1.本实用新型属于焊接技术领域,涉及一种自动凸焊堆叠上料机构。
背景技术:
2.批量上料方式在各行各业中均有应用,小到注塑行业的颗粒状树脂材料,大到冲压行业的汽车门板及顶棚冲压料片,为实现设备高效率,人员作业负荷低,安全隐患小,备受各行业推崇。传统方式为操作人员从料箱内拿取单件,将单件放置到凸焊机下电极处,放上标准件,按下启动按钮,完成凸焊。这种传统的焊接方式,设备利用率低,焊接节拍长(8秒),人员作业负荷高,且有安全隐患。
技术实现要素:
3.本实用新型提供了一种新型的零件上料方式,对于可以堆叠成摞的零件,都能实现零件的批量上料以及将单件分离到指定目标位置,满足下一工序要求。
4.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
5.为解决上述技术问题,本实用新型是采用如下技术方案实现的:
6.一种自动凸焊堆叠上料机构,包括plc电气控制系统,还包括主体支撑结构1、下部上料结构2、中间分料结构3、上部吸盘结构4;所述下部上料机构2、中间分料结构3,上部吸盘结构4均安装在主体支撑结构1上。
7.技术方案中所述下部上料结构2主要由步进电机5、丝杠6和零件定位组件7组成;
8.所述步进电机5通过丝杠6转动带动零件定位组件7至中间分料结构3处。
9.技术方案中所述中间分料结构3主要由锯齿状分料挡块8、扭力转簧9、到位传感器a10、限位气缸组件11和定位支撑块15组成;
10.所述到位传感器a10安装在定位支撑块15上,感应零件定位组件7运送的单件位置;
11.所述扭力转簧9安装在锯齿状分料挡块8的背部开槽位置处,两者安装在定位支撑块15的方槽内,锯齿状分料挡块8通过扭力转簧9施加的压力分离单件;
12.所述限位气缸组件11安装在锯齿状分料块8同侧。
13.技术方案中所述限位气缸组件11对称设置两件。
14.技术方案中所述上部吸盘机构4主要由伸缩气缸12、到位传感器b13和吸盘组件14构成;
15.所述伸缩气缸12安装在主体支撑结构1上,用于带动吸盘组件14进行动作;
16.所述吸盘组件14安装在伸缩气缸12上,由伸缩气缸12的伸出带动吸盘组件14运动至中间分料结构3处,吸起单件后伸缩气缸12缩回带动吸盘组件14和被吸起的零件回位;
17.所述到位传感器b13安装在伸缩气缸12回程到位的位置,所述到位传感器b13将检测到的吸盘组件14吸起的零件到位后,到位传感器b13将信号反馈给plc电气控制系统,plc电气控制系统将信号传递给机器人,机器人进行抓件命令。
18.技术方案中所述plc电气控制系统控制步进电机5的前进和后退动作,所述plc电气控制系统控制限位气缸组件11和伸缩气缸12的伸出和缩回动作。
19.技术方案中所述下部上料结构使用步进电机和丝杠控制零件的送进,位移精准。
20.技术方案中所述中间分料结构3使用锯齿状分料块8,通过扭力转簧9提供压力,实现料片的分离。
21.技术方案中所述上部吸盘结构4的伸出气缸12伸出带动吸盘组件14将零件吸起,气缸缩回带动吸盘组件14和零件回位,实现上料位置的准确定位。
22.与现有技术相比本实用新型的有益效果是:
23.1、可以适用于可堆叠的各种形状的零件;
24.2、使用步进电机驱动控制,步距准确可靠,调整方便;
25.3、搬运精准,运行平稳,连续不断动作;
附图说明
26.下面结合附图对本实用新型作进一步的说明:
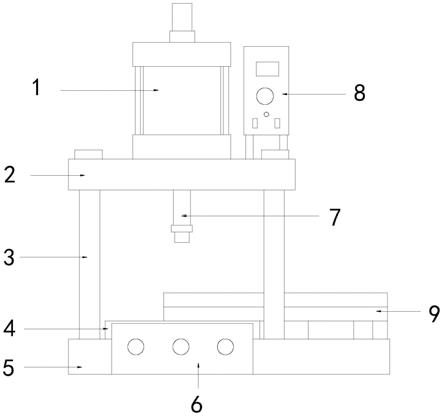
27.图1为本实用新型所述的自动凸焊堆叠上料机构整体结构示意图;
28.图2为本实用新型所述的主体支撑结构示意图;
29.图3为本实用新型所述的下部上料结构示意图;
30.图4为本实用新型所述的中间分料结构示意图;
31.图5为本实用新型所述的上部吸盘结构示意图;
32.图6为本实用新型所述的工作原理示意图。
33.图中:
34.1、主体支撑结构;2、下部上料结构;3、中间分料结构;4、上部吸盘结构;5、步进电机;6、丝杠;7、零件定位组件;8、锯齿状分料挡块;9、扭力转簧;10、到位传感器a;11、限位气缸组件;12、伸缩气缸;13、到位传感器b;14、吸盘组件;17、磁性开关a;18、磁性开关b;19、吸盘a;20、吸盘b;21、吸盘c。
