1.本技术涉及切削加工的领域,尤其是涉及一种精车内径喷气排屑冷却器。
背景技术:
2.轴套的质量对轴套的性能、寿命等均有较大的影响,因此对轴套的加工有较高要求。轴套的内径面通过车床进行加工。
3.相关技术中,车床包括安装座,安装座的顶部相对设置有卡盘和加工刀,加工刀可移动。轴套加工时,将轴套卡设于卡盘处,再通过加工刀的移动对轴套的内径面进行加工。
4.针对上述中的相关技术,发明人认为加工刀对轴套的内径面进行加工时会产生废屑,废屑易随加工刀在轴套的内径面上移动,从而导致轴套的内径面产生磨痕,降低了轴套的加工质量。
技术实现要素:
5.为了使轴套的内径面在加工时不易产生磨痕,提高轴套的加工质量,本技术提供一种精车内径喷气排屑冷却器。
6.本技术提供的一种精车内径喷气排屑冷却器采用如下的技术方案:
7.一种精车内径喷气排屑冷却器,包括安装座,安装座的顶部相对设置有卡盘和加工刀,所述安装座上还设置有排屑组件,所述排屑组件包括吹气风机、吹气管和吹气喷头;所述吹气风机设置于安装座上,所述吹气管的一端与吹气风机的出气口连通,所述吹气管的另一端与吹气喷头连通;所述吹气喷头位于卡盘靠近加工刀的一侧且位于卡盘中部,所述吹气喷头的风向与卡设于卡盘处的轴套的内径面相交。
8.通过采用上述技术方案,轴套加工时,先将轴套卡设于卡盘处,使此时的吹气喷头位于周套内。然后通过加工刀对轴套的内径面进行加工。加工的同时,启动吹气风机,气体通过吹气管由吹气喷头喷出,将轴套内径面加工产生的废屑从轴套内吹出,使轴套的内径面在加工时不易产生磨痕,从而提高轴套的加工质量。
9.可选的,所述吹气喷头远离吹气管的一端封闭,所述吹气管的周侧壁上开设有若干出风孔。
10.通过采用上述技术方案,气体从吹气管进入吹气喷头后,再从吹气喷头周侧壁上的出风孔中吹出,可实现吹气喷头的风向与卡设于卡盘处的轴套的内径面相交。
11.可选的,所述出风孔倾斜开设,所述出风孔的倾斜方向与轴套内径面的交点相较于出风孔靠近加工刀。
12.通过采用上述技术方案,出风孔内吹出的风能够将废屑从轴套靠近加工刀的一端吹出,从而不易使废屑从轴套靠近卡盘的一端吹出,使废屑不易落至卡盘内,便于废屑的清理。
13.可选的,所述卡盘靠近加工刀的一面上开设有轴件定位槽。
14.通过采用上述技术方案,将轴套放置于轴件定位槽内,从而将轴套卡设于卡盘处。
轴件定位槽能够对轴套进行定位,提高轴套卡设于卡盘上的位置的精准性。
15.可选的,所述吹气喷头与吹气管可拆卸连接。
16.通过采用上述技术方案,当吹气喷头损坏后,可通过将吹气喷头从吹气管上拆卸下,进行吹气喷头的更换,而不必更换吹气管,便于吹气喷头的更换。
17.可选的,所述安装座上设置有承接盒,所述承接盒位于卡设于卡盘处的轴套靠近加工刀的一端的正下方。
18.通过采用上述技术方案,废屑从轴套内吹出后,落至承接盒中,便于废屑的集中收集。
19.可选的,所述承接盒内壁的底面倾斜设置,所述承接盒底面的最低端处设置有排屑口,所述安装座上放置有清理桶,所述清理桶的开口位于排屑口的正下方。
20.通过采用上述技术方案,废屑落入承接盒中后,沿着承接盒内壁的底面落至排屑口处,再从排屑口处落至清理桶内。工作人员可通过清理桶将废屑倒至指定位置,便于废屑的集中清理。
21.可选的,所述安装座上开设有限位槽,所述清理桶的底部嵌设于限位槽内。
22.通过采用上述技术方案,限位槽能够对清理桶进行限位,提高清理桶放置的稳定性。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.轴套加工时,先将轴套卡设于卡盘处,使此时的吹气喷头位于周套内,然后通过加工刀对轴套的内径面进行加工,同时启动吹气风机,气体通过吹气管由吹气喷头喷出,将轴套内径面加工产生的废屑从轴套内吹出,使轴套的内径面在加工时不易产生磨痕,从而提高轴套的加工质量;
25.2.出风孔的设置,能够使废屑从轴套靠近加工刀的一端吹出,使废屑不易落至卡盘内,便于废屑的清理;
26.3.废屑从轴套内吹出后,落至承接盒中,沿着承接盒内壁的底面落至排屑口处,再从排屑口处落至清理桶内,工作人员可通过清理桶将废屑倒至指定位置,便于废屑的集中清理。
附图说明
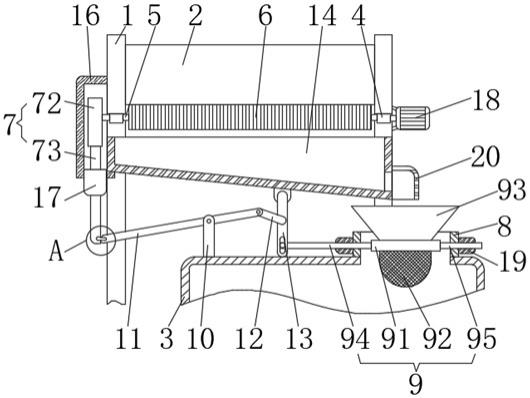
27.图1是本技术实施例中用于展示精车内径喷气排屑冷却器整体结构的示意图。
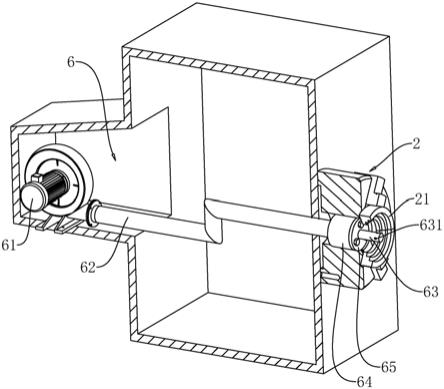
28.图2是本技术实施例中用于展示卡盘的结构示意图。
