1.本发明涉及模具加工技术领域,具体为一种镶块式模具加工工艺。
背景技术:
2.近年来,随着我国制造业的飞速发展,模具产业和模具钢生产企业都取得了进步和发展,因此,模具行业对模具的性能提出了更高的要求。
3.客户对锻造毛坯精度要求提高,模具局部磨损就会导致整块模具重新加工,模具加工成本增加。锻造过程模具局部应力增大,导致模具开裂,整块模具报废,模具采购成本增加;对于体积较大型模具,加工、运输、装配过程所需周期长,产线生产成本增加;现有镶嵌式模具多采用间隙配合,对于毛坯表面精度较高产品,采用间隙配合会影响产品质量,采用整体式模具会增加模具成本。
4.
技术实现要素:
5.本发明提供一种镶块式模具加工工艺,目的在于通过采用镶块组合的方式,在锻造过程出现的模具局部磨损或开裂问题时,只需要跟换镶块模具即可,不要将整个模具进行更换,从而换模时间缩短,生产效率提高的效果。
6.为实现上述目的,本发明提供如下技术方案:一种镶块式模具加工工艺,包括以下步骤:s1统计归纳:对原有的模具的局部损坏情况,进行统计并收集,将模具中易损位置进行归纳;s2设计区域:针对模具局部磨损严重及局部开裂严重区域采用局部镶块模具,并且,在加工模具时预留用于镶块模具卡合的镶块腔;同时在原有模具内设置可上下升降喷淋冷却的冷却机构;s3热处理:对镶块模具单独加工,并进行热处理,提高模具性能及表面硬度;s4组装:对已加工完且预留镶块腔进行加热,使预留镶块腔在加热时涨大,将镶块模具嵌入镶块腔预留区内,通过启动冷却机构,对镶块腔进行喷淋冷却,通过热涨冷缩原理对使模具处于紧配状态。
7.优选的,所述前处理步骤、热处理步骤和模具磨光步骤,所述热处理步骤为:将上述处理好的镶块模具在1400-1900℃淬火,保温20-25分钟,再放入到氮气冷气罐中进行冷却,每隔2-5分钟进行加氮气一次,进行450-500℃回火,保温3-5小时,在混合液中进行热处理,加热温度为1400-1500℃,完成热处理。
8.进一步的,所述冷却机构包括冷却盘、冷却箱和冷却槽,所述模具腔体内设有冷却槽,所述冷却槽内设有可上下运动且滑动密封连接的冷却盘,所述冷却盘外侧壁上设有多个调节槽,且冷却盘中部设有用于多个调节槽相互连通的连通腔,所述调节槽内设有可自动向外弹出的喷淋块,所述喷淋块外侧底部呈弧形,且喷淋块上设有用于上表面喷淋的第
一喷淋孔,每个所述调节槽底部均设有用于底部喷淋的第二喷淋孔,位于连通腔一侧的所述喷淋块上设有与第一喷淋孔相连通的导流孔,位于冷却槽底部的所述模具腔体内设有相连通的升降槽,所述升降槽内设有长度可伸缩的调节管,所述调节管上端与连通腔底部连通,所述冷却箱内储存有冷却液,且冷却箱内设有用于冷却液输送的喷淋泵,所述喷淋泵输出端通过管道与调节管底部连通。
9.进一步的,所述调节槽两侧壁设有对称分布的限位槽,位于限位槽内的所述喷淋块外侧壁均设有固定连接限位板,所述限位槽内设有通过挤压限位板带动喷淋块自动弹出的第一弹簧。
10.进一步的,所述连通腔底部设有旋转槽,所述调节管上端与旋转槽转动密封连接,且调节管上端外侧壁上设有固定连接的限位环板,所述旋转槽内壁上设有用于限位环板滑动旋转的限位环槽,所述调节管上端设有与连通腔相连通的连通孔;所述限位环槽内设有用于密封的密封橡胶圈。
11.进一步的,所述调节管包括第一管和第二管,所述第一管滑动连接在第二管内,所述第二管底部与升降槽底部固定连接,且第二管内设有多个固定连接且用于带动第一管自动回收的第二弹簧。
12.进一步,所述限位环固定连接在第一管外侧壁。
13.进一步的,所述调节管底部的外侧壁上设有多个回流孔,所述回流孔内设有用于冷却液自动回流至调节管内的单向进水阀。
14.进一步的,所述调节管底部设有进水孔,所述管道与进水孔连通。
