1.本发明属于汽车焊接技术领域,具体为一种汽车焊装线的焊接装置及焊接方法。
背景技术:
2.汽车焊接生产线主要是白车身焊接,是由车体骨架、发动机罩、行李箱盖、左右门外板焊接总成共同组成的。而车体骨架结构是由地板焊接总成,左右前纵梁及轮罩焊接总成,左右侧围焊接总成,前围焊接总成,顶盖及前后横梁、后挡板、左右后纵梁及后轮罩焊接总成,后围焊接总成所构成。焊接是现代机械制造业中一种必要的工艺方法,在汽车制造中得到广泛的应用。随着技术的进步,焊接新工艺、新材料、新方法不断运用在汽车制造中,镀层钢板、轻金属材料的焊接问题,高分子材料、复合材料、异种材料、特种材料对汽车焊接提出了新的挑战,而汽车焊接过程中的机器人与自动化技术使汽车焊接面貌大为改观。
3.现有的汽车生产线相对来说整体比较完备,是汽车生产加工中比较好的一种加工方式,但是整套的设备往往价格高昂,全产业链使用难度比较大,本技术主要改进的就是传统的汽车焊接方式,现有的汽车焊接方式主要分为:人工处理与机械处理两部分,人工就是最常见的手持设备随后找到对应的区域进行焊接处理,该操作方式虽然能够做到自由化,视情况来改变工作问题,但是汽车生产属于大工厂流水线的工作,长期工作人工无法胜任;另一方面就是机械焊接处理,机械焊接又分为两类:固定机械与多自由度机械臂,固定机械一般就是针对平面的焊接区域进行加工处理,受制于外部环境较多,同时工作范围也非常有限,因此实用范围不广,另一方面则是机械臂,该设备能够通过预先设定的程序去实现汽车多机构多区域的焊接,但是该装置系统结构就非常的庞大,并且制造成本高昂,后续维护也非常的麻烦,因此现有的该方面处理还存在很多不成熟的区域。
技术实现要素:
4.本发明的目的在于提供一种汽车焊装线的焊接装置及焊接方法,以解决上述背景技术中提出的问题。
5.为了实现上述目的,本发明提供如下技术方案:一种汽车焊装线的焊接装置,包括底板,所述底板顶部的后端固定安装有动力固定架,所述底板顶部的前端固定安装有两个滑动支撑座,两个所述滑动支撑座的中部活动套接有第二滑杆,两个所述第二滑杆的内侧均固定焊接有限位架,两个所述限位架的内端活动卡接有动力驱动装置,所述底板顶部的中部固定安装有升降架装置,所述升降架装置的顶部固定安装有焊头,所述焊头的左端通过线路固定连接有焊接器;
6.所述动力驱动装置包括有外壳板,所述外壳板正面两端的中端均开设有两个暴露槽,所述外壳板内部的中部开设有引导槽,所述外壳板内部的中部且位于引导槽的外围设置有油槽,所述油槽的内壁固定安装有海绵条,所述外壳板内部的左端设置有注油槽,所述外壳板内部的左端且位于注油槽的左端的区域活动套接有按压装置,所述外壳板内部两端的中部均固定安装有中端限位环,所述中端限位环内部的上下两端均放置有第二螺纹杆,
两个所述第二螺纹杆的中部均螺纹连接有手控螺母,所述手控螺母的正面与暴露槽的正面位置相对应,所述外壳板顶部与底部的两端均固定安装有顶块限位装置;
