1.本发明涉及钣金冲压领域,特别涉及一种上下料装置。
背景技术:
2.冲钣金压件是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法,冲压和锻造同属塑性加工(或称压力加工),合称锻压,冲压的坯料主要是热轧和冷轧的钢板和钢带。
3.在使用者对大型钣金件进行冲压加工时,需要用到冲压床,然而现有的冲压床在冲压过程中,大多只能将产品送到指定位置,不能适应不同模具定位。而冲床需要更换不同产品和模具,从而不可对产品进行快速定位冲压工作,同时在产品上料过程中,大多为人工上料,也不便于使用者对产品进行快速上料,大大降低钣金冲压件的加工成型速率。因此,有必要提供大型超高精密钣金冲压件自动上下料装置解决上述技术问题;这样可以提高工作效率,降低成本,避免人工进行干预,提高精度。
技术实现要素:
4.本发明的目的是提供一种汽车钣金冲压快速上下料装置,该发明能够进行各个方向的移动,在抓取的过程中能够快速的对待冲压的板材进行分离,然后进行快速抓取,提高冲压工作的效率。
5.本发明的目的是这样实现的:一种汽车钣金冲压快速上下料装置,包括装置本体,所述装置本体包括固定机构和移动机构,移动机构上配合设置有抓取机构,各个机构之间配合设置,所述移动机构与固定机构之间通过对应的轨道进行各个方向的移动,所述抓取机构安装在移动机构的末端位置,抓取机构包括主抓取组件和副抓取组件,主抓取组件和副抓取组件错开设置;所述主抓取组件和副抓取组件之间配合进行抓取工作。
6.本发明工作时,移动机构相对于固定机构进行移动,移动机构安装定位组件通过横向轨道在横向固定座上进行横向滑动,同时前后伸缩机构带动移动机构进行前后移动,这样可以将主抓取组件和副抓取组件快速的移动到需要抓取板材的附近准备进行抓取;抓取时候,主抓取组件缓慢朝下移动,使得吸盘橡胶件与待吸附板材相接,并逐渐朝下移动,在此过程中吸盘固定柱的顶部不断的进行抽真空,使得真空机构内部的空气不断的被压缩和抽吸出来,与此同时,吸盘橡胶件会不断的进行收缩,这样可以有效的对待吸附板材进行吸附,而设置在真空机构内部的螺栓可以有效的避免吸盘橡胶件变形过渡;吸附主之后,此时位于旁边的副抓取组件的u形管道的左侧和右侧配合进行吹气,并将待吸附的板材和其他板材尽可能的进行分离,这样可以提高吸附的安全性,避免一次性吸附两片或者在吸附过程中另外一片意外掉落。
7.本发明的有益效果在于,该发明能够进行各个方向的移动,在抓取的过程中能够快速的对待冲压的板材进行分离,然后进行快速抓取,提高冲压工作的效率。
8.作为本发明的进一步改进,为保证固定机构固定稳定,而且确保移动机构安装定
位组件移动可靠,提高效率;所述固定机构包括纵向固定座,配合纵向固定座设置的横向固定座,安装在横向固定座上的横向轨道,配合横向轨道安装设置的移动机构安装定位组件,所述移动机构安装定位组件通过横向轨道在横向固定座上进行横向滑动;所述移动安装定位组件上配合设置有前后伸缩机构,所述前后伸缩机构带动移动机构进行前后移动。
9.作为本发明的进一步改进,为保证抓取机构抓取可靠,而且抓取效率高;所述抓取机构的主抓取组件设置在前端,抓取机构的副抓取组件设置在后端,主抓取组件和副抓取组件间隔一段距离设置;所述主抓取组件为吸盘吸附组件,所述副抓取组件为定位分开组件。