15.更进一步的,所述冷却机构还包括风机和进气孔,所述进水孔一侧设有进气孔,所述进气孔内设有单向进气阀,所述风机输出端通过进气管与进气孔连通,所述进水孔上设有可转动且用于进水孔密封的密封板。
16.更进一步的,位于进水孔和进气孔之间的所述调节管底部设有可转动的转轴,所述转轴一端与密封板固定连接,位于进气孔上方的所述转轴一侧设有固定连接的传动板,所述转轴上设有用于传动板自动旋转恢复至进气孔上方的扭力弹簧。
17.与现有技术相比,本发明的有益效果如下:1、镶块式模具可以有效提高模具加工周期,降低加工成本;针对此工艺生产产品表面质量较高,已广泛应用于各类模具加工。应用此工,在锻造过程出现的模具局部磨损或开裂问题时,换模时间缩短,生产效率提高。
18.2、冷却盘和冷却槽的设计,既能够保证了模具腔体内部的完整性,保证模具的功能,同时需要冷却时,通过冷却盘的上升,喷淋块失去冷却槽内壁的挤压,会自动向外弹出,随着喷淋块的伸出,第一喷淋孔失去了调节槽上内壁的挤压密封,第二喷淋孔失去了喷淋块的挤压密封,因此第一喷淋孔和第二喷淋孔同步打开,这样,就能够实现了对模具上下表面进行喷淋,既能够实现喷淋,也能够实现清洗的效果,同时由于冷却盘的可上下运动,因此可以利用冷却盘的上升,将成型后的模具顶出,使冷却盘也能够实现自动顶出出料的功能。
19.3.风机和进气孔的设计,当冷却液喷淋冷却后,大部分冷却液通过进水孔回流至冷却箱内,然而模具腔体内壁还残留一定的液体,这时,启动干热风机,能够将干热气流通过进气孔,进入调节管内,从而通过气压,带动冷却盘上升,使干热气流能够实现旋转喷出,
利用干热气流,能够快速实现模具腔体内的快速干燥,同时,也可以将干热风机,换成冷却风机,将冷却气流通过冷却盘喷出,冷却;密封板的设计,能够使风机在启动是,密封板将进水孔进行密封,有效的防止了气体进入冷却箱内,单向进气阀的设计,能够有效的防止了冷却液进入调节管内从进气孔排出,保证了整体的稳定性。;4、第一管和第二管的设计,能够实现了调节管整体的上下伸缩运动,同时将进水孔设置在调节管底部,这样的设计,能够随着冷却液的不断进入调节管内,由于第一喷淋孔和第二喷淋孔均为密封状,因此水压的压力能够带动冷却盘向外运动,从而实现了冷却盘的自动上升喷淋,减少了动力设备,更加节约成本,第二弹簧的设计,能够利用第二弹簧的弹性,当喷淋泵不喷淋时,失去的水的挤压力,冷却盘会缓慢下降,而第二弹簧的弹性,能够带动第一管更快的收缩,提高冷却盘恢复初始位置的效率,从而提高整体的效率。
20.附图说明
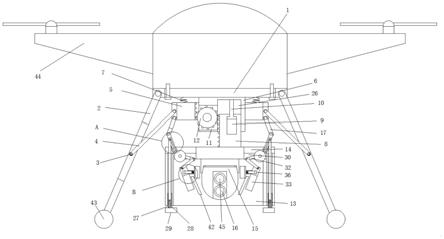
21.图1为本发明的工艺流程示意图;图2为本发明模具腔内部整体图;图3为本发明图2中a处放大示意图;图4为本发明图2中b处放大示意图;图5为本发明图2中c处放大示意图;图6为本发明的冷却盘与调节管连接结构示意图;图7为本发明的调节槽与限位槽连接结构示意图;图8为本发明的喷淋块整体结构示意图;图9为本发明调节管内部结构示意图。
22.图中:1、模具;11、腔体;13、镶块模具;14、镶块腔;15、冷却盘;150、限位板;151、冷却槽;152、调节草案;153、第一喷淋孔;154、喷淋块;155、第二喷淋孔;156、导流孔;157、限位槽;158、第一弹簧;159、旋转槽;16、调节管;161、第一管;162、第二管;163、限位环板;164、连通孔;165、回流孔;166、限位环槽;17、升降槽;171、传动板;172、密封板;173、转轴;174、进气孔;175、单向进气阀。
23.具体实施方式
