1.本实用新型涉及自动化工装设备,具体涉及一种乳液泵阀片安装装置。
背景技术:
2.乳液泵在日常生活的用品使用非常广泛,如沐浴乳瓶、洗发水瓶、洗手液瓶等的喷头结构,均是采用的乳液泵结构。乳液泵的阀片用于保证瓶内液体的单向排出。现有技术中,乳液泵阀片的安装并没有实现自动化安装,且安装完成后,无法确定阀片的单向密闭性,无法保证乳液泵的整体质量。
技术实现要素:
3.为解决上述背景技术中的问题,本实用新型采用下述技术方案:
4.一种乳液泵阀片安装装置,包括阀片安装台和顺序排布的上料单元、压紧及吹气检测单元、吸气检测单元;阀片安装台从上料单元到压紧及吹气检测单元到吸气检测单元顺序移动;上料单元包括输送机构、移载机构、安装在移载机构上的阀片吸取机构、定位机构,移载机构在输送机构和阀片安装台之间移动;压紧及吹气检测单元包括设置在阀片安装台上方的压紧机构、设置在阀片安装台下方的吹气检测机构;吸气检测单元包括设置在阀片安装台上方的密封机构、设置在阀片安装台下方的负压吸气机构。
5.进一步的,输送机构包括输送通道、与输送通道连通的阀片放置槽。
6.进一步的,移载机构包括移载支座、固定连接在移载支座外侧的马达、固定连接在移载支座内侧的水平移载模块、在水平移载模块上水平滑动的竖直移载模块、在竖直移载模块上下滑动的连接支架,阀片吸取机构固定安装在连接支架上,连接支架和阀片吸取机构由马达驱动绕马达的输出轴做偏心半圆周运动。
7.进一步的,阀片吸取机构包括真空吸头,真空吸头固定安装在吸头安装座内。
8.进一步的,定位机构包括相对滑动的两个定位块,定位块夹紧放松阀片安装台。
9.进一步的,压紧机构包括压紧支座、在压紧支座上下滑动的压头,压头对准阀片安装台位置。
10.进一步的,吹气检测机构包括吹气支座、在吹气支座上下滑动的吹气头、固定安装在吹气支座上的第一压力表,吹气头对准阀片安装台位置。
11.进一步的,密封机构包括密封支座、在密封支座上下滑动的密封块,密封块对准阀片安装台位置。
12.进一步的,负压吸气机构包括吸气支座、在吸气支座上下滑动的吸气头、固定安装在吸气支座上的第二压力表,吸气头对准阀片安装台位置。
13.进一步的,阀片放置槽设置有平移模块,移动方向与输送通道的方向垂直。
14.与现有技术相比,本实用新型的有益效果为:
15.1)本实用新型实现了乳液泵阀片的自动化安装,并对安装完成的阀片的单向气密性进行了检测,保证乳液泵的质量。
16.2)本实用新型的阀片放置槽设置有水平移动单元,在阀片从输送通道输送过来时,通过阀片放置槽的移动,实现单个阀片的分离,在真空吸头吸取阀片时更方便吸取。
附图说明
17.为了更清楚的说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单的介绍,显而易见的,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它附图。
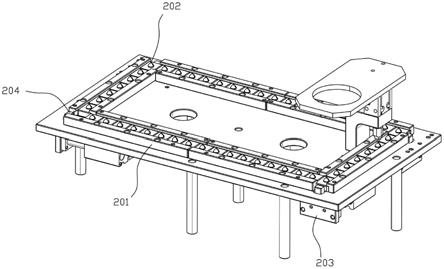
18.图1为本实用新型一种乳液泵阀片安装装置的整体结构示意图;
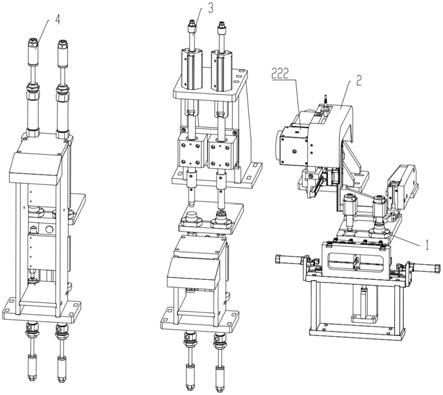
19.图2为本实用新型的上料单元的结构示意图;
20.图3为本实用新型的压紧及吹气检测单元的结构示意图;
21.图4为本实用新型的压紧及吹气检测单元的另一角度结构示意图;
22.图5为本实用新型的吸气检测单元的结构示意图。
23.图中:1-阀片安装台,2-上料单元,3-压紧及吹气检测单元,4-吸气检测单元,12-安装台放置架,21-输送机构,22-移载机构,23-阀片吸取机构,24
‑ꢀ
定位机构,31-压紧机构,32-吹气检测机构,41-密封机构,42-负压吸气机构, 211-输送通道,212-阀片放置槽,213-平移模块,214-放置槽安装座,221-移载支座,222-马达,223-水平移载模块,224-竖直移载模块,225-连接支架,231-真空吸头,232-吸头安装座,241-定位块,311-压紧支座,312-压头,321