10.作为本发明的进一步改进,为保证主抓取组件能够有效的进行抓取工作,提高工作的稳定性;所述主抓取组件包括主固定部,贯穿主固定部设置的主伸缩气缸,配合主伸缩气缸设置的主定位杆,设置在主伸缩气缸及主定位杆末端位置的吸盘机构;所述副抓取组件包括副固定部,贯穿副固定部设置的副伸缩气缸,配合副伸缩气缸设置的副定位杆,设置在副伸缩气缸及副定位杆末端位置的分离组件,所述分离组件用于将两片待冲压板材分离。
11.作为本发明的进一步改进,为保证吸盘机构能够有效快速的对物料板材进行吸取;所述吸盘机构包括吸盘固定板,吸盘固定板上设置有若干组通孔,若干组通孔内设置有吸盘固定柱,吸盘固定柱通过定位螺栓固定在若干组通孔中,所述吸盘固定柱为空心设置,吸盘固定柱的底部设置在真空机构,吸盘固定柱与真空机构连接,所述吸盘固定柱的外周配合设置有支撑外壳,所述真空机构的底部设置有吸盘橡胶件,所述支撑外壳与吸盘橡胶件之间设置有限位卡扣;所述吸盘固定柱上还设置有弹簧。
12.作为本发明的进一步改进,为保证吸盘固定柱能够稳定的进行抽气,然后进行吸附;所述吸盘固定柱与真空机构一体成型设置,吸盘固定柱的底部通过螺栓锁紧在真空机构的内部,所述真空机构呈空心的圆柱形状设置,该螺栓与真空机构的底部平面平行;所述支撑外壳套装在真空机构的外周,支撑外壳的底部安装有吸盘橡胶件,吸盘橡胶件呈盆形状并倒扣安装在支撑外壳上,所述限位卡扣纵向设置固定安装在支撑外壳上,所述限位卡扣的上下高度可以调节。
13.作为本发明的进一步改进,为保证吸盘机构工作稳定,抓取可靠 ,抓取的效率高,不会在抓取过程中掉落;所述吸盘机构上吸盘固定板包括左侧板和右侧板,左侧板上设置有四组通孔并固定安装四组吸盘固定柱,所述右侧板上设置有四组通孔并固定安装四组吸盘固定柱,所述吸盘固定柱的顶部设置有负压抽吸孔并依次与负压抽吸装置进行连接。
14.作为本发明的进一步改进,为保证分离组件能够快速配合进行板材分离工作,提高安全性;所述分离组件包括u形管道,该u形管道的左侧和右侧配合设置有若干组吹气孔,u形管道与空压机连接并进行吹气。
附图说明
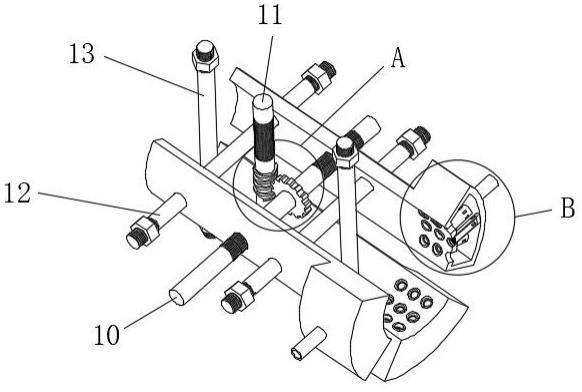
15.图1为本发明的主视图。
16.图2为本发明的侧视图。
17.图3为主抓取组件的主视图。
18.其中,1纵向固定座、2横向固定座、3横向轨道、4副抓取组件、5主抓取组件、6主定
位杆、7主伸缩气缸、8前后伸缩机构、9u形管道、10吹气孔、11吸盘固定板、12通孔、13弹簧、14支撑外壳、15吸盘橡胶件、16限位卡扣、17真空机构、18螺栓、19吸盘固定柱、20左侧板、21右侧板。
具体实施方式
19.如图1-3所示,本发明的目的是这样实现的:一种汽车钣金冲压快速上下料装置,包括装置本体,所述装置本体包括固定机构和移动机构,移动机构上配合设置有抓取机构,各个机构之间配合设置,所述移动机构与固定机构之间通过对应的轨道进行各个方向的移动,所述抓取机构安装在移动机构的末端位置,抓取机构包括主抓取组件5和副抓取组件4,主抓取组件5和副抓取组件4错开设置;所述主抓取组件5和副抓取组件4之间配合进行抓取工作;所述固定机构包括纵向固定座1,配合纵向固定座1设置的横向固定座2,安装在横向固定座2上的横向轨道3,配合横向轨道3安装设置的移动机构安装定位组件,所述移动机构安装定位组件通过横向轨道3在横向固定座2上进行横向滑动;所述移动安装定位组件上配合设置有