24.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.请参阅图1,一种镶块式模具加工工艺,包括以下步骤:s1统计归纳:对原有的模具的局部损坏情况,进行统计并收集,将模具中易损位置进行归纳;s2设计区域:针对模具局部磨损严重及局部开裂严重区域采用局部镶块模具13,并且,在加工模具时预留用于镶块模具13卡合的镶块腔14;同时在原有模具内设置可上下
升降喷淋冷却的冷却机构;s3热处理:对镶块模具13单独加工,并进行热处理,提高模具性能及表面硬度;s4组装:对已加工完且预留镶块腔进行加热,使预留镶块腔在加热时涨大,将镶块模具嵌入镶块腔预留区内,通过启动冷却机构,对镶块腔进行喷淋冷却,通过热涨冷缩原理对使模具处于紧配状态。
26.进一步,所述前处理步骤、热处理步骤和模具磨光步骤,所述热处理步骤为:将上述处理好的镶块模具13在1400-1900℃淬火,保温20-25分钟,再放入到氮气冷气罐中进行冷却,每隔2-5分钟进行加氮气一次,进行450-500℃回火,保温3-5小时,在混合液中进行热处理,加热温度为1400-1500℃,完成热处理。
27.进一步,所述冷却机构包括冷却盘15、冷却箱和冷却槽151,所述模具腔体11内设有冷却槽151,所述冷却槽151内设有可上下运动且滑动密封连接的冷却盘15,所述冷却盘15外侧壁上设有多个调节槽152,且冷却盘15中部设有用于多个调节槽152相互连通的连通腔,所述调节槽152内设有可自动向外弹出的喷淋块154,所述喷淋块154外侧底部呈弧形,且喷淋块154上设有用于上表面喷淋的第一喷淋孔153,每个所述调节槽152底部均设有用于底部喷淋的第二喷淋孔155,位于连通腔一侧的所述喷淋块154上设有与第一喷淋孔153相连通的导流孔156,位于冷却槽151底部的所述模具腔体11内设有相连通的升降槽17,所述升降槽17内设有长度可伸缩的调节管16,所述调节管16上端与连通腔底部连通,所述冷却箱内储存有冷却液,且冷却箱内设有用于冷却液输送的喷淋泵,所述喷淋泵输出端通过管道与调节管16底部连通。
28.冷却盘15和冷却槽151的设计,既能够保证了模具腔体11内部的完整性,保证模具的功能,同时需要冷却时,通过冷却盘15的上升,喷淋块154失去冷却槽151内壁的挤压,会自动向外弹出,随着喷淋块154的伸出,第一喷淋孔153失去了调节槽152上内壁的挤压密封,第二喷淋孔155失去了喷淋块154的挤压密封,因此第一喷淋孔153和第二喷淋孔155同步打开,这样,就能够实现了对模具上下表面进行喷淋,既能够实现喷淋,也能够实现清洗的效果,同时由于冷却盘15的可上下运动,因此可以利用冷却盘15的上升,将成型后的模具顶出,使冷却盘15也能够实现自动顶出出料的功能。
29.进一步,所述调节槽152两侧壁设有对称分布的限位槽157,位于限位槽157内的所述喷淋块154外侧壁均设有固定连接限位板150,所述限位槽157内设有通过挤压限位板150带动喷淋块154自动弹出的第一弹簧158。
30.限位板150和第一弹簧158的设计,能够利用第一弹簧158的弹性,推动喷淋块154自动弹出,一旦喷淋块154与冷却槽151内壁分离,即可自动弹出,高效快捷。
31.进一步,所述连通腔底部设有旋转槽159,所述调节管16上端与旋转槽159转动密封连接,且调节管16上端外侧壁上设有固定连接的限位环板163,所述旋转槽159内壁上设有用于限位环板163滑动旋转的限位环槽166,所述调节管16上端设有与连通腔相连通的连通孔164;所述限位环槽166内设有用于密封的密封橡胶圈。
32.限位环板163和限位环槽166的设计,使冷却盘15能够在调节管16上转动,同时保证调节管16与冷却盘15连接的密封性,通过调节第一喷淋孔153和第二喷淋孔155的喷淋方向,利用二者喷淋时产生的反作用力,能带动冷却盘15转动,从而实现了冷却盘15旋转喷淋的效果。