‑ꢀ
吹气支座,322-吹气头,323-第一压力表,411-密封支座,412-密封块,421
‑ꢀ
吸气支座,422-吸气头,423-第二压力表。
具体实施方式
24.下面将结合本实用新型中的附图,对本实用新型实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通的技术人员在没有做出创造性劳动的前提下所获得的所有其它实施例,都属于本实用新型的保护范围。
25.下面结合附图1至附图5以及具体实施例详细论述本实用新型:
26.本实用新型为一种乳液泵阀片安装装置,如图1-5所示,包括阀片安装台1 和顺序排布的上料单元2、压紧及吹气检测单元3、吸气检测单元4,阀片安装台1用于在各单元所在工位之间移动以完成阀片的上料、安装、压紧、吸气检测和吹气检测,上料单元2用于将阀片放置到阀片安装台1内,压紧及吹气检测单元3用于对阀片进行压紧后检测阀片的单向气体可通过性,吸气检测单元4 用于检测阀片的单向气密性。
27.阀片安装台1从上料单元2到压紧及吹气检测单元3到吸气检测单元4顺序移动,使各单元实现对阀片的上料、安装、压紧、吸气检测和吹气检测;具体的,阀片安装台1的数量可以设置为一个或多个,阀片安装台1固定安装在安装台放置架12上,安装台放置架12通过滑动结构带动若干个阀片安装台1 一起移动;需要说明的是,阀片安装台1内预置有乳液泵壳体,阀片需要安装在乳液泵壳体内。
28.上料单元2包括输送机构21、移载机构22、安装在移载机构22上的阀片吸取机构23、定位机构24,移载机构22在输送机构21和阀片安装台1之间移动,输送机构21用于将阀
片输送至上料单元2附近,阀片吸取机构23将阀片吸起,并通过移载机构22将阀片移动至阀片安装台1内并放入,定位机构24 用于将阀片安装台1定位及固定。
29.输送机构21包括输送通道211、与输送通道211连通的阀片放置槽212,输送机构21用于将阀片输送到阀片放置槽212,然后阀片等待移载机构22将阀片移动到阀片安装台1处;进一步的,放置槽安装座214设置有平移模块213,移动方向与输送通道211的方向垂直,在阀片从输送通道211输送过来时,通过阀片放置槽212的水平移动,实现单个阀片的分离,在阀片吸取机构23吸取阀片时更方便吸取;具体的,阀片放置槽212的数量与阀片安装台1的数量相同,阀片放置槽212设置在放置槽安装座214上,放置槽安装座214带动若干个阀片放置槽212一起动作;优选的,放置槽安装座214的两侧各设置有一个气缸,放置槽安装座214的下侧设置有滑块滑轨机构,用于实现放置槽安装座 214的水平移动,其他移动方式也在本实用新型的保护范围内。
30.移载机构22包括移载支座221、固定连接在移载支座221外侧的马达222、固定连接在移载支座221内侧的水平移载模块223、在水平移载模块223上水平滑动的竖直移载模块224、在竖直移载模块224上下滑动的连接支架225,阀片吸取机构23固定安装在连接支架225上,连接支架225和阀片吸取机构23由马达222驱动绕马达222的输出轴做偏心半圆周运动,该运动轨迹使阀片吸取机构23实现阀片放置槽212和阀片安装台1之间的移动。
31.阀片吸取机构23包括真空吸头231,真空吸头231固定安装在吸头安装座 232内,真空吸头231与阀片接触用于吸取阀片;具体的,真空吸头231的数量与阀片安装台1的数量相同。
32.定位机构24包括相对滑动的两个定位块241,定位块241夹紧放松阀片安装台1,实现对阀片安装台1的定位和固定,使真空吸头231进入阀片安装台1 放置阀片时能够准确流畅的进入。
33.压紧及吹气检测单元3包括设置在阀片安装台1上方的压紧机构31、设置在阀片安装台1下方的吹气检测机构32,压紧机构31用于将阀片与阀片安装台 1内预置的乳液泵壳体压紧在一起,吹气检测机构32用于检测阀片的单向气体可通过性。