7.针对上述情况本技术通过将上述需要解决的问题结合起来,利用机械设备取代人工处理,通过二次对机械结构进行改进实现对汽车的曲面区域进行加工,这样也就能够很好地取代了传统的机械臂结构,制造成本也大幅降低,具体的工作情况就是:利用伺服电机来控制动力引导装置结构的工作,并且凹槽外壳能够进行人工更换处理,因此将其替换成不同结构,就能够控制第一滑杆的工作情况,例如该结构中的凹槽外壳样式,就能够控制第一滑杆匀速往复运动,若是换成类似波纹结构样式,同时首尾相连,则是能够形成不同频率、不同往复的移动情况,该作用力随后就快速的替代到了动力驱动装置区域上,此时焊头的升降也就会被动的发生变化,也就能够适应不同的区域与不同的焊接情况,具体的球形滑动牵引器、第一滑杆与凹槽外壳的配合现有技术中也存在很多,在此就不列举,同时动力驱动装置的活动使得焊头升降更加稳定流畅,需要说明的是,动力引导装置与动力驱动装置不同的样式配合工作,最终能够保证焊头在完成曲面焊接的同时,也能够实现更加丰富、更多层次的焊接需求。
8.优选的,所述动力固定架上端的内侧轴承连接有动力引导装置,所述动力引导装置的右侧固定连接有伺服电机,所述动力引导装置底部的中部且位于底板顶部的后端设置有第一滑杆,所述第一滑杆的中部固定套接有球形滑动牵引器,所述第一滑杆的左端固定安装有连接架,所述连接架右侧的前端固定安装有第二滑杆,所述底板顶部的右端设置有控制台。
9.优选的,所述按压装置包括有塑料杆,所述塑料杆的顶部固定安装有第一螺纹杆,所述第一螺纹杆的上端螺纹连接有螺纹环,所述螺纹环固定安装在底板的上端,所述第一螺纹杆的上端且位于螺纹环的顶部活动套接有第一弹簧,所述第一螺纹杆的顶部固定安装有拧块,所述塑料杆的底部轴承连接有活塞头,所述活塞头与底板的内壁相滑动接触;
10.该结构设计的也非常的简单,主要就是用于实现对动力驱动装置结构的更换,该部分的更换其实就是采用最简单的柱与槽的配合卡接,操作人员螺栓结构来控制螺纹杆的升降,使得其能够将限位架的孔洞卡接住,另一方面则是通过结构的挤压实现对内部油液的渗透,使得升降架装置与动力驱动装置的工作更加流畅与顺滑,最大程度上规避了工作的卡顿,同时也提升了该焊头的焊接变化程度,使得其工作效果更佳。
11.优选的,所述动力引导装置包括有内筒,所述内筒的表面活动卡接有凹槽外壳,所述内筒两侧的中部均固定焊接有对接环,所述内筒与凹槽外壳活动卡接时两侧的外围均螺纹连接有限位盘,所述对接环两侧的中部均固定安装有对接保护筒,右端所述对接保护筒与伺服电机固定连接;
12.该部分结构的设计思路就是将圆周运动转化为直线往复运动,同时因为焊头结构工作情况的变化,因此采用槽筒与滑杆配合的样式,这样操作人员就能够通过更换凹槽外壳结构使得其配合工作的凹槽纹路发生变化,发生变化之后,整个第一滑杆的移动情况也会被动的发生变化,操作人员就能够利用该变化情况配合动力驱动装置、升降架装置、焊头去尽可能的模拟汽车焊接区域的变化情况,最终实现曲面稳定有效贴合焊接处理。
13.优选的,所述升降架装置包括有滑动架,所述滑动架的左端活动套接有升降柱,所述升降柱的底部固定安装有弹簧伸缩筒,所述升降柱左侧的下端固定焊接有带动杆,所述
带动杆的左端活动套接有轴套,所述轴套活动卡接在动力驱动装置的引导槽中;
14.整个升降架装置结构就是一个常规的弹簧伸缩,其顶部设置有焊头,另一端的轴套结构受制于第二滑杆的限位移动,同时第二滑杆由受制于动力引导装置的移动,当动力引导装置转动工作时会控制第一滑杆左右往复运动,此时在连接架的辅助帮助下第二滑杆就会带着动力驱动装置同步进行,受到凹槽外壳表面滑槽的影响,整个升降架装置的波动情况也会跟随着变化,这样操作人员就能够汽车结构来调整凹槽外壳表面的槽道,从而使焊头的高度变化情况相适配于汽车结构。
