1.本发明属于不锈钢风管技术领域,具体的说是一种不锈钢风管施工工艺。
背景技术:
2.常见的不锈钢风管形状有圆形和矩形两种,在绝大多数情况下,矩形管道所占用的空间都要大于圆形管道,其工作效率相对于圆形管而言有较大提升,广泛应用于食品加工、药业制品、电子工业、购物中心和航空航天制造等领域。
3.不锈钢风管成品具有优异的耐蚀性、耐热性、高强度等物化性能,常应用在多种气密性要求较高的工艺排气系统、溶剂排气系统、有机排气系统、废气排气系统及普通排气系统室外部分、湿热排气系统以及排烟除尘系统等。
4.现有技术中不锈钢矩形风管在生产加工过程中,缺少统一的制作方法及流程,使得不锈钢矩形风管成品质量得不到保证,导致不锈钢矩形风管密封效果不理想,从而降低了不锈钢矩形风管的使用寿命以及排油烟的效率。
5.为此,本发明提供一种不锈钢风管施工工艺。
技术实现要素:
6.为了弥补现有技术的不足,以解决背景技术中不锈钢矩形风管在生产加工过程中,缺少统一的制作方法及流程,使得不锈钢矩形风管成品质量得不到保证,导致不锈钢矩形风管密封效果不理想,从而降低了不锈钢矩形风管的使用寿命以及排油烟的效率的问题,本发明提出的一种不锈钢风管施工工艺,其施工工艺包括以下步骤:
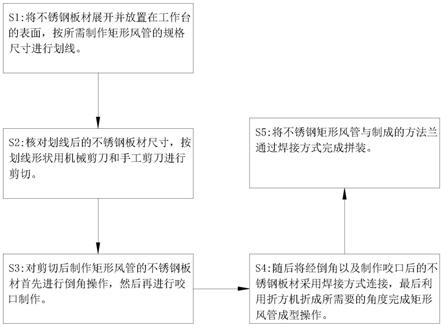
7.s1:将不锈钢板材展开并放置在工作台的表面,按所需制作矩形风管的规格尺寸进行划线;
8.s2:核对划线后的不锈钢板材尺寸,按划线形状用机械剪刀和手工剪刀进行剪切;
9.s3:对剪切后制作矩形风管的不锈钢板材首先进行倒角操作,然后再进行咬口制作;
10.s4:随后将经倒角以及制作咬口后的不锈钢板材采用焊接方式连接,最后利用折方机折成所需要的角度完成矩形风管成型操作;
11.s5:将不锈钢矩形风管与制成的方法兰通过焊接方式完成拼装。
12.优选的,所述s1中,划线的基本方式有:直角线、垂直平分线、平行线、角平分线、直线等分和圆等分等,而展开方法宜采用平行线法、放射线法和三角线法。
13.优选的,所述s1中,根据图及大样风管不同的几何形状和规格、分别进行划线展开。
14.优选的,所述s2中,使用固定式震动剪两手要扶稳钢板,手离刀口不得小于5cm,用力均匀适当。
15.优选的,所述s3中,倒角过程中使用到的工具为倒角机或剪刀。
16.优选的,所述s4中,不锈钢风管均采用全程自动氩弧焊连接方法。
17.优选的,所述s4中,不锈钢风管在折方操作时要使得机械上刀片中心线与下模中心线重合。
18.优选的,所述s5中,方法兰由四根不锈钢角钢组焊而成,划线下料时应注意使焊成后的法兰内径不能小于风管的外径,用型钢切割机按线切断。
19.本发明的有益效果如下:
20.1.本发明所述的一种不锈钢风管施工工艺,通过按照统一的制作方法及流程对不锈钢矩形风管生产加工,有助于提高矩形风管的密封效果,进而大大提高了矩形风管的使用寿命以及排油烟效率。
附图说明
21.下面结合附图对本发明作进一步说明。
22.图1是本发明不锈钢风管施工工艺的流程图;
具体实施方式
23.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
24.如图1所示,本发明所述的一种不锈钢风管施工工艺,其施工工艺包括以下步骤:
25.s1:将不锈钢板材展开并放置在工作台的表面,按所需制作矩形风管的规格尺寸进行划线;
26.s2:核对划线后的不锈钢板材尺寸,按划线形状用机械剪刀和手工剪刀进行剪切;
27.s3:对剪切后制作矩形风管的不锈钢板材首先进行倒角操作,然后再进行咬口制作;
28.s4:随后将经倒角以及制作咬口后的不锈钢板材采用焊接方式连接,最后利用折方机折成所需要的角度完成矩形风管成型操作;
29.s5:将不锈钢矩形风管与制成的方法兰通过焊接方式完成拼装。
30.作为本发明的一种实施方式,所述s1中,划线的基本方式有:直角线、垂直平分线、平行线、角平分线、直线等分和圆等分等,而展开方法宜采用平行线法、放射线法和三角线法;所述s1中,根据图及大样风管不同的几何形状和规格、分别进行划线展开;使用时,工作人员将制作矩形风管的不锈钢板材平铺在工作台表面,采用划线工具按照设计图纸以及样品风管的几何形状进行划线操作,使得板材表面呈现出一个完整的风管轮廓,满足风管制作使用要求的同时,避免了板材的浪费,有助于提高板材的利用率。
31.作为本发明的一种实施方式,所述s2中,使用固定式震动剪两手要扶稳钢板,手离刀口不得小于5cm,用力均匀适当;使用时,经过划线后的不锈钢板材在剪切前也必须进行下料的复核,另外要注意在不锈钢板材剪切过程中,工作人员的手严禁伸入机械压板空隙中,并且上刀架不准放置任何工具物品,对不锈钢板材剪切方位进行调整时,工作人员的脚不允许放置在踏板上,从而有效了保证了工作人员在不锈钢板材剪切过程中的人身安全,进而提高了板材的剪切效率。
