1.本实用新型涉及材料加工技术领域,具体的涉及一种核电压力容器径向试块和轴向试块增材制造辅助调节装置。
背景技术:
2.核电工业用钢具有优异的高温力学性能和良好的疲劳寿命,广泛应用于核电工业领域。目前,核电工业用钢常用零部件主要采用传统的锻造方法成型,虽然传统的锻造方法成型虽可以满足当今的使用要求,但是生产劣势明显,生产成本过高,生产效率低等劣势日益突出,传统制造方法已渐渐满足不了使用需求,所以新型制造技术逐步出现。
3.由于激光增材制造方法具有高效率、高性能和高适应性,生产周期短、加工速度快,对于复杂结构件制造具有较大优势;为了顺应时代的发展,因此采用激光增材制造方法对核电工业用钢常用零部件进行制造具有良好的发展前景,定将会大幅度地提高核电工业的生产效率,基于上述的制造方法,急需设计一种可对核电压力容器进行径向试块和轴向试块进行增材制造用的辅助调节装置。
技术实现要素:
4.1.要解决的技术问题
5.本实用新型的目的在于提供一种核电压力容器径向试块和轴向试块增材制造辅助调节装置,以解决上述背景技术中提出的问题。
6.2.技术方案
7.为解决上述问题,本实用新型采取如下技术方案:
8.一种核电压力容器径向试块和轴向试块增材制造辅助调节装置,包括底座,所述底座上设有对待加工工件进行固定的夹持机构,且底座上还设有对夹持后工件进行打印的激光增材加工头,所述夹持机构通过调节机构连接有驱动机构,且夹持机构通过调节机构可进行张口口径的调节,所述驱动机构用于对夹持机构、调节机构同时进行转动调节。
9.进一步地,所述调节机构包括水平设于底座上方的转轴、滑动套设于转轴上的调节板、呈环形分布于调节板上的调节杆,每个所述调节杆均通过铰接座与调节板转动连接,所述转轴上设有对调节板进行左右移动的伸缩机构,且转轴的右端与驱动机构连接。
10.更进一步地,所述夹持机构包括与调节板同轴设置且与转轴左端固定连接的转盘、呈环形分布于转盘上且与调节杆一一对应的铰接杆一,每个所述铰接杆一的一端均通过铰接座与转盘转动连接,且每个铰接杆一的另一端均设有对待加工进行夹持的挤压块,每个所述铰接杆一的外壁上均通过连接块与相应调节杆连接,且调节杆与相应连接块转动连接,所述所有挤压块在伸缩机构的作用下实现张口口径的调节。
11.更进一步地,所述伸缩机构包括固定且垂直设于转轴上的挡板、转动设于挡板上且内部中空设置的调节握把、螺纹设于调节握把内部且左端与调节板垂直并固定连接的螺纹杆。
12.更进一步地,所述调节板上开设有供转轴水平穿过的穿孔、设于穿孔内壁上的滑块、开设于转轴外壁上且供滑块水平滑动的滑槽。
13.更进一步地,所述驱动机构包括电机、设于底座上且用于安装电机的支撑台。
14.更进一步地,所述转盘右侧壁的中部设有对待夹持工件进行限位的限位杆。
15.更进一步地,所述铰接杆一设置有三个且呈环形分布于转盘上,其中两个所述铰接杆一对称设于转盘的上下两端,并且另一个铰接杆一设于竖直两个铰接杆一之间。
16.3.有益效果
17.1、本实用新型中调节板在左右移动时,通过调节杆与铰接杆一的转动连接,使所有挤压块在转盘的左侧实现展开、闭合,即对所有挤压块之间围成的口径大小进行调节,从而使该夹持机构能够对不同直径大小的工件进行夹持,与此同时还能使圆柱形结构工件的圆心位于转轴的水平中心线上,从而为激光增材加工头对夹持工件的加工提供便利。
18.2、本实用新型通过调节握把在挡板上的转动,使螺纹杆能够在转轴上实现伸缩调节,且由于螺纹杆的伸缩端与调节板是固定连接的,使调节板能够在螺纹杆的驱动下在转轴上进行左右移动,以此为所有挤压块之间口径大小的调节提供动力。
