现过盈配合,在一些优选的实施例中,粗磨处理后的实心圆棒的外径比空心棒半成品生坯的中空孔的直径大0.05mm。
40.为提高芯棒与外部空心棒结合的效果,在一些优选实施例中,低压炉烧结的条件为:烧结温度为1400-1450℃,压力5-9mpa,保压时间为15-60分钟。
41.本方法实施例中夹心合金棒材的制造方法,采用两种不同组分的硬质合金分别成型,再将两部分合金结合成一个合金整体,能够形成两个不同的具有互补性能的结构区域,还可以根据需要设计不同夹心比例的合金,有利于满足夹心合金棒材的使用要求并扩大其应用范围;另外,本发明实施例中两个不同的具有互补性能的结构区域,合金棒材中的内部芯棒与外部空心棒之间,可以实现wc晶粒度相差0.2-1.0um,co/ni粘结相含量相差1.5%-5%,相比于现有技术,本发明的夹心合金棒材中的两个结构区域之间具有更大的差异梯度,从而可以更好地协调产品使用性能与强度。以下对于本发明的夹心合金棒材的制造方法利用实施例进行更加详细的说明。
42.实施例1
43.用90%wc 10%co的组分粉末挤压成型并烧结得到d6.1*330mm实心圆棒,其中wc的晶粒度为0.8um,实心圆棒相对磁饱和控制在90-95%;将d6.1*330mm实心圆棒粗磨成d6.05*330mm的实心圆棒;
44.用91.2%wc 8%co 0.8%的cr3c2 vc tac组合抑制剂的组分粉末挤压成型获得d12.3*d6.0*330mm的空心棒半成品生坯,为单直孔硬质合金的半成品生坯,其中wc的晶粒度为0.4um;
45.将粗磨处理后的d6.05*330mm的实心圆棒塞入空心棒半成品生坯的中空孔,转低压炉加压烧结至1430℃,5mpa压力下保压30分钟。烧结后获得的棒材的合金界面组织处于
芯部1/2外径的位置,棒材的芯棒中wc的晶粒度为0.8um、co含量10%、合金硬度hra91.5,棒材的外部空心棒中wc晶粒度0.4um、co含量8%、合金硬度hra93.8,从而制备出型号为d12.3*330mm的硬质合金实心棒材。
46.实施例2
47.用90%wc 10%co的组分粉末挤压成型并烧结得到d6.1*330mm实心圆棒,其中wc的晶粒度为1.5um,实心圆棒相对磁饱和控制在90-95%;将d6.1*330mm实心圆棒粗磨成d6.05*330mm实心圆棒;
48.用93.5%wc 6%co 0.5%的cr3c2 vc tac组合抑制剂的组分粉末挤压成型获得d12.3*d6.0*330mm的空心棒半成品生坯,为单直孔硬质合金的半成品生坯,其中wc的晶粒度为0.8um;
49.将粗磨处理后的d6.05*330mm实心圆棒塞入空心棒半成品生坯的中空孔,转低压炉加压烧结至1450℃,5mpa压力下保压30分钟。烧结后获得的棒材的合金界面组织处于芯部1/2外径的位置,棒材的芯棒中wc的晶粒度1.5um、co含量10%、合金硬度hra90.7,棒材的外部空心棒中晶粒度0.8um、co含量6%、合金硬度hra92.5,从而制备出型号d12.3*330mm的硬质合金实心棒材。
50.实施例3
51.用90%wc 12%co的组分粉末挤压成型并烧结得到d8.1*330mm实心圆棒,其中wc的晶粒度为1.5um,实心圆棒相对磁饱和控制在90-95%;将d4.1*330mm实心圆棒粗磨成d4.05*330mm实心圆棒;
52.用92.5%wc 7%co 0.5%的cr3c2 vc tac组合抑制剂的组分粉末挤压成型获得d12.3*d4.0*330mm的空心棒半成品生坯,为单直孔硬质合金的半成品生坯,其中wc的晶粒度为0.5um;
53.将粗磨处理后的d8.05*330mm实心圆棒塞入空心棒半成品生坯的中空孔,转低压炉加压烧结至1430℃,5mpa压力下保压60分钟。烧结后获得的棒材的合金界面组织处于芯部1/3外径的位置,棒材的芯棒中wc的晶粒度1.5um、co含量12%、合金硬度hra88.5,棒材的外部空心棒中晶粒度0.5um、co含量7%、合金硬度hra93.0,从而制备出型号d12.3*330mm的硬质合金实心棒材。
54.实施例4
55.用90%wc 10%co的组分粉末挤压成型并烧结得到d8.1*330mm实心圆棒,其中wc的晶粒度为0.8um,实心圆棒相对磁饱和控制在90-95%;将d8.1*330mm实心圆棒粗磨成d8.05*330mm实心圆棒;
56.用90.2%wc 9%co 0.8%的cr3c2 vc tac组合抑制剂的组分粉末挤压成型获得d12.3*d8.0*330mm的空心棒半成品生坯,为单直孔硬质合金的半成品生坯,其中wc的晶粒度为0.3um;
57.将粗磨处理后的d8.05*330mm实心圆棒塞入空心棒半成品生坯的中空孔,转低压炉加压烧结至1410℃,9mpa压力下保压15分钟。烧结后获得的棒材的合金界面组织处于芯部2/3外径的位置,棒材的芯棒中wc的晶粒度0.8um、co含量10%、合金硬度hra91.7,棒材的外部空心棒中晶粒度0.3um、co含量9%、合金硬度hra93.8,从而制备出型号d12.3*330mm的硬质合金实心棒材。
58.以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变形或修改,这并不影响本发明的实质内容。上述各优选特征在互不冲突的情况下,可以任意组合使用。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。