29.图3是本技术实施例中用于展示机壳内部的结构示意图。
30.附图标记说明:1、安装座;11、限位槽;2、卡盘;21、夹爪;211、轴件定位槽;2111、第一定位槽;2112、第二定位槽;3、加工刀;4、轴套;5、机壳;6、排屑组件;61、吹气风机;62、吹气管;63、吹气喷头;631、出风孔;64、安装筒;65、安装环;7、承接盒;71、排屑口;8、清理桶。
具体实施方式
31.以下结合附图1
‑
3对本技术作进一步详细说明。
32.本技术实施例公开一种精车内径喷气排屑冷却器。参照图1,精车内径喷气排屑冷却器包括安装座1,安装座1顶面的一侧安装有卡盘2,安装座1顶面的另一侧安装有两个加
工刀3。本实施例中,卡盘2为三爪卡盘2,卡盘2与加工刀3相对设置。轴套4加工时,将轴套4卡设于卡盘2处,再通过加工刀3对轴套4的内径面进行加工。
33.参照图1和图2,安装座1的顶面上固定安装有机壳5,机壳5位于加工刀3的一侧。卡盘2通过螺钉固定安装在机壳5靠近加工刀3的一面上。卡盘2的夹爪21靠近加工刀3的一面上开设有圆形的轴件定位槽211,轴件定位槽211的中心线与卡盘2的中心线共线。轴件定位槽211能够对轴套4进行定位,工作人员可通过将轴套4放置于轴件定位槽211内,便于将轴套4卡设于卡盘2上。轴件定位槽211包括同轴设置的第一定位槽2111和第二定位槽2112,第一定位槽2111相较于第二定位槽2112靠近加工刀3,第一定位槽2111的直径大于第二定位槽2112的直径,便于适应不同尺寸的轴套4。
34.参照图1和图3,安装座1上还安装有排屑组件6,排屑组件6包括吹气风机61,吹气管62和吹气喷头63。吹气风机61固定安装在安装座1的顶面上且位于机壳5内,吹气管62的一端位于机壳5内且与吹气风机61的出气口连通,吹气管62的另一端穿过机壳5靠近加工刀3的侧壁。吹气管62穿过安装块的一端套设有安装筒64,安装筒64的内侧壁与吹气管62的外侧壁固定连接,安装筒64穿过卡盘2且与卡盘2固定连接,安装筒64与卡盘2的夹爪21的中部连通。吹气喷头63位于卡盘2夹爪21的中部,且吹气喷头63位于安装筒64与加工刀3之间。吹气喷头63靠近安装筒64的一端的周侧壁上固定连接有安装环65,安装环65通过螺钉可拆卸安装在安装筒64上。吹气喷头63与安装筒64连通,从而与吹气管62连通。
35.参照图1和图2,吹气喷头63靠近加工刀3的一端封闭,吹气喷头63的周侧壁上开设有若干出风孔631。本实施例中出风孔631有四个,四个出风孔631沿吹气喷头63的周向等距排布。吹气喷头63的出风孔631的风向与轴套4的内径面相交,出风孔631倾斜开设,且出风孔631的倾斜方向与轴套4内径面的交点相较于出风孔631靠近加工刀3。轴套4加工的同时,启动吹气风机61,气体通过吹气管62由吹气喷头63喷出,将轴套4内径面加工产生的废屑从轴套4靠近加工刀3的一端吹出,使轴套4的内径面在加工时不易产生磨痕,以提高轴套4的加工质量。本实施例中,吹气风机61为冷风机,在将轴套4内废屑吹出的同时,还能对轴套4的加工处进行冷却。
36.参照图1,安装座1的顶面上固定安装有承接盒7。承接盒7位于卡设于卡盘2处的轴套4靠近加工刀3的一端的正下方,用于承接从轴套4内吹出的废屑。承接盒7呈倒梯形状,便于废屑落入承接盒7中。承接盒7内壁的底面倾斜设置,承接盒7底面的最低端处开设有排屑口71。安装座1上开设有限位槽11,限位槽11内放置有清理桶8。清理桶8的底部嵌设于限位槽11内,清理桶8顶端的开口位于排屑口71的正下方。废屑落入承接盒7中后,沿着承接盒7内壁的底面落至清理桶8内。工作人员可将清理桶8内的废屑倒至指定位置,便于废屑的集中清理。
37.本技术实施例一种精车内径喷气排屑冷却器的实施原理为:轴套4加工时,将轴套4放置于轴件定位槽211内,将轴套4卡设于卡盘2上,再通过加工刀3对轴套4的内径面进行加工。加工的同时,启动吹气风机61,气体通过吹气管62由吹气喷头63喷出,将轴套4内径面加工产生的废屑从轴套4靠近加工刀3的一端吹出,使轴套4的内径面在加工时不易产生磨痕,以提高轴套4的加工质量。轴套4内的废屑从轴套4靠近加工刀3的一端吹出后,落至承接盒7中,再沿着承接盒7内壁的底面落至清理桶8内,工作人员可将清理桶8内的废屑倒至指定位置,进行废屑的集中清理。
38.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。