19.3、本实用新型中的电机可为进步电机,通过对电机转动角度的调控,实现对夹持工件转动角度的相应调节,以使该装置能够适用于不同类型工件的打印加工。
20.4、本实用新型通过限位杆可对放置的工件进行限位,避免工件的右端距离激光增材加工头较远,使激光增材加工头不能准确的对工件进行打印。
21.5、本实用新型中铰接杆一设有三个且呈环形分布于转盘上,其中两个铰接杆一竖直对称设置,另一个设于竖直两个铰接杆一之间,上述三个铰接杆一之间位置的设置,使其之间在转盘上形成一个较大尺寸的缺口,通过该缺口可方便人们对待加工工件的放置。
附图说明
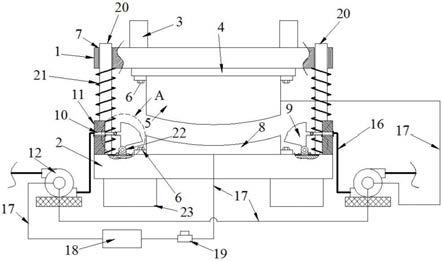
22.图1为本实用新型的正视内部结构示意图;
23.图2为调节板的侧视结构示意图;
24.图3为转盘的侧视结构示意图;
25.图4为激光增材制造的示意图。
26.附图标记:1、底座;2、激光增材加工头;3、支撑台;4、电机;5、转轴;6、转盘;7、铰接杆一;8、挤压块;9、限位杆;10、调节板;11、调节杆;12、连接块;13、穿孔;14、滑块;15、滑槽;16、挡板;17、调节握把;18、螺纹杆;19、试块;20、工件。
具体实施方式
27.下面结合附图和实施例对本实用新型作进一步详细的说明。
28.实施例
29.如图1所示的一种核电压力容器径向试块和轴向试块增材制造辅助调节装置,包括底座1,底座1上设有对待加工工件20进行固定的夹持机构,且底座1上还设有对夹持后工件20进行打印的激光增材加工头2,夹持机构通过调节机构连接有驱动机构,且夹持机构通过调节机构可进行张口口径的调节,驱动机构用于对夹持机构、调节机构同时进行转动调节;
30.如图1所示,调节机构包括水平设于底座1上方的转轴5、滑动套设于转轴5上的调节板10、呈环形分布于调节板10上的调节杆11,每个调节杆11均通过铰接座与调节板10转动连接,转轴5上设有对调节板10进行左右移动的伸缩机构,且转轴5的右端与驱动机构连接,调节板10在伸缩机构的驱动下在转轴5上进行向左向右的平移,此时调节杆11会受到调节板10的推力或拉力作用,而由于调节杆11背向调节板10的一端与铰接杆一7铰接,且铰接杆一7的一端转动设于固定安装在转轴5上的转盘6,从而使铰接杆一7自由端上的挤压块8能够在调节板10向左向右的移动下实现张口口径的调节,以此为挤压块8对工件20的夹持提供动力;
31.如图1所示,夹持机构包括与调节板10同轴设置且与转轴5左端固定连接的转盘6、呈环形分布于转盘6上且与调节杆11一一对应的铰接杆一7,每个铰接杆一7的一端均通过铰接座与转盘6转动连接,且每个铰接杆一7的另一端均设有对待加工进行夹持的挤压块8,每个铰接杆一7的外壁上均通过连接块12与相应调节杆11连接,且调节杆11与相应连接块12转动连接,所有挤压块8在伸缩机构的作用下实现张口口径的调节,调节板10在左右移动时,通过调节杆11与铰接杆一7的转动连接,使所有挤压块8在转盘6的左侧实现展开、闭合,即对所有挤压块8之间围成的口径大小进行调节,从而使该夹持机构能够对不同直径大小的工件20进行夹持,并使环形形结构工件20的圆心位于转轴5的水平中心线上,以此为激光增材加工头2对夹持工件20的加工提供便利;
32.如图1所示,伸缩机构包括固定且垂直设于转轴5上的挡板16、转动设于挡板16上且内部中空设置的调节握把17、螺纹设于调节握把17内部且左端与调节板10垂直并固定连接的螺纹杆18,通过调节握把17在挡板16上的转动,使螺纹杆18能够在转轴5上实现伸缩调节,且由于螺纹杆18的伸缩端与调节板10是固定连接,从而使调节板10能够在螺纹杆18的驱动下在转轴5上进行左右移动,以此对所有挤压块8之间的口径大小进行调节;