前后伸缩机构8,所述前后伸缩机构8带动移动机构进行前后移动;所述抓取机构的主抓取组件5设置在前端,抓取机构的副抓取组件4设置在后端,主抓取组件5和副抓取组件4间隔一段距离设置;所述主抓取组件5为吸盘吸附组件,所述副抓取组件4为定位分开组件;所述主抓取组件5包括主固定部,贯穿主固定部设置的主伸缩气缸7,配合主伸缩气缸7设置的主定位杆6,设置在主伸缩气缸7及主定位杆6末端位置的吸盘机构;所述副抓取组件4包括副固定部,贯穿副固定部设置的副伸缩气缸,配合副伸缩气缸设置的副定位杆,设置在副伸缩气缸及副定位杆末端位置的分离组件,所述分离组件用于将两片待冲压板材分离;所述吸盘机构包括吸盘固定板11,吸盘固定板11上设置有若干组通孔12,若干组通孔12内设置有吸盘固定柱19,吸盘固定柱19通过定位螺栓18固定在若干组通孔12中,所述吸盘固定柱19为空心设置,吸盘固定柱19的底部设置在真空机构17,吸盘固定柱19与真空机构17连接,所述吸盘固定柱19的外周配合设置有支撑外壳14,所述真空机构17的底部设置有吸盘橡胶件15,所述支撑外壳14与吸盘橡胶件15之间设置有限位卡扣16;所述吸盘固定柱19上还设置有弹簧13;所述吸盘固定柱19与真空机构17一体成型设置,吸盘固定柱19的底部通过螺栓18锁紧在真空机构17的内部,所述真空机构17呈空心的圆柱形状设置,该螺栓18与真空机构17的底部平面平行;所述支撑外壳14套装在真空机构17的外周,支撑外壳14的底部安装有吸盘橡胶件15,吸盘橡胶件15呈盆形状并倒扣安装在支撑外壳14上,所述限位卡扣16纵向设置固定安装在支撑外壳14上,所述限位卡扣16的上下高度可以调节;所述吸盘机构上吸盘固定板11包括左侧板20和右侧板21,左侧板20上设置有四组通孔12并固定安装四组吸盘固定柱19,所述右侧板21上设置有四组通孔12并固定安装四组吸盘固定柱19,所述吸盘固定柱19的顶部设置有负压抽吸孔并依次与负压抽吸装置进行连接;所述分离组件包括u形管道9,该u形管道9的左侧和右侧配合设置有若干组吹气孔10,u形管道9与空压机连接并进行吹气。
20.本发明工作时,移动机构相对于固定机构进行移动,移动机构安装定位组件通过横向轨道3在横向固定座2上进行横向滑动,同时前后伸缩机构8带动移动机构进行前后移动,这样可以将主抓取组件5和副抓取组件4快速的移动到需要抓取板材的附近准备进行抓取;抓取时候,主抓取组件5缓慢朝下移动,使得吸盘橡胶件15与待吸附板材相接,并逐渐朝
下移动,在此过程中吸盘固定柱19的顶部不断的进行抽真空,使得真空机构17内部的空气不断的被压缩和抽吸出来,与此同时,吸盘橡胶件15会不断的进行收缩,这样可以有效的对待吸附板材进行吸附,而设置在真空机构17内部的螺栓18可以有效的避免吸盘橡胶件15变形过渡;吸附主之后,此时位于旁边的副抓取组件4的u形管道9的左侧和右侧配合进行吹气,并将待吸附的板材和其他板材尽可能的进行分离,这样可以提高吸附的安全性,避免一次性吸附两片或者在吸附过程中另外一片意外掉落。
21.本发明并不局限于上述实施例,在本发明公开的技术方案的基础上,本领域的技术人员根据所公开的技术内容,不需要创造性的劳动就可以对其中的一些技术特征作出一些替换和变形,这些替换和变形均在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。