1.本发明属于回转类零件高精度加工领域,尤其涉及一种用于车床回转零件自动找正的机构。
背景技术:
2.目前,某些车床回转零件具有高找正的要求,例如航空航天类多品种小批量的零部件回转零件的车削加工,这些高精度回转零件具有难以形成自动化产线的技术难题,以往此类车床是人工找正基准,手动调整后进行加工。
3.基于以上,本技术提供了解决以上技术问题的技术方案。尤其适合航空航天高精度零部件的自动化生产。
技术实现要素:
4.本发明的第一目的在于获得一种车床自动找正的机构,适用于回转类零件的高精度加工,尤其适合航空航天高精度零部件的自动化生产。
5.本发明的第二目的在于获得一种车床自动找正的方法,适用于回转类零件的高精度加工,尤其适合航空航天高精度零部件的自动化生产。
6.本发明第一方面提供一种车床自动找正的机构,其适用于回转类零件的高精度加工,包括第一找正系统和第二找正系统,所述第一找正系统为零点定位系统,通过所述零点定位系统使得所述回转类零件定位在所述车床的母盘上,将所述回转类零件相对其回转体中心线的第一精度偏差控制为0.015-0.03mm;所述第二找正系统包括数控定位系统,所述数控定位系统包括测量单元、计算单元和调整单元,所述测量单元设置为对所述第一精度偏差进行测量,所述计算单元设置为根据所测得的第一精度偏差值、通过预设的数控程序计算所述回转类零件的圆周三个方向上的偏移量,所述调整单元设置为根据计算所得的所述回转类零件的圆周三个方向上的偏移量,通过所述数控程序驱动所述车床的推动机构对设在所述车床上的三爪卡盘进行定位偏差的矫正微调,使得所述回转类零件相对其回转体中心线的第二精度偏差控制为0.01mm以内。
7.在本发明的一个具体实施方式中,所述回转类零件的回转体中心线的第二精度偏差控制为0.004mm以内。
8.在本发明的一个具体实施方式中,所述回转类零件为航空航天类回转类零件,且所述回转类零件的回转体中心线的第二精度偏差控制为0.001mm以内。
9.在本发明的一个具体实施方式中,所述调整单元一次性完成调整,使得所述第二精度偏差控制在所需精度范围内。
10.在本发明的一个具体实施方式中,若未达到所述所需精度,则所述调整单元进行再次定位偏差矫正微调,直至达到所述的所需精度为止。
11.在本发明的一个具体实施方式中,所述计算单元在通过预设的数控程序计算所述第一零件中心基准的偏移量,采用对零件的圆周0
°
/120
°
/240
°
三个方向进行计算偏移量。
12.在本发明的一个具体实施方式中,所述调整单元中,所述车床的推动机构为所述车床的主轴,其通过对设在所述车床上的可调整的三爪卡盘进行偏心轮微调,从而使得定位偏差得到所需的矫正微调。
13.本发明的第二方面提供一种车床自动找正的方法,其适用于回转类零件的高精度加工,其采用本发明所述的车床自动找正系统,通过所述零点定位系统使得所述回转类零件定位在所述车床的母盘上,将所述回转类零件相对其回转体中心线的第一精度偏差控制为0.015-0.03mm;所述测量单元对所述第一精度偏差进行测量,所述计算单元根据所测得的第一精度偏差值、通过预设的数控程序计算所述回转类零件的圆周三个方向上的偏移量,所述调整单元根据计算所得的所述回转类零件的圆周三个方向上的偏移量,通过所述数控程序驱动所述车床的推动机构对设在所述车床上的三爪卡盘进行定位偏差的矫正微调,使得所述回转类零件相对其回转体中心线的第二精度偏差控制为0.01mm以内。
14.在本发明的一个具体实施方式中,所述第二精度偏差控制为不高于0.004mm。
15.在本发明的一个具体实施方式中,所述第二精度偏差控制为不高于0.001mm。
16.本发明能够带来以下至少一种有益效果:(1)适用于回转类零件的高精度加工,尤其适合航空航天高精度零部件的自动化生产。本发明的优选例中,精度偏差甚至可控制为微米级,符合航空航天高精度零部件的最高精度要求。
