技术特征:
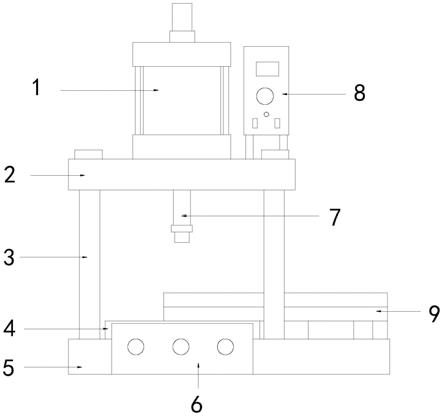
1.一种自动凸焊堆叠上料机构,包括plc电气控制系统,其特征在于:还包括主体支撑结构(1)、下部上料结构(2)、中间分料结构(3)、上部吸盘结构(4);所述下部上料机构(2)、中间分料结构(3),上部吸盘结构(4)均安装在主体支撑结构(1)上。2.根据权利要求1所述的一种自动凸焊堆叠上料机构,其特征在于:所述下部上料结构(2)主要由步进电机(5)、丝杠(6)和零件定位组件(7)组成;所述步进电机(5)通过丝杠(6)转动带动零件定位组件(7)至中间分料结构(3)处。3.根据权利要求2所述的一种自动凸焊堆叠上料机构,其特征在于:所述中间分料结构(3)主要由锯齿状分料挡块(8)、扭力转簧(9)、到位传感器a(10)、限位气缸组件(11)和定位支撑块(15)组成;所述到位传感器a(10)安装在定位支撑块(15)上,感应零件定位组件(7)运送的单件位置;所述扭力转簧(9)安装在锯齿状分料挡块(8)的背部开槽位置处,两者安装在定位支撑块(15)的方槽内,锯齿状分料挡块(8)通过扭力转簧(9)施加的压力分离单件;所述限位气缸组件(11)安装在锯齿状分料块(8)同侧。4.根据权利要求3所述的一种自动凸焊堆叠上料机构,其特征在于:所述限位气缸组件(11)对称设置两件。5.根据权利要求3所述的一种自动凸焊堆叠上料机构,其特征在于:所述上部吸盘机构(4)主要由伸缩气缸(12)、到位传感器b(13)和吸盘组件(14)构成;所述伸缩气缸(12)安装在主体支撑结构(1)上,用于带动吸盘组件(14)进行动作;所述吸盘组件(14)安装在伸缩气缸(12)上,由伸缩气缸(12)的伸出带动吸盘组件(14)运动至中间分料结构(3)处,吸起单件后伸缩气缸(12)缩回带动吸盘组件(14)和被吸起的零件回位;所述到位传感器b(13)安装在伸缩气缸(12)回程到位的位置,所述到位传感器b(13)将检测到的吸盘组件(14)吸起的零件到位后,到位传感器b(13)将信号反馈给plc电气控制系统,plc电气控制系统将信号传递给机器人,机器人进行抓件命令。6.根据权利要求5所述的一种自动凸焊堆叠上料机构,其特征在于:所述plc电气控制系统控制步进电机(5)的前进和后退动作,所述plc电气控制系统控制限位气缸组件(11)和伸缩气缸(12)的伸出和缩回动作。7.根据权利要求2所述的一种自动凸焊堆叠上料机构,其特征在于:所述下部上料结构使用步进电机和丝杠控制零件的送进,位移精准。8.根据权利要求3所述的一种自动凸焊堆叠上料方法,其特征在于:所述中间分料结构(3)使用锯齿状分料块(8),通过扭力转簧(9)提供压力,实现料片的分离。9.根据权利要求5所述的一种自动凸焊堆叠上料方法,其特征在于:所述上部吸盘结构(4)的伸出气缸(12)伸出带动吸盘组件(14)将零件吸起,气缸缩回带动吸盘组件(14)和零件回位,实现上料位置的准确定位。
技术总结
本实用新型属于焊接技术领域,涉及一种自动凸焊堆叠上料机构。包括PLC电气控制系统、主体支撑结构、下部上料结构、中间分料结构、上部吸盘结构;下部上料结构主要由步进电机、丝杠和零件定位组件组成;步进电机通过丝杠转动带动零件定位组件至中间分料结构处;中间分料结构使用锯齿状分料块,通过扭力转簧提供压力,实现料片的分离;PLC电气控制系统控制步进电机的前进和后退动作,PLC电气控制系统控制限位气缸组件和伸缩气缸的伸出和缩回动作。本实用新型适用于可堆叠的各种形状的零件;使用步进电机驱动控制,步距准确可靠,调整方便;搬运精准,运行平稳,连续不断动作。连续不断动作。连续不断动作。
技术研发人员:于传枫 张晓东 王立地 刘广志
受保护的技术使用者:长春一汽富维汽车零部件股份有限公司冲压件分公司
技术研发日:2021.07.13
技术公布日:2022/3/29
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。