1.本发明涉及机器人智能焊接技术领域,尤其是一种利用机器人双弧协同焊接实现闭环焊缝无接头的连接方法。
背景技术:
2.随着国家智能制造政策的不断推进,传统制造业正面临向智能制造转型升级,智能制造市场需求量越来越大。机器人焊接技术也逐渐向集成多机器人、多焊接方法、多感知手段的智能焊接技术方向发展。
3.工业应用中,经常需要将两个分割的部件焊接成一个整体,两独立部件的连接缝通常为闭环焊缝,对于处于水平位置的闭环焊缝,主要包括平面对接焊缝和角接焊缝。为提高焊缝连接质量,一般采用全焊透、满焊焊接工艺。相较于断续焊缝,断续焊缝由于部分位置未进行焊接,容易在未焊区域形成应力集中,易产生裂纹等缺陷,因此对于承载能力、质量要求高的焊接件,一般采用闭环焊缝进行焊接。
4.对于闭环焊缝的焊接,现有技术一般采用首尾相连的方式进行焊接,其起弧点和收弧点重叠,会在首尾相连处形成接头,由于收起弧工艺差异大、涉及二次加热,同时在起弧点根部容易形成畸角,收弧时二次加热难以将起弧处金属完全熔化、熔池金属不易填充根部畸角,易在接头处产生未熔合、气孔、裂纹等缺陷,造成接头处焊缝质量差。
5.中国发明专利201610899365.1提供了一种适合自动化焊接水平角焊缝包角工艺,其针对船舶组立件包角焊设计的焊接工艺,两焊枪起弧后路径上有交叉,一方面会导致两焊枪发生碰撞,另一方面交叉时会把另一把枪焊丝熔断,导致电弧不稳定,极易形成缺陷。而本发明提出采用双机器人协同焊接,利用小电流起弧并相互靠近,在收起弧区域形成共熔池获得无接头焊缝,能够解决闭环焊缝焊接时接头处易产生未熔合、气孔、裂纹等缺陷的问题,提高焊缝质量。
技术实现要素:
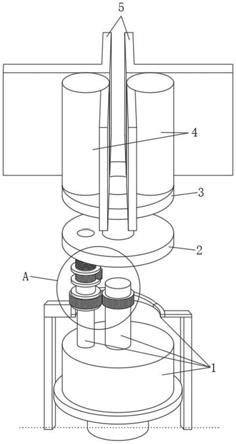
6.本发明要解决的技术问题是:提供一种利用机器人双弧协同焊接实现闭环焊缝无接头的连接方法,在可协同焊接的双机器人上分别集成焊枪1、焊枪2及其对应的机器人焊接系统,并利用该系统对处于水平面内的闭环焊缝进行焊接。
7.本发明解决其技术问题所采用的技术方案是:一种利用机器人双弧协同焊接实现闭环焊缝无接头的连接方法,在可协同焊接的双机器人上分别集成焊枪1、焊枪2及其对应的机器人焊接系统,并利用该系统对处于水平面内的闭环焊缝进行焊接,具体包括以下步骤:
8.步骤1:双机器人焊枪1和焊枪2分别从起弧交点p0附近的起弧点p1、p1’点起弧,起弧后焊枪以推焊姿态沿焊缝路径向p0点运动(焊枪1和焊枪2与前进方向夹角分别为θ1、θ2),运动至靠近起弧交点p0的p2、p2’点处两熔池形成共熔池后,焊枪1和焊枪2抬高z0并分别以拉焊姿态沿焊缝往回运动至p1、p1’点,p1
→
p2
→
p1、p1
’→
p2
’→
p1’区段为起弧过渡段;
9.步骤2:双机器人焊枪1和焊枪2调整姿态为正常姿态(工艺预研时最佳工艺对应的平稳焊接)后,分别从起弧交点p0附近的p1、p1’点沿焊接路径向熄弧交点p5附近的熄弧点p3、p3’点运动,p1
→
p3、p1
’→
p3’为平稳焊接区段;
