1.本实用新型涉车辆覆盖件领域,特别是涉及一种复合材料汽车饰件的成型装置。
背景技术:
2.汽车饰品是一类设置在汽车体内起到装饰、固定或握持作用的装置,由于经常性地被使用者操作实用,因而对其内部结构的稳定性要求较高。常规汽车饰件产品的生产多通过直接吸塑成型或在是长玻璃纤维工艺中生产,但是无论是直接吸塑成型还是在长玻璃纤维工艺中生产,其制作的产品强度较差。且由于汽车饰品的在生产的过程中,使得汽车饰品颞部存在大量的气泡,进而影响汽车饰品结构的稳定性,对于透明的汽车饰品和对表面光洁度要求较高的饰品,大量的气泡也会影响汽车饰品的美观性。
技术实现要素:
3.鉴于以上所述现有技术的缺点,本实用新型的目的在于提供一种复合材料汽车饰件的成型装置,用于改善现有技术中汽车饰件产品内部结构稳定性差和其表面气泡缺陷。
4.为实现上述目的及其他相关目的,本实用新型提供一种复合材料汽车饰件的成型装置,包括:
5.模具,其上放置汽车饰件;
6.脱模布,设置在所述汽车饰件上,且所述脱模布与所述汽车饰件贴合;以及
7.袋膜,设置在所述脱模布上,且密封所述汽车饰件。
8.在本实用新型的一个实施例中,所述脱模布的尺寸大于所述模具工作面的尺寸。
9.在本实用新型的一个实施例中,所述复合材料汽车饰件的成型装置还包括导流网,所述导流网设置在所述脱模布上,且所述导流网覆盖所述汽车饰件的表面。
10.在本实用新型的一个实施例中,所述复合材料汽车饰件的成型装置还包括密封条,所述密封条设置在所述汽车饰件和所述导流网的一侧。
11.在本实用新型的一个实施例中,所述袋膜覆盖在所述导流网和所述密封条上,且所述袋膜与所述密封条形成密封空间。
12.在本实用新型的一个实施例中,所述模具至少一个弯折部。
13.在本实用新型的一个实施例中,所述模具包括第一平面、第二平面和第三平面,其中,第二平面一端连接第一平面,所述第二平面另一端连接所述第三平面,所述第一平面和所述第二平面,所述第二平面和所述第三平面呈一定角度设置。
14.在本实用新型的一个实施例中,所述模具还包括第四平面,所述第四平面与所述第三平面连接,所述第二平面、所述第三平面和所述第四平面形成一凸部。
15.在本实用新型的一个实施例中,所述导流网的材质为聚乙烯。
16.在本实用新型的一个实施例中,所述袋膜中设置有树脂,所述树脂为聚酯树脂、环氧树脂、聚氨酯树脂或乙烯基树脂。
17.如上所述,本实用新型公开一种复合材料汽车饰件的成型装置,通过将脱模布设
置在所述汽车饰件上,且所述脱模布贴合所述汽车饰件,便于后续汽车饰件的脱模。通过导流网的设置,促进树脂的流动性。通过袋膜和密封条的设置,改善了汽车饰件表面的粗糙度。本实用新型有效改善汽车饰件产品表面的气泡和针孔等缺陷,且增强的汽车饰件产品的强度。
附图说明
18.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
19.图1显示为一种汽车饰件产品的示意图。
20.图2显示为本实用新型的一种复合材料汽车饰件的成型装置示意图。
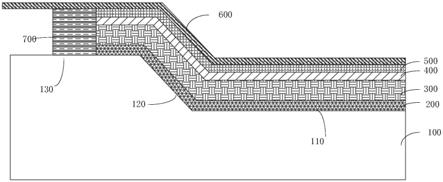
21.图3显示为本实用新型的另一种复合材料汽车饰件的成型装置示意图。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
23.请参阅图1所示,汽车饰件产品包括汽车内饰和汽车外饰,所述汽车内饰例如为车顶1500,尾灯框1700和汽车贴纸1200等。所述汽车外饰例如为进气格栅1100、后视镜1300、天窗1400和行李架1600等。常规汽车饰件产品的制作结构中没有纤维,故汽车饰件产品的强度较差。
24.请参阅图2所示,在本实用新型的一个实施例中,所述复合材料汽车饰件的成型装置包括模具100、脱模布400和袋膜600。在模具100上放置有汽车饰件,且模具100的结构形状不限。脱模布400设置在所述汽车饰件上,且脱模布400与所述汽车饰件贴合。袋膜600设置在脱模布400上,通过袋膜600密封所述汽车饰件。通过脱模布400使汽车饰件更容易脱模,通过袋膜600密封汽车饰件,排出汽车饰件中的气泡,改善汽车饰件表面的粗糙度。
25.请参阅图2所示,在本实用新型的一个实施例中,模具100的形状不限,主要根据汽车饰品产品的形状而定。所述模具100包括第一平面110、第二覆盖面120和第三接平130。其中,汽车饰件覆盖全部第一平面110。在第一平面110的一侧设置有第二平面120,第二平面120连接第一平面110,且第二平面120例如为一个倾斜面,汽车饰件覆盖全部第二平面120。在第二平面120一侧设置有第三平面130,第三平面130连接第二平面120,且汽车饰件部分覆盖在第三平面130上。第二平面120一端连接第一平面110,第二平面120另一端连接第三平面130,第一平面110、第二平面120和第三平面130形成一个弯折部,且第一平面110和第二平面120,第二平面120和第三平面130呈一定角度设置,所述角度例如为0
°
~360
°
。
26.请参阅图3所示,在本实用新型的另一个实施例中,模具100a包括第一平面110、第二平面120、第三平面130、第四平面140、第五平面150。其中,汽车饰件覆盖全部第一平面110,且在第一平面110的一侧设置有第二平面120。第二平面120连接第一平面110,且汽车