17.(2)通过零点系统的粗定位,和微调系统的精定位,使得本发明可以实现无人的自动找正系统,做到自动化产线。
附图说明
18.下面将以明确易懂的方式,结合附图说明优选实施方式,对上述特性、技术特征、优点及其实现方式予以进一步说明。
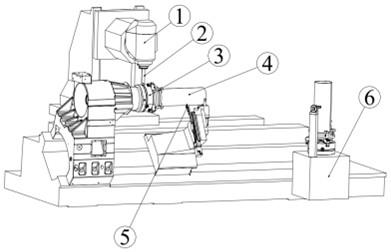
19.图1为机床自动找正并调整系统;图2为可调整三爪卡盘。
20.附图标号说明:其中1-机床主轴,2-内六方扳手,3-可调整卡盘,4-零件,5-数显千分表,6-线外安装台;7-可调整的内六方螺丝。
具体实施方式
21.本发明中,发明人经过了广泛和深入的试验,发现通过零点系统的粗定位,和微调系统的精定位,使得本发明可以实现无人的自动找正系统,做到自动化产线,尤其是,其适用于回转类零件的高精度加工,尤其适合航空航天高精度零部件的自动化生产。
22.除非另有明确的规定和限定,本发明中所述的“或”,包含了“和”的关系。所述“和”相当于布尔逻辑运算符“and”,所述“或”相当于布尔逻辑运算符“or”,而“and”是“or”的子集。
23.除非另有明确的规定和限定,本发明的术语“相连”、“连通”、“连接”应作广义理解,例如,可以使固定连接,也可以是通过中介媒介间相连,可以是两个元件内部的连通或者两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
24.以下对本发明的各个方面进行详述:车床自动找正的机构本发明提供一种车床自动找正的机构,适用于回转类零件的高精度加工,包括第一找正系统和第二找正系统,所述第一找正系统为零点定位系统,通过所述零点定位系统使得所述回转类零件定位在所述车床的母盘上,将所述回转类零件相对其回转体中心线的第一精度偏差控制为0.015-0.03mm;所述第二找正系统包括数控定位系统,所述数控定位系统包括测量单元、计算单元和调整单元,所述测量单元设置为对所述第一精度偏差进行测量,所述计算单元设置为根据所测得的第一精度偏差值、通过预设的数控程序计算所述回转类零件的圆周三个方向上的偏移量,所述调整单元设置为根据计算所得的所述回转类零件的圆周三个方向上的偏移量,通过所述数控程序驱动所述车床的推动机构对设在所述车床上的三爪卡盘进行定位偏差的矫正微调,使得所述回转类零件相对其回转体中心线的第二精度偏差控制为0.01mm以内。
25.在本发明的一个具体实施方式中,所述回转类零件的回转体中心线的第二精度偏差控制为0.004mm以内。
26.在本发明的一个具体实施方式中,所述回转类零件为航空航天类回转类零件,且所述回转类零件的回转体中心线的第二精度偏差控制为0.001mm以内。
27.在本发明的一个具体实施方式中,所述第二精度偏差偏差控制为微米级,也即使得自动找正的精度整体上达到微米级。
28.本发明人发现,本发明的车床自动找正系统,通过零点系统的粗定位,和微调系统的精定位,使得本发明的车床可对所述回转类零件的回转体中心线进行高精度的物理矫正,并可以实现无人的自动找正系统,做到自动化产线。本发明涉及回转类零件高精度加工,可以实现无人干预加工。更具体而言,所述精定位进行测量(例如进行在机测量系统进行反馈而实现),计算(例如机床通过预设的宏程序计算),再通过调整单元进行调整(例如通过推动机构进行二次矫正定位误差而实现),使自动找正高精度要求的回转类零件成为可能。
29.第一找正系统所述第一找正系统可以按照本领域常规的方法调整精度偏差为0.015-0.03mm。包括但不限于,将零件和工装先在线下(生产线的准备区)进行人工装夹,通过机器人进行搬运和装夹到机床上,通过零点定位系统定位在机床的母盘上。
30.所述的零点定位系统是机械领域常用的自动定位夹具方式。具体例如,母盘是装有零点定位系统的转换工装,在母盘上再自动夹具定位一个子盘夹具。这种常用的机械自动夹具方式,定位误差通常在0.015-0.03mm之间。