10.步骤3:双机器人焊枪1和焊枪2分别沿焊接路径运动至p3、p3’后,调整焊枪姿态为推焊姿态沿焊缝路径向熄弧交点p5点运动(焊枪1和焊枪2与前进方向夹角分别为θ5、θ6),运动至靠近熄弧交点p5的熄弧共熔池点p4、p4’点处两熔池形成共熔池后,焊枪1和焊枪2抬高z1并分别以拉焊姿态沿焊缝路径往回运动至p3、p3’点熄弧,p3
→
p4
→
p3、p3
’→
p4
’→
p3’区段为收弧过渡段。
11.进一步,在起弧过渡段焊缝焊接时电流为i
起
,i
起
取(1/2~2/3)*i0,起弧过渡段焊缝送丝速度为v
起
,v
起
取(1/2~2/3)*v0;
12.在收弧过渡段焊缝焊接时电流为i
收
,i
收
取(1/2~2/3)*i0,收弧过渡段焊缝送丝速度为v
收
,v
收
取(1/2~2/3)*v0;
13.其中i0为平稳焊接段焊接时的电流,v0为平稳焊接段焊接时的送丝速度。
14.进一步,所述的平稳焊接段焊接时的电流i0为40~350a,平稳焊接段焊接时的送丝速度v0为4~18m/min。
15.进一步,步骤1中,起弧点p1、p1’到起弧交点p0的焊缝长度为l1,l1为熔池长度的1/3~4/3,起弧共熔池点p2、p2’到起弧交点的焊缝长度为l1’
,l1’
为1~8mm。
16.进一步,步骤1中,推焊姿态时焊枪1、焊枪2与前进方向的夹角θ1、θ2为130
°
~160
°
,拉焊姿态时θ1、θ2为20
°
~50
°
。
17.进一步,焊枪1、焊枪2与水平位置夹角分别为θ3、θ4,当焊缝为平面对接焊缝时,θ3、θ4为80
°
~100
°
,当焊缝为平面角接焊缝时,θ3、θ4为30
°
~50
°
。
18.进一步,步骤1中,焊枪抬高量z0取平稳焊接段焊缝层高的1/3~2/3。
19.进一步,所述的熄弧点p3、p3’到熄弧交点p5的焊缝长度为l2,l2为熔池长度的1/3~4/3,所述的熄弧共熔池点p4、p4’到熄弧交点p5的焊缝长度为l2’
,l2’
为1~5mm。。
20.进一步,步骤3中,推焊姿态时,焊枪1、焊枪2与前进方向的夹角θ5、θ6为130
°
~160
°
,拉焊姿态时θ5、θ6为20
°
~50
°
。
21.进一步,步骤3中,焊枪抬高量z1取平稳焊接段焊缝层高的1/3~2/3。
22.本发明的有益效果是:
23.1、本发明采用双机器人协同焊接,利用小电流起弧并相互靠近,在收起弧区域形成共熔池获得无接头焊缝,解决了闭环焊缝收起弧处易产生焊接缺陷的问题,提高了焊缝质量;
24.2、本发明的无接头焊接工艺,将焊接路径分为起弧过渡段、平稳焊接段和收弧过渡段三个区段,不同区段采用不同的焊接工艺规范,起弧和收弧过渡段采用小电流参数,平稳焊接段则匹配了最佳工艺参数,保证了各区段焊缝成形一致;
25.3、本发明的无接头焊接工艺,对焊接收起弧路径进行了设计,并将收弧路径进行了抬高避免在收弧处出现弧坑裂纹等缺陷,保证了收弧处焊缝质量。
附图说明
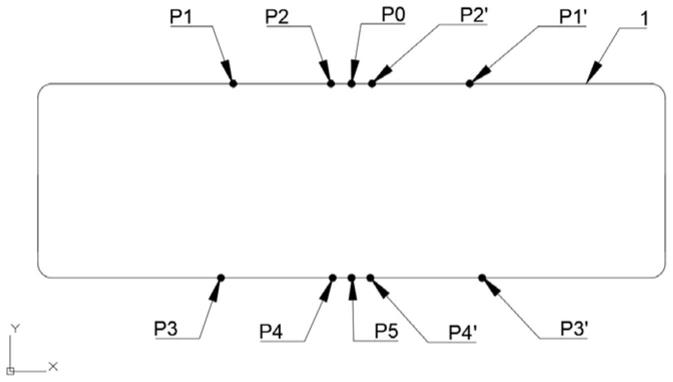
26.图1为本发明水平位置平面无接头焊接工艺焊枪路径示意图;
27.图2为起弧处焊接路径和焊枪姿态示意图;
28.图3为收弧处焊接路径和焊枪姿态示意图。