33.如图2、3所示,调节板10上开设有供转轴5水平穿过的穿孔13、设于穿孔13内壁上的滑块14、开设于转轴5外壁上且供滑块14水平滑动的滑槽15,当螺纹杆18与调节握把17发生螺纹转动时,通过滑块14与滑槽15的滑动,可使调节板10仅能在转轴5上进行水平移动,以此使调节板10能够对挤压块8进行驱动;
34.如图1所示,驱动机构包括电机4、设于底座1上且用于安装电机4的支撑台3,该电机4可为进步电机,通过对电机4转动角度的调控,对夹持工件20进行一定转动角度的调节;
35.如图1所示,转盘6右侧壁的中部设有对待夹持工件20进行限位的限位杆9,通过限位杆9可对放置的工件20进行限位,避免工件20的右端距离激光增材加工头2较远,使激光增材加工头2不能准确的对工件20进行打印;
36.如图1、3所示,铰接杆一7设置有三个且呈环形分布于转盘6上,其中两个铰接杆一7对称设于转盘6的上下两端,并且另一个铰接杆一7设于竖直两个铰接杆一7之间,三个铰接杆一7之间位置的设置,使其之间在转盘6上形成一个可方便工件20放置的缺口。
37.上述核电压力容器径向试块和轴向试块增材制造辅助调节装置的具体应用过程为:使用时,先将待加工的工件20放置在三个铰接杆一7之间,此时可通过限位杆9左端对水平放置工件20右端的抵触,对放置的工件20进行限位,其次通过手动转动调节握把17使螺纹杆18在转轴5上进行伸长,此时调节板10在滑块14与滑槽15滑动限位下仅能在转轴5上进行左进行移动,由于调节杆11两端分别与调节板10、铰接杆一7转动连接,而铰接杆一7的一
端与转盘6转动连接,从而使铰接杆一7的另一端能够在调节杆11驱动下向待加工的工件20进行靠拢,从而使铰接杆一7左端上的挤压块8能够对呈环形的工件20进行夹持,并且使环形形结构工件20的圆心位于转轴5的水平中心线上,以此为激光增材加工头2对夹持工件20的加工提供便利;
38.夹持完毕后电机4转动,该电机4可为进步电机,根据夹持的环形工件20的增材位置以及个数,对电机4每次的转动角度进行相应的调控,以使该装置能够准确的对工件20进行3d打印。
39.在本实施例中采用上述装置对核电压力容器径向试块和轴向试块进行激光增材制造,如图4所示,包括以下步骤:
40.a)三维模型设计:根据零件的实际尺寸,运用三维制图软件(solidworks、ug、pro/e)进行三维模型设计;
41.b)三维模型切片分层:将上述a)中的三维模型进行切片填充处理并保存为stl格式文件,并将stl格式文件传输到激光增材制造的控制系统中;
42.c)根据b)所述的零件确定合理的激光增材制造工艺参数以及扫描方式;
43.d)将上述打印零件所需要的粉末放入到干燥箱中进行烘干保温,所述的增材制造粉末为sa-508gr.3cl.1;
44.e)按照c)中确定的激光增材制造工艺参数以及扫描方式进行逐层扫描,将激光头移动至待增材的位置,由下至上完成激光增材制造;
45.f)按照e)中激光增材制造结束后的径向的试块19和轴向的试块19进行后处理和机械打磨;所述的后处理为去应力消氢热处理。
46.本技术领域中的普通技术人员应当认识到,以上的实施例仅是用来说明本实用新型,而并非用作为对本实用新型的限定,只要在本实用新型的实质精神范围内,对以上所述实施例的变化、变型都将落在本实用新型的权利要求范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。