15.优选的,所述凹槽外壳的表面开设有圆弧槽道,且该圆弧槽道首尾相连形成一个椭圆形闭环,所述球形滑动牵引器的底部设置有球形滚珠且该球形滚珠活动卡接在圆滑槽道中,所述凹槽外壳的内壁环形等角度固定焊接有五个梯形条,五个所述梯形条与内筒表面的梯形槽相适配卡接;
16.汽车结构非常复杂,无论是平面还是曲面均会存在,本技术的目的就是为了通过结构的改变实现对汽车结构曲面或是平面的加工处理,操作人员只需要将汽车需要焊接的部分放置于传送装置上,并且将其大体线路与传送方向对应即可,随后就能够快速稳定的实现常规的焊接处理。
17.优选的,所述引导槽整体为余弦函数的样式,所述引导槽、油槽与海绵条整体样式均一致,所述按压装置对应的圆柱槽与注油槽与油槽相连通,所述注油槽的顶部通过橡胶块固定卡接密封,所述引导槽与油槽接触的一面开设有渗油孔;
18.该动力驱动装置结构其实主要作用分为两个部分:控制升降架装置与焊头结构的稳定升降变化、实现整个升降架装置与焊头的高流畅度变化,整个引导槽设置成该样式能够保证其滑动的稳定,因为余弦函数整体相对平稳,因此升降架装置活动时也不会存在较大幅度的波动变化,开设有渗油孔则是确保带动杆与轴套稳定接触摩擦小,最终实现其良好的工作。
19.优选的,所述暴露槽整体呈直角梯形结构且其顶部与手控螺母位置相对应,所述手控螺母正方向转动时第二螺纹杆结构往上移动且贯穿限位架结构,所述第二螺纹杆不受外力影响时顶部不与限位架相接触。
20.优选的,所述第一滑杆与第二滑杆结构呈平行状态且二者同步左右移动,所述第一滑杆与第二滑杆的左端均固定安装在连接架的两端,所述第一滑杆与第二滑杆的右端均做限位设计。
21.本技术还提出了一种汽车焊装线的焊接方法,包括以下步骤:
22.s1、结构的预先安装,操作人员根据需要焊接的汽车的曲面部分选择好对应的结构安装,针对动力引导装置结构的安装,操作人员选择合适的凹槽外壳将其活动卡接在内筒的表面两端再利用限位盘加以固定即可,随后在利用对接环、对接保护筒实现与伺服电机的连接;另一方面针对限位架与动力驱动装置的安装,操作人员选择好合适的动力驱动装置,随后两端利用第二滑杆控制限位架往第二滑杆内部的两端移动卡接,随后操作人员通过旋转手控螺母结构采用螺纹连接的形式控制两个第二螺纹杆进行升高,当其升高到一定程度且与顶块限位装置相接触时,此时两个第二螺纹杆就完成了限位架结构的限位卡接,该手控螺母的旋转则是需要借助暴露槽的辅助;最后就是通过注油槽区域网内部注入润滑油,完成后利用橡胶塞密封处理,此时在通过旋转按压装置使得其下降实现对该区域
油液的挤压,使得其快速的进入到油槽被海绵条所吸收,使得整个海绵条整体呈饱和状态;
23.s2、正式工作,操作人员通过控制台结构预先控制好伺服电机的转速及方向,随后启动伺服电机结构开始工作,伺服电机带动动力引导装置转动,凹槽外壳表面的槽道则是因为与球形滑动牵引器的限位配合,在凹槽外壳的帮助下整个第一滑杆和球形滑动牵引器会做着左右往复运动,在连接架结构的帮助下第二滑杆也开始带动整个焊接器左右往复运动,在动力驱动装置中引导槽的辅助配合下,整个升降架装置会带动焊头做渐变式的斜面/弧面运动,在焊接器的配合下,整个焊头就能够实现对汽车结构的弧面焊接;至于汽车不同弧面区域的焊接,则是需要操作人员预先设定好,随后按照s1步骤安装即可,后续就能够正常稳定工作。
24.本发明的有益效果如下:
25.1、本发明通过设置有动力引导装置、动力驱动装置与第二滑杆等结构配合工作达到高适应性焊接与成本低的目的,利用机械设备取代人工处理,通过二次对机械结构进行改进实现对汽车的曲面区域进行加工,这样也就能够很好地取代了传统的机械臂结构,制造成本也大幅降低,具体的工作情况就是:利用伺服电机来控制动力引导装置结构的工作,并且凹槽外壳能够进行人工更换处理,因此将其替换成不同结构,就能够控制第一滑杆的工作情况,例如该结构中的凹槽外壳样式,就能够控制第一滑杆匀速往复运动,若是换成类似波纹结构样式,同时首尾相连,则是能够形成不同频率、不同往复的移动情况,该作用力随后就快速的替代到了动力驱动装置区域上,此时焊头的升降也就会被动的发生变化,也就能够适应不同的区域与不同的焊接情况,具体的球形滑动牵引器、第一滑杆与凹槽外壳的配合现有技术中也存在很多,在此就不列举,同时动力驱动装置的活动使得焊头升降更加稳定流畅,需要说明的是,动力引导装置与动力驱动装置不同的样式配合工作,最终能够保证焊头在完成曲面焊接的同时,也能够实现更加丰富、更多层次的焊接需求,并且生产制作成本大大降低,也可以作为简单汽车流水线的替代方案。
26.2、本发明通过设置有第二螺纹杆、手控螺母与外壳板等结构配合工作实现结构的快速拆卸与更换,汽车焊接的形式、要求与实际情况是多样的,因此将动力驱动装置设置成可拆卸形式,能够适配于汽车的不同加工地方,整体采用最简单的柱配合槽工作,但是具体工作形成的效果也很明显,通过手控螺母的正反转控制第二螺纹杆的升高降低,最终实现限位架与动力驱动装置的脱离控制,该形式简单效果好,相较于传统的螺栓等限位结构,效果更佳、更方便替换。
27.3、本发明通过设置有注油槽、按压装置与海绵条等结构的配合工作达到流畅稳定效果好的目的,整个动力引导装置结构为控制升降架装置升降变化幅度的主要装置,整个动力驱动装置则是作为辅助配合,确保工作的更加流畅化,需要最大程度上规避过盈卡死配合,因此设置有按压装置通过螺纹按压的形式,使得内部油液快速的进入到油槽内部,随后又被海绵条所吸收,在后续的引导槽与轴套配合时慢慢渗透出来,能够保证该区域的润滑、减小磨损,最终有效辅助升降架装置与焊头稳定有规律的变化焊接。
附图说明
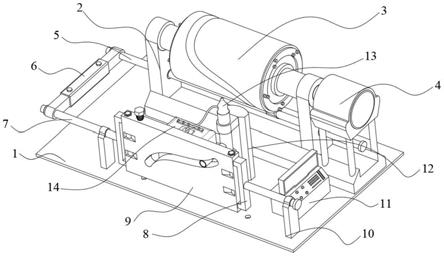
28.图1为本发明整体结构示意图;
29.图2为本发明背面结构示意图;
30.图3为本发明结构俯视图;
31.图4为本发明动力驱动装置示意图;
32.图5为本发明动力驱动装置局部剖视图;
33.图6为本发明图5的a处放大示意图;
34.图7为本发明按压装置示意图;
35.图8为本发明动力引导装置爆炸图;
36.图9为本发明凹槽外壳示意图;
37.图10为本发明升降架装置示意图。
38.图中:1、底板;2、动力固定架;3、动力引导装置;31、内筒;32、对接环;33、凹槽外壳;34、限位盘;35、对接保护筒;4、伺服电机;5、第一滑杆;6、连接架;7、第二滑杆;8、限位架;9、动力驱动装置;91、外壳板;92、暴露槽;93、引导槽;94、油槽;95、海绵条;96、注油槽;97、按压装置;971、塑料杆;972、第一螺纹杆;973、螺纹环;974、第一弹簧;975、拧块;976、活塞头;98、中端限位环;99、第二螺纹杆;910、手控螺母;911、顶块限位装置;10、滑动支撑座;11、控制台;12、升降架装置;121、滑动架;122、升降柱;123、弹簧伸缩筒;124、带动杆;125、轴套;13、焊头;14、焊接器;15、球形滑动牵引器。
具体实施方式