具体实施方式
35.为使本实用新型实施的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行更加详细的描述。在附图中,自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。下面结合附图对本实用新型的实施例进行详细说明。
36.下面结合附图对本实用新型作详细的描述:
37.参阅图1,自动凸焊堆叠上料机构构成:主体支撑结构1,下部上料结构2(步进电机 零件固定结构),中间分料结构3,上部吸盘结构4。
38.参阅图2,主体支撑结构1:自动凸焊堆叠上料机构的底部支撑和定位结构;
39.参阅图3,下部上料结构2:零件的上料位置,由内部步进电机5,丝杠6和零件定位组件7组成;
40.参阅图4,中间分料结构3:实现零件与料堆分开的位置,由锯齿状分料挡块8、扭力转簧9、到位传感器a10和限位气缸组件11组成;
41.参阅图5,上部吸盘机构4:将中间分料结构的分出的单件,往复运动运送至上料结构的上部机器人抓件的位置,由伸缩气缸12、到位传感器b13和吸盘组件14构成;
42.吸盘组件14由吸盘a19、吸盘b20、吸盘c21共3个吸盘以及吸盘固定支架组成;
43.参阅图6,本实用新型所述的自动凸焊堆叠上料机构的工作原理如下:
44.1、磁性开关c17检测到信号,确认下部上料结构2的零件定位组件7在上件位置;
45.2、工人将100~150片零件放置下部上料结构2的零件定位组件7上,按上料按钮;
46.3、步进电机5驱动丝杠6转动,将放置在零件定位组件7上的零件运送至中间分料结构3处,此时限位气缸11组件为伸出状态,用以压紧零件;
47.4、到位传感器a10检测到单件后,将信号传递给plc,plc控制步进电机停止;
48.5、当中间分料结构3的到位传感器a10检测到单件后,将信号传递给plc,plc给上部吸盘机构4的伸缩气缸12信号,上部吸盘机构4的伸缩气缸12会进行伸出动作,运行至伸缩气缸12的伸出限位处停止;
49.6、随伸缩气缸12而动作的吸盘组件14进行动作将最上面的零件吸起,同时限位气缸组件11缩回,待吸盘组件14的吸盘达到真空气压要求后,伸缩气缸12回程,同时中间分料结构3的两侧的锯齿状分料挡块8通过扭力转簧9的压紧力,将被吸起的零件与后面的零件进行分离,保证吸盘只吸走一个零件;
50.7、伸缩气缸12回程到位后,上部吸盘机构4的到位传感器b13检测到零件到位,将信号反馈给plc,plc将信号传递给机器人,机器人进行抓件命令;同时中间分料结构3的限位气缸组件11伸出到位;
51.8、当机器人将零件抓起后,到位传感器b13检测到无单件,将信号反馈给plc,plc控制步进电机5动作,丝杆6自动前进一个料片厚度距离,重复4、5、6、7步骤;
52.9、当中间分料结构3的到位传感器a10检测无料时,步进电机5持续动作,通过丝杠推动零件定位组件7继续向上运动,当检测开关d18检测到零件定位组件7时,将信号传递给plc电气控制系统,plc电气控制系统控制步进电机驱动丝杠,将零件定位组件7退回至原点并报警,提醒工人上件,上件完成后按启动按钮,上料重复上述步骤。
53.本实用新型下部上料结构使用步进电机和丝杠控制零件的送进,位移精准;
54.中间分料结构3使用锯齿状分料块8,通过扭力转簧9提供压力,实现料片的分离;
55.上部吸盘结构4的伸出气缸12伸出带动吸盘将零件吸起,气缸缩回带动吸盘和零件回位,实现上料位置的准确定位;
56.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,凡在本实用新型
的精神和原则之内所作的任何修改、等同替换和改进等,都应涵盖在本实用新型的保护范围之内。同时本说明书中未作详细描述的内容均属于本领域技术人员公知的现有技术。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。