29.图中:1为封闭焊缝焊接路径、2为焊枪1、3为焊枪2、p0为起弧交点、p1为焊枪1起弧点、p1’为焊枪2起弧点、p2为焊枪1起弧共熔池点、p2’为焊枪2起弧共熔池点、p3为焊枪1收弧点、p3’为焊枪2收弧点、p4为焊枪1收弧共熔池点、p4’为焊枪2收弧共熔池点、p5为收弧交点。
具体实施方式
30.如图1、图2和图3所示,本发明提供了一种利用机器人双弧协同焊接实现闭环焊缝无接头的连接方法,在可协同焊接的双机器人上分别集成机器人焊接系统,并利用该系统进行焊接,以下通过实施例对本发明进一步说明。
31.如图1所示,以水平面内带圆角的矩形闭环焊缝为例,焊缝母材为316l不锈钢,板厚为6mm,采用mig焊工艺进行焊接,焊丝为直径1.2mm的316l焊丝。预研获得的平稳段焊接工艺为:电流i0为200a,送丝速度v0为8m/min,焊接速度为5mm/s,保护气为20l/min的ar气。图中xy平面处于水平位置,z轴垂直水平面。具体实施步骤如下:
32.step1:双机器人焊枪1和焊枪2分别从起弧交点p0附近的p1、p1’点起弧,起弧后焊枪以推焊姿态沿焊缝路径向p0点运动,焊枪1和焊枪2与前进方向夹角分别为θ1、θ2,焊枪1和焊枪2与水平位置夹角分别为θ3、θ4;运动至靠近起弧交点p0的p2、p2’点处两熔池形成共熔池后,焊枪1和焊枪2抬高z0并分别以拉焊姿态沿焊缝往回运动至p1、p1’点,p1
→
p2
→
p1、p1
’→
p2
’→
p1’区段为起弧过渡段,在起弧过渡段焊缝焊接时电流为i
起
,i
起
取100a,起弧过渡段焊缝送丝速度为v
起
,v
起
取4m/min。
33.起弧点p1、p1’到起弧交点p0的焊缝长度为l1,l1取10mm;起弧共熔池点p2、p2’到起弧交点的焊缝长度为l1’
,l1’
取2mm;两焊枪与前进方向夹角θ1、θ2取130
°
;两焊枪与水平位置夹角θ3、θ4取90
°
;焊枪抬高量z0取2mm。
34.step2:双机器人焊枪1和焊枪2调整姿态为垂直焊缝后分别从起弧交点p0附近的p1、p1’点沿焊接路径向熄弧交点p5附近的p3、p3’点运动,p1
→
p3、p1
’→
p3’为平稳焊接区段。
35.平稳焊接段焊接时焊接电流i0取200a,平稳焊接段焊接时送丝速度v0取8m/min。熄弧点p3、p3’到熄弧交点p5的焊缝长度为l2,l2取10mm,熄弧共熔池点p4、p4’到熄弧交点p5的焊缝长度为l2’
,l2’
取2mm。
36.step3:双机器人焊枪1和焊枪2分别沿焊接路径运动至p3、p3’后,调整焊枪姿态为推焊姿态沿焊缝路径向熄弧交点p5点运动,焊枪1和焊枪2与前进方向夹角分别为θ5、θ6,运动至靠近熄弧交点p5的p4、p4’点处两熔池形成共熔池后,焊枪1和焊枪2抬高z1并分别以拉焊姿态沿焊缝路径往回运动至p3、p3’点熄弧,p3
→
p4
→
p3、p3
’→
p4
’→
p3’区段为收弧过渡段,在收弧过渡段焊缝焊接时电流i
收
取100a,收弧过渡段焊缝送丝速度v
收
取4m/min,两焊枪与前进方向夹角θ5、θ6取130
°
,焊枪抬高量z1取2.5mm。
37.以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。