33.进一步,所述调节管16包括第一管161和第二管162,所述第一管161滑动连接在第二管162内,所述第二管162底部与升降槽17底部固定连接,且第二管162内设有多个固定连接且用于带动第一管161自动回收的第二弹簧。
34.第一管161和第二管162的设计,能够实现了调节管16整体的上下伸缩运动,同时将进水孔设置在调节管16底部,这样的设计,能够随着冷却液的不断进入调节管16内,由于第一喷淋孔153和第二喷淋孔155均为密封状,因此水压的压力能够带动冷却盘15向外运动,从而实现了冷却盘15的自动上升喷淋,减少了动力设备,更加节约成本,第二弹簧的设计,能够利用第二弹簧的弹性,当喷淋泵不喷淋时,失去的水的挤压力,冷却盘15会缓慢下降,而第二弹簧的弹性,能够带动第一管161更快的收缩,提高冷却盘15恢复初始位置的效率,从而提高整体的效率。
35.进一步,所述限位环固定连接在第一管161外侧壁。
36.进一步,所述调节管16底部的外侧壁上设有多个回流孔165,所述回流孔165内设有用于冷却液自动回流至调节管16内的单向进水阀。
37.回流孔165的设计,使模具腔体11内的冷却液能够随着冷却槽151、调节槽152和回流孔165,进入调节管16内,然后通过管道回到冷却箱内,实现了冷却液的循环利用,节约能源,同时单向进水阀的设计,能够保证了整体的运行的稳定性,保证整体的稳定运行。
38.进一步,所述调节管16底部设有进水孔,所述管道与进水孔连通。
39.进一步,所述冷却机构还包括风机和进气孔174,所述进水孔一侧设有进气孔174,所述进气孔174内设有单向进气阀175,所述风机输出端通过进气管与进气孔174连通,所述进水孔上设有可转动且用于进水孔密封的密封板172。
40.风机和进气孔174的设计,当冷却液喷淋冷却后,大部分冷却液通过进水孔回流至冷却箱内,然而模具腔体11内壁还残留一定的液体,这时,启动干热风机,能够将干热气流通过进气孔174,进入调节管16内,从而通过气压,带动冷却盘15上升,使干热气流能够实现旋转喷出,利用干热气流,能够快速实现模具腔体11内的快速干燥,同时,也可以将干热风机,换成冷却风机,将冷却气流通过冷却盘15喷出,冷却;密封板172的设计,能够使风机在启动是,密封板172将进水孔进行密封,有效的防止了气体进入冷却箱内,单向进气阀175的设计,能够有效的防止了冷却液进入调节管16内从进气孔174排出,保证了整体的稳定性。
41.进一步,位于进水孔和进气孔174之间的所述调节管16底部设有可转动的转轴173,所述转轴173一端与密封板172固定连接,位于进气孔174上方的所述转轴173一侧设有固定连接的传动板171,所述转轴173上设有用于传动板171自动旋转恢复至进气孔174上方的扭力弹簧。
42.密封板172、传动板171、转轴173和扭力弹簧的设计,当进气孔174进气时,通过气流吹动传动板171转动,使传动板171由水平状旋转为竖直状,同时带动转轴173的转动,转动能够带动密封板172向下旋转,将进水孔进行密封,当不进气时,扭力弹簧的弹性,能够带动密封板172恢复初始位置,将进水孔打开,保证了进水孔进水的稳定性。
43.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖
非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
44.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。