32.作为本发明的一种实施方式,所述s3中,倒角过程中使用到的工具为倒角机或剪刀;使用时,当制作矩形风管用的不锈钢板材下料后在轧口之前,工作人员必须使用到倒角
机或剪刀对不锈钢板材进行倒角工作,而倒角形状则以实际的产品形状来定。
33.作为本发明的一种实施方式,所述s4中,不锈钢风管均采用全程自动氩弧焊连接方法;使用时,制作矩形风管的不锈钢板材厚度为1.2mm,刚好达到自动氩弧的焊接界限,焊缝形式应根据风管的构造和焊接方法而定,而对矩形风管的制作应当采用纵向直缝焊接,由于矩形风管的用途是主要用于厨房的排油烟,矩形风管内壁不允许出现凹痕和楞筋,所以制作的单段矩形风管长度不宜超过1200mm,对超过1200mm的管件及弯头部件需采用外部焊接加固框进行补强加固,补强加固框与风管连接常采用间断氩弧焊连接。
34.作为本发明的一种实施方式,所述s4中,不锈钢风管在折方操作时要使得机械上刀片中心线与下模中心线重合;使用时,工作人员在经过氩弧焊连接方法焊接好后的不锈钢板材表面利用划线工具画上折方线,再将不锈钢板材画好的折方线那一面放置在折方机上,并置于下模的中心线,折方操作时,需要将刀片中心线与下模中心线对齐,折方过程中工作人员应当与折方机保持一定安全距离,避免被翻转的钢板或配重碰伤。
35.作为本发明的一种实施方式,所述s5中,方法兰由四根不锈钢角钢组焊而成,划线下料时应注意使焊成后的法兰内径不能小于风管的外径,用型钢切割机按线切断;使用时,工作人员将方法兰经下料调直后放在冲床上冲击铆钉孔及螺栓孔、孔距不应大于150mm,冲孔后的角钢放在焊接平台上进行焊接,焊接过程中需按各规格模具卡紧,对于矩形风管大边长小于等于630mm的,需要使用到的法兰规格是30*3,对于矩形风管大边长大于800mm小于1250mm的,需要使用到的法兰规格是30*4,对于矩形风管大边长大于1600mm小于2500mm的,需要使用到的法兰规格是40*4,在与角钢法兰连接时,壁厚为1.2mm的不锈钢风管可采用翻边点焊,点焊时法兰与矩形风管壁外表面贴合。
36.工作原理:该方法使用时,工作人员将制作矩形风管的不锈钢板材平铺在工作台表面,采用划线工具按照设计图纸以及样品风管的几何形状进行划线操作,使得板材表面呈现出一个完整的风管轮廓,满足风管制作使用要求的同时,避免了板材的浪费,有助于提高板材的利用率,经过划线后的不锈钢板材在剪切前也必须进行下料的复核,另外要注意在不锈钢板材剪切过程中,手严禁伸入机械压板空隙中,并且上刀架不准放置任何工具物品,对不锈钢板材剪切方位进行调整时,工作人员的脚不允许放置在踏板上,从而有效了保证了工作人员在不锈钢板材剪切过程中的人身安全,进而提高了板材的剪切效率,当制作矩形风管用的不锈钢板材下料后在轧口之前,工作人员必须使用到倒角机或剪刀对不锈钢板材进行倒角工作,而倒角形状则以实际的产品形状来定,制作矩形风管的不锈钢板材厚度为1.2mm,刚好达到自动氩弧的焊接界限,焊缝形式应根据风管的构造和焊接方法而定,而对矩形风管的制作应当采用纵向直缝焊接,由于矩形风管的用途是主要用于厨房的排油烟,矩形风管内壁不允许出现凹痕和楞筋,所以制作的单段矩形风管长度不宜超过1200mm,对超过1200mm的管件及弯头部件需采用外部焊接加固框进行补强加固,补强加固框与风管连接常采用间断氩弧焊连接,工作人员在经过氩弧焊连接方法焊接好后的不锈钢板材表面利用划线工具画上折方线,再将不锈钢板材画好的折方线那一面放置在折方机上,并置于下模的中心线,折方操作时,需要将刀片中心线与下模中心线对齐,折方过程中工作人员应当与折方机保持一定安全距离,避免被翻转的钢板或配重碰伤,工作人员将方法兰经下料调直后放在冲床上冲击铆钉孔及螺栓孔、孔距不应大于150mm,冲孔后的角钢放在焊接平台上进行焊接,焊接过程中需按各规格模具卡紧,对于矩形风管大边长小于等于630mm的,需
要使用到的法兰规格是30*3,对于矩形风管大边长大于800mm小于1250mm的,需要使用到的法兰规格是30*4,对于矩形风管大边长大于1600mm小于2500mm的,需要使用到的法兰规格是40*4,在与角钢法兰连接时,壁厚为1.2mm的不锈钢风管可采用翻边点焊,点焊时法兰与矩形风管壁外表面贴合。
37.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制。
38.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。