31.第二找正系统在本发明的一个具体实施方式中,所述测量单元为在机测量系统。
32.在本发明的一个具体实施方式中,所述计算单元的预设的数控程序为预设的宏程序。
33.在本发明的一个具体实施方式中,所述调整单元的推动机构为主轴。
34.在本发明的一个具体实施方式中,所述调整单元一次性完成调整,使得所述第二精度偏差控制在所需精度范围内。
35.在本发明的一个具体实施方式中,若未达到所述所需精度,则所述调整单元进行再次定位偏差矫正微调,直至达到所述的所需精度为止。
36.在本发明的一个具体实施方式中,所述计算单元在通过预设的数控程序计算所述第一零件中心基准的偏移量,采用对零件的圆周三个方向进行计算偏移量。更具体的,采用对零件的圆周三个等分方向进行计算偏移量。优选地,采用对零件的圆周0
°
/120
°
/240
°
三个方向进行计算偏移量。
37.在本发明的一个具体实施方式中,所述调整单元中,所述车床的推动机构为所述车床的主轴,其通过对设在所述车床上的可调整的三爪卡盘进行偏心轮微调,从而使得定位偏差得到所需的矫正微调。
38.本发明的一个所述偏心轮微调的方式是拧螺丝进行偏心轮微调。更具体的,所述螺丝的顶端会顶着偏心轮位移,中心线就会偏移,完成此步骤,程序会执行下一步,调用机床的测头对工件的基准进行确认,如果合格则气动压紧零件,程序自动启动开始加工,如果不合格则继续微调,原则上是一次完成调整的。
39.本发明的数控系统可采用宏程序进行。所述宏程序给测量的部件赋值和探头测量的结果分别赋值,将理论值和测量值进行对比,逻辑判断,如果跳动大,则运行子程序,将对三爪卡盘的中心进行微调,直到满足要求为止。
40.车床自动找正的方法本发明提供一种车床自动找正的方法,适用于回转类零件的高精度加工,其采用本发明所述的车床自动找正系统,通过所述零点定位系统使得所述回转类零件定位在所述车床的母盘上,将所述回转类零件相对其回转体中心线的第一精度偏差控制为0.015-0.03mm;所述测量单元对所述第一精度偏差进行测量,所述计算单元根据所测得的第一精度偏差值、通过预设的数控程序计算所述回转类零件的圆周三个方向上的偏移量,所述调整单元根据计算所得的所述回转类零件的圆周三个方向上的偏移量,通过所述数控程序驱动所述车床的推动机构对设在所述车床上的三爪卡盘进行定位偏差的矫正微调,使得所述回转类零件相对其回转体中心线的第二精度偏差控制为0.01mm以内。
41.在本发明的一个具体实施方式中,所述第二精度偏差控制为不高于0.004mm。
42.在本发明的一个具体实施方式中,所述第二精度偏差控制为不高于0.001mm。
43.在本发明的一个具体实施方式中,首先零件在生产线的准备区人工装夹精度为0.01mm,零点定位系统精度为0.015-0.03mm,这样在机床上测针的测量时误差会大于0.025mm,但是实际航空零部件的轴承或转子叶盘等回转零件很多要求是0.01mm以内,这样
通过机床的测量微调后,精度可以达到0.001mm,加上机床自身的误差0.003mm最大,所以理论上的找正精度在0.004mm以内,实际因为机床的行程不会全用到,所以实际最大误差不会超过0.004mm,满足航发零件最高要求。
44.基于本技术,所属领域的技术人员应了解,本文中所描述的一个方面可与任何其它方面独立地实施,且可以各种方式组合这些方面中的两者或两者以上。举例来说,可使用本文中所阐述的任何数目和方面来实施设备及/或实践方法。另外,可使用除了本文中所阐述的方面中的一或多者之外的其它结构及/或功能性实施此设备及/或实践此方法。
45.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对照附图说明本发明的具体实施方式。显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图,并获得其他的实施方式。