39.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
40.如图1至图10所示,本发明实施例中,一种汽车焊装线的焊接装置,包括底板1,底板1顶部的后端固定安装有动力固定架2,底板1顶部的前端固定安装有两个滑动支撑座10,两个滑动支撑座10的中部活动套接有第二滑杆7,两个第二滑杆7的内侧均固定焊接有限位架8,两个限位架8的内端活动卡接有动力驱动装置9,底板1顶部的中部固定安装有升降架装置12,升降架装置12的顶部固定安装有焊头13,焊头13的左端通过线路固定连接有焊接器14;
41.动力驱动装置9包括有外壳板91,外壳板91正面两端的中端均开设有两个暴露槽92,外壳板91内部的中部开设有引导槽93,外壳板91内部的中部且位于引导槽93的外围设置有油槽94,油槽94的内壁固定安装有海绵条95,外壳板91内部的左端设置有注油槽96,外壳板91内部的左端且位于注油槽96的左端的区域活动套接有按压装置97,外壳板91内部两端的中部均固定安装有中端限位环98,中端限位环98内部的上下两端均放置有第二螺纹杆99,两个第二螺纹杆99的中部均螺纹连接有手控螺母910,手控螺母910的正面与暴露槽92的正面位置相对应,外壳板91顶部与底部的两端均固定安装有顶块限位装置911;
42.本技术主要改进的就是传统的汽车焊接方式,现有的汽车焊接方式主要分为:人工处理与机械处理两部分,人工就是最常见的手持设备随后找到对应的区域进行焊接处理,该操作方式虽然能够做到自由化,视情况来改变工作问题,但是汽车生产属于大工厂流水线的工作,长期工作人工无法胜任;另一方面就是机械焊接处理,机械焊接又分为两类:固定机械与多自由度机械臂,固定机械一般就是针对平面的焊接区域进行加工处理,受制
于外部环境较多,同时工作范围也非常有限,因此实用范围不广,另一方面则是机械臂,该设备能够通过预先设定的程序去实现汽车多机构多区域的焊接,但是该装置系统结构就非常的庞大,并且制造成本高昂,后续维护也非常的麻烦,因此现有的该方面处理还存在很多不成熟的区域;
43.针对上述情况本技术通过将上述需要解决的问题结合起来,利用机械设备取代人工处理,通过二次对机械结构进行改进实现对汽车的曲面区域进行加工,这样也就能够很好地取代了传统的机械臂结构,制造成本也大幅降低,具体的工作情况就是:利用伺服电机4来控制动力引导装置3结构的工作,并且凹槽外壳33能够进行人工更换处理,因此将其替换成不同结构,就能够控制第一滑杆5的工作情况,例如该结构中的凹槽外壳33样式,就能够控制第一滑杆5匀速往复运动,若是换成类似波纹结构样式,同时首尾相连,则是能够形成不同频率、不同往复的移动情况,该作用力随后就快速的替代到了动力驱动装置9区域上,此时焊头13的升降也就会被动的发生变化,也就能够适应不同的区域与不同的焊接情况,具体的球形滑动牵引器15、第一滑杆5与凹槽外壳33的配合现有技术中也存在很多,在此就不列举,同时动力驱动装置9的活动使得焊头13升降更加稳定流畅,需要说明的是,动力引导装置3与动力驱动装置9不同的样式配合工作,最终能够保证焊头13在完成曲面焊接的同时,也能够实现更加丰富、更多层次的焊接需求。
44.其中,动力固定架2上端的内侧轴承连接有动力引导装置3,动力引导装置3的右侧固定连接有伺服电机4,动力引导装置3底部的中部且位于底板1顶部的后端设置有第一滑杆5,第一滑杆5的中部固定套接有球形滑动牵引器15,第一滑杆5的左端固定安装有连接架6,连接架6右侧的前端固定安装有第二滑杆7,底板1顶部的右端设置有控制台11。