饰件覆盖全部第二平面120,第二平面120例如为一个倾斜面。通过第一平面110连接第二平面120,使模具100上形成一凹部。第二平面120的一侧设置有第三平面130,第三平面130连接第二平面120,汽车饰件覆盖全部第三平面130。第三平面130的一侧设置第四平面140,第四平面140连接第三平面130,汽车饰件覆盖全部第四平面140。通过第二平面120、第三平面130和第四平面140的连接,使模具100形成一凸部。第四平面140的一侧设置有第五平面150,第五平面150连接第四平面140,且汽车饰件覆盖部分第五平面150,以便于密封。通过第四平面140连接第五平面150,使模具100形成另一凹部。模具100a的形状不限,模具100a上形成的所述凹部和所述凸部,数量不限。
27.请参阅图2所示,在本实用新型的一个实施例中,汽车饰件包括片材200,片材200设置在模具100上,且贴合模具100。其中,片材200的按照汽车饰品产品的图纸裁剪样式,将裁剪完成的片材200放置首先放置在于吸塑模具上吸塑成型,片材200吸塑成形的温度例如为140-160℃,然后根据产品模具110的形状做出所述凸模和所述凹模,最后再将吸塑完成的片材转移至产品模具110上,并贴合产品模具110放置。片材200例如为烯腈-丁二烯-苯乙烯片材或者聚氯乙烯片材。
28.请参阅2所示,在本实用新型的一个实施例中,汽车饰件还包括成品件300,成品件300设置在片材200上,且贴合在片材200上。成品件300例如为纤维布,以增加产品的强度,且不限于此。在成品件300使用前,检查成品件300是否已经受潮,若已受潮应该对其进行烘干处理,并按照图纸规格要求裁剪成品件300。将裁剪完成后的成品件300按照工艺文件铺层要求,将成品件300铺层至片材200上,使片材200贴合成品件300的外表面,改善成品件300的表面气泡和针孔的缺陷。在本实施例中,成品件300例如为铺设多层的纤维布,且成品件300的厚度大于片材200的厚度的。所述的工艺文件铺层要求例如为在成品件300铺布时不能有高于例如为3mm~5mm的褶皱,具体的例如为3mm。为保证布层平整严实,每铺完一成品件300要用纤维布刮板刮一遍,且不限于此,且成品件300的材质例如为玻纤、碳纤、芳纶中的一种。
29.请参阅图2所示,在本实用新型的一个实施例中,当成品件300完成铺层要求后,在成品件300上设置辅助件,通过所述辅助件改善成品件300的表面品质。所述辅助件包括脱模布400、导流网500、袋膜600和密封条700。脱模布400设置在成品件300上,且脱模布400应覆盖成品件300的表面,脱模布400的尺寸大于模具100工作面的尺寸的,例如脱模布400的长度和宽度尺寸最少大于模具100工作面尺寸的长度和宽度200mm,不允许脱模布400在成品件300上有漏铺之处。通过将脱模布400铺设在成品件300上,以隔离成品件300以及其他辅助材料,且脱模布400不会粘在成品件400上,待成品件300和片材200固定成形后,可以从成品件300上撕离。导流网500设置在脱模布400上,且导流网500应覆盖成品件300全表面。导流网500例如采用聚乙烯材质,且以编织的形式呈现。根据汽车饰件产品的形状选择不同的导流网500,导流网500其主要用于促进树脂流动,将树脂快速的分散在整个汽车饰件产品中。袋膜600设置在导流网500上,且袋膜600密封片材200和成品件300。在袋膜600的边缘位置例如通过压敏胶带,将其固定在模具100上,使袋膜600包裹片材200、成品件300、脱模布400以及导流网500。袋膜600覆盖在所述导流网500和密封条700上,且袋膜600与密封条700形成密封空间。密封条700密封袋膜600,防止袋膜600漏气,使片材200、成品件300、脱模布400以及导流网500,以形成一个密闭的空间。在袋膜600上还设置有连接口(未显示),通
过所述连接口与抽真空和灌注的装置(未显示)连接,通过所述抽真空和灌注的装置,抽空密封后,袋膜600内的空气,以形成负压,排出成品件300内气体,使成品件300和片材200贴合的更加密实,改善成品件300表面的气泡和针孔缺陷。然后再进行灌注树脂至袋膜600中,利用树脂的流动性和渗透性,实现对成品件600的浸渍,以增强成品件300的强度。待树脂固化后,在再将辅助件拆除,成品件300和片材200紧密贴合,并对成品件300和片材200进行后期处理,例如修边和打孔处理,最后根据产品外观要求进行喷漆处理。其中,所述抽真空的压力例如为-0.103mpa~-0.093mpa,具体的例如为-0.098mpa。所述树脂例如为聚酯树脂、环氧树脂、聚氨酯树脂、乙烯基树脂中的一种。
30.在本说明书的描述中,参考术语“本实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
31.以上公开的本实用新型实施例只是用于帮助阐述本实用新型。实施例并没有详尽叙述所有的细节,也不限制该实用新型仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本实用新型的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本实用新型。本实用新型仅受权利要求书及其全部范围和等效物的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。