46.还需要说明的是,以下实施例中所提供的图示仅以示意方式说明本技术的基本构想,图式中仅显示与本技术中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的型态、数量及比例可为一种随意的改变,且其组件布局型态也可能更为复杂。
47.见图1和2所示,首先零件会进行线下安装,粗定位,如线外安装台6所示;机床主轴1会安装在可调整卡盘3(三爪卡盘)上。
48.然后零件4和工装会一起通过自动化产线自动装夹在机床上,定位会用零点定位系统定位,定位安装精度在0.02mm最大。
49.安装完成后,数显千分表5会再一次进行打表,查看零件4的定位基准是否有较大的错位,如果达到工艺要求再进行加工,如果不满足工艺要求,例如0.02mm的跳动,但是要求是0.005mm,这时候则进行本发明的自动调整。数显千分表5会将跳动的范围通过信号传给机床的控制器,此时会用宏程序进行计算,将最大的地方和最小的地方进行计算,得出要调整的数值。所述计算单元再通过预设的数控程序计算所述第一零件中心基准的偏移量,采用对零件的圆周0
°
/120
°
/240
°
三个方向进行计算偏移量。
50.控制器会按照要调整的数值驱动主轴1,通过内六方扳手2去旋转螺丝7(见图2)所述螺丝7为可调整的内六方螺丝。这样就可以自动调整零件的基准,找正零件实现无人干预。
51.本发明的车床按照如下方式进行矫正和精度控制:矫正方法:零件4和工装先在线下(生产线的准备区)进行人工装夹,通过机器人进行搬运和装夹到机床上,通过零点定位系统定位在机床的母盘上,这样机床会启动数控程序,在加工前对零件的位置进行确认,数控程序的开始就是测量,测量零件的位置偏差量,数控程序里面的宏程序再进行计算,对零件的圆周0
°
/120
°
/240
°
三个方向进行计算偏移量,然后数控程序驱动主轴去三爪卡盘上进行偏心轮的微调,微调的方式是拧螺丝7,螺丝7的顶端会顶着偏心轮位移,中心线就会偏移,完成此步骤,程序会执行下一步,调用机床的测头对工件的基准进行确认,如果合格则开始加工,如果不合格则继续微调,原则上是一次完成调整的。
52.精度控制方法:首先零件4在生产线的准备区人工装夹精度为0.01mm,零点定位系统精度为0.015-0.03mm,这样在机床上测针的测量时误差会大于0.025mm,但是实际航空零
部件的轴承或转子叶盘等回转零件很多要求是0.01mm以内,这样通过机床的测量微调后,精度可以达到0.001mm,本方案采用的是模拟量原理的测头,机床的定位误差不会带到测量里面去,所以最终的精度就是测头的误差0.001mm,当然实际可以进行放松到0.004mm,避免出现多次调整的情况,同时也满足航发零件的最高要求。
53.本发明的宏程序可以按照常规的方式进行构建,本领域技术人员可以理解,所述的宏程序并不限于形式,主要是达到对零件的圆周0
°
/120
°
/240
°
三个方向进行计算偏移量即可。示例性的宏程序如下所示,#1 = 100.10#2 = [51006 20]if [#2 eq #1 ]
ꢀꢀ
if [#2 gt #1]m98 p111
ꢀꢀꢀꢀꢀ
if [ #2 lt #1]
ꢀꢀꢀꢀꢀꢀ
m98 p222
‑‑‑‑‑‑‑‑‑‑‑ꢀ
endif
ꢀꢀ
endifendif%p111g92 x0y0z0g01 z300 f3000g01 x[#2-#1] f100g04 f2000g01 x[#2 100]m99所述宏程序中:给#1赋值100.10,代表半径,给#2赋值,代表探头测量的结果。
[0054]
将理论值和测量值进行对比,逻辑判断,如果跳动大,则运行子程序,将对三爪卡盘的中心进行微调,直到满足要求为止,p111为子程序,对三爪卡盘的中心进行调整。
[0055]
应当说明的是,上述实施例均可根据需要自由组合。以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。