45.其中,按压装置97包括有塑料杆971,塑料杆971的顶部固定安装有第一螺纹杆972,第一螺纹杆972的上端螺纹连接有螺纹环973,螺纹环973固定安装在底板1的上端,第一螺纹杆972的上端且位于螺纹环973的顶部活动套接有第一弹簧974,第一螺纹杆972的顶部固定安装有拧块975,塑料杆971的底部轴承连接有活塞头976,活塞头976与底板1的内壁相滑动接触;
46.该结构设计的也非常的简单,主要就是用于实现对动力驱动装置9结构的更换,该部分的更换其实就是采用最简单的柱与槽的配合卡接,操作人员螺栓结构来控制螺纹杆的升降,使得其能够将限位架8的孔洞卡接住,另一方面则是通过结构的挤压实现对内部油液的渗透,使得升降架装置12与动力驱动装置9的工作更加流畅与顺滑,最大程度上规避了工作的卡顿,同时也提升了该焊头13的焊接变化程度,使得其工作效果更佳。
47.其中,动力引导装置3包括有内筒31,内筒31的表面活动卡接有凹槽外壳33,内筒31两侧的中部均固定焊接有对接环32,内筒31与凹槽外壳33活动卡接时两侧的外围均螺纹连接有限位盘34,对接环32两侧的中部均固定安装有对接保护筒35,右端对接保护筒35与伺服电机4固定连接;
48.该部分结构的设计思路就是将圆周运动转化为直线往复运动,同时因为焊头13结构工作情况的变化,因此采用槽筒与滑杆配合的样式,这样操作人员就能够通过更换凹槽外壳33结构使得其配合工作的凹槽纹路发生变化,发生变化之后,整个第一滑杆5的移动情况也会被动的发生变化,操作人员就能够利用该变化情况配合动力驱动装置9、升降架装置12、焊头13去尽可能的模拟汽车焊接区域的变化情况,最终实现曲面稳定有效贴合焊接处
理。
49.其中,升降架装置12包括有滑动架121,滑动架121的左端活动套接有升降柱122,升降柱122的底部固定安装有弹簧伸缩筒123,升降柱122左侧的下端固定焊接有带动杆124,带动杆124的左端活动套接有轴套125,轴套125活动卡接在动力驱动装置9的引导槽93中;
50.整个升降架装置12结构就是一个常规的弹簧伸缩,其顶部设置有焊头13,另一端的轴套125结构受制于第二滑杆7的限位移动,同时第二滑杆7由受制于动力引导装置3的移动,当动力引导装置3转动工作时会控制第一滑杆5左右往复运动,此时在连接架6的辅助帮助下第二滑杆7就会带着动力驱动装置9同步进行,受到凹槽外壳33表面滑槽的影响,整个升降架装置12的波动情况也会跟随着变化,这样操作人员就能够汽车结构来调整凹槽外壳33表面的槽道,从而使焊头13的高度变化情况相适配于汽车结构。
51.其中,凹槽外壳33的表面开设有圆弧槽道,且该圆弧槽道首尾相连形成一个椭圆形闭环,球形滑动牵引器15的底部设置有球形滚珠且该球形滚珠活动卡接在圆滑槽道中,凹槽外壳33的内壁环形等角度固定焊接有五个梯形条,五个梯形条与内筒31表面的梯形槽相适配卡接;
52.汽车结构非常复杂,无论是平面还是曲面均会存在,本技术的目的就是为了通过结构的改变实现对汽车结构曲面或是平面的加工处理,操作人员只需要将汽车需要焊接的部分放置于传送装置上,并且将其大体线路与传送方向对应即可,随后就能够快速稳定的实现常规的焊接处理。