34.压紧机构31包括压紧支座311、在压紧支座311上下滑动的压头312,压头312对准阀片安装台1位置;压头312与阀片的形状相匹配,压头312前端伸入到阀片安装台1内,将阀片与预置在阀片安装台1内的乳液泵壳体压紧固定在一起;具体的,压头312的数量与阀片安装台1的数量相同;优选的,压头312上下滑动的动力由气缸提供。
35.吹气检测机构32包括吹气支座321、在吹气支座321上下滑动的吹气头322、固定安装在吹气支座321上的第一压力表323,吹气头322对准阀片安装台1位置;吹气头322向上移动伸入到阀片安装台1内,与压头312和乳液泵壳体形成密封空间后,向阀片安装台1内吹气,第一压力表323用于反映吹气头322 与阀片之间的压力,当第一压力表323的显示值为零或绝对值较小时,则吹气检测合格;具体的,吹气头322的数量与阀片安装台1的数量相同;优选的,吹气头322上下滑动的动力由气缸提供。
36.吸气检测单元4包括设置在阀片安装台1上方的密封机构41、设置在阀片安装台1下方的负压吸气机构42,密封机构41用于封堵阀片安装台1的上端,负压吸气机构42用于检测阀片的单向气密性。
37.密封机构41包括密封支座411、在密封支座411上下滑动的密封块412,密封块412
对准阀片安装台1位置,将阀片安装台1上端封堵;具体的,密封块412的数量与阀片安装台1的数量相同;优选的,密封块412上下滑动的动力由气缸提供。
38.负压吸气机构42包括吸气支座421、在吸气支座421上下滑动的吸气头422、固定安装在吸气支座421上的第二压力表423,吸气头422对准阀片安装台1位置;吸气头422向上移动伸入到阀片安装台1内,与密封块412和乳液泵壳体形成密封空间后,向阀片安装台1内吸气,第二压力表423用于反映吸气头422 与阀片之间的压力,当第二压力表423的显示值的绝对值为较大值时,则吸气检测合格;具体的,吸气头422的数量与阀片安装台1的数量相同;优选的,吸气头422上下滑动的动力由气缸提供。
39.本实用新型中的一种乳液泵阀片安装装置,其工作过程为:
40.阀片通过输送通道211进入到阀片放置槽212内,阀片放置槽212在气缸的推动作用下,沿着滑轨做水平移动,阀片放置槽212内的阀片被单独隔离出来,方便真空吸头231对阀片的吸取;预置有乳液泵壳体的阀片安装台1移动到上料单元2所在工位时,定位机构24上的两个定位块241相向移动,夹紧阀片安装台1,并实现阀片安装台1的定位;真空吸头231在移载机构22的带动下实现从阀片放置槽212位置到阀片安装台1位置的移动,真空吸头231到位后,将阀片放入阀片安装台1内;阀片安装台1移动到压紧及吹气检测单元3 所在的工位时,压紧机构31的压头312在气缸的作用下,向下运动,伸入到阀片安装台1内,实现对阀片与乳液泵壳体的安装压紧;压紧的同时,吹气检测机构32的吹气头322在气缸的作用下,向上运动,伸入到阀片安装台1内,进行吹气,观察第一压力表323的显示值,当显示值为零或绝对值较小时,则吹气检测合格;阀片安装台1移动到吸气检测单元4所在的工位时,密封机构41 的密封块412在气缸的作用下,向下运动,将阀片安装台1的上端口封死,然后负压吸气机构42的吸气头422在气缸的作用下,向上运动,伸入到阀片安装台1内,进行吸气,观察第二压力表423的显示值,当显示值的绝对值较大且持续增大时,则吸气检测合格。
41.以上借助具体实施例对本实用新型做了进一步描述,但是应该理解的是,这里具体的描述,不应理解为对本实用新型的实质和范围的限定,本领域内的普通技术人员在阅读本说明书后对上述实施例做出的各种修改,都属于本实用新型所保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。