53.其中,引导槽93整体为余弦函数的样式,引导槽93、油槽94与海绵条95整体样式均一致,按压装置97对应的圆柱槽与注油槽96与油槽94相连通,注油槽96的顶部通过橡胶块固定卡接密封,引导槽93与油槽94接触的一面开设有渗油孔;
54.该动力驱动装置9结构其实主要作用分为两个部分:控制升降架装置12与焊头13结构的稳定升降变化、实现整个升降架装置12与焊头13的高流畅度变化,整个引导槽93设置成该样式能够保证其滑动的稳定,因为余弦函数整体相对平稳,因此升降架装置12活动时也不会存在较大幅度的波动变化,开设有渗油孔则是确保带动杆124与轴套125稳定接触摩擦小,最终实现其良好的工作。
55.其中,暴露槽92整体呈直角梯形结构且其顶部与手控螺母910位置相对应,手控螺母910正方向转动时第二螺纹杆99结构往上移动且贯穿限位架8结构,第二螺纹杆99不受外力影响时顶部不与限位架8相接触;
56.该卡接形式就是采用传统的柱配合孔的形式,设置有暴露槽92则是需要保证工作人员能够在外面实现手控螺母910的转动,从而进行限位架8的限位与拆卸处理,暴露槽92的直角梯形结构控制方便、易于手指操作。
57.其中,第一滑杆5与第二滑杆7结构呈平行状态且二者同步左右移动,第一滑杆5与第二滑杆7的左端均固定安装在连接架6的两端,第一滑杆5与第二滑杆7的右端均做限位设计。
58.本技术还提出了一种汽车焊装线的焊接方法,包括以下步骤:
59.s1、结构的预先安装,操作人员根据需要焊接的汽车的曲面部分选择好对应的结构安装,针对动力引导装置3结构的安装,操作人员选择合适的凹槽外壳33将其活动卡接在
内筒31的表面两端再利用限位盘34加以固定即可,随后在利用对接环32、对接保护筒35实现与伺服电机4的连接;另一方面针对限位架8与动力驱动装置9的安装,操作人员选择好合适的动力驱动装置9,随后两端利用第二滑杆7控制限位架8往第二滑杆7内部的两端移动卡接,随后操作人员通过旋转手控螺母910结构采用螺纹连接的形式控制两个第二螺纹杆99进行升高,当其升高到一定程度且与顶块限位装置911相接触时,此时两个第二螺纹杆99就完成了限位架8结构的限位卡接,该手控螺母910的旋转则是需要借助暴露槽92的辅助;最后就是通过注油槽96区域网内部注入润滑油,完成后利用橡胶塞密封处理,此时在通过旋转按压装置97使得其下降实现对该区域油液的挤压,使得其快速的进入到油槽94被海绵条95所吸收,使得整个海绵条95整体呈饱和状态;
60.s2、正式工作,操作人员通过控制台11结构预先控制好伺服电机4的转速及方向,随后启动伺服电机4结构开始工作,伺服电机4带动动力引导装置3转动,凹槽外壳33表面的槽道则是因为与球形滑动牵引器15的限位配合,在凹槽外壳33的帮助下整个第一滑杆5和球形滑动牵引器15会做着左右往复运动,在连接架6结构的帮助下第二滑杆7也开始带动整个焊接器14左右往复运动,在动力驱动装置9中引导槽93的辅助配合下,整个升降架装置12会带动焊头13做渐变式的斜面/弧面运动,在焊接器14的配合下,整个焊头13就能够实现对汽车结构的弧面焊接;至于汽车不同弧面区域的焊接,则是需要操作人员预先设定好,随后按照s1步骤安装即可,后续就能够正常稳定工作。
61.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
62.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
