1.本发明属于不锈钢生产的技术领域,涉及一种铁素体不锈钢热轧热卷板的 一火热装热处理工艺。
背景技术:
2.铁素体不锈钢作为主要的不锈钢类型,在我国受到越来越多的重视和使 用,且适用范围逐渐扩大。目前,铁素体不锈钢在冷轧之前必须经过退火处理, 以提高铁素体不锈钢的延伸率,调整晶粒度,满足后续冷轧的要求。铁素体不 锈钢热轧后退火采用的主要方法是罩式炉或连续炉。
3.然而,现有的退火方式不能进行连续退火,且连续退火对铁素体不锈钢的 性能影响存在技术缺陷。具体来讲,连续炉由于加热段长短的限制,如果加热 过程时间长,影响装备产量;而如果加热时间短,往往退火达不到性能要求。
4.例如,《软磁铁素体不锈钢》中p95页公开了退火保温时间一般按照如下 计算:30min 厚度(mm)
×
1min/mm。这对于高效连续退火是完全不可能做到的。 一般的工厂生产,在连续退火线上只能保持运行10-20min左右。所以连续退 火线上制备得到的铁素体不锈钢钢卷的韧性通常达不到所需性能要求,延伸率 既不能满足冷轧的需要,也不能作为结构钢使用。
5.而罩式退火炉一般采用热轧后冷卷入炉。从《不锈钢冷轧生产技术及其产 品应用》中p33页的图2可以看出,铁素体不锈钢钢卷在炉停留时间40小时 以上,有的达到70小时。铁素体不锈钢钢卷内外温差在第8小时附近达到 400℃,均温时间达25小时。这导致钢卷温差太大,导致局部处理时间过长、 温度过热问题严重,高温区晶界粗化,不仅降低钢的综合性能,而且导致能源 的高消耗,且不锈钢卷板的不同部位因热处理时间不同而力学性能差异巨大。 故而不锈钢退火处理后铁素体不锈钢钢卷的力学性能、金相组织、耐腐蚀性能 不均匀。
6.中国专利cn112522488a公开了一种钢卷的制作工艺,通过制作钢坯、轧 制钢卷、退火去应力处理、镀锌处理和后处理制备得到钢卷;其中,由于精轧 后,冷却时降至300-500℃时即可进行卷曲工作,表明了钢卷温度在300-500℃ 时进入退火炉,然后冷却至室温,得到的钢卷韧性和延伸率较差。
[0007][0008]
中国专利cn 103374651 a公开了一种利用热轧余温对钢卷进行热处理的 方法,并未对钢卷的热轧后温度进行控制,需要控制钢卷温度随时间变化的曲 线,操作难度大,移出保温容器时温度较低,从说明书附图1可以看出,移出 保温容器时100℃,热处理时间大约为65h,热处理时间较长。
[0009]
综上,现有技术中的铁素体不锈钢热轧卷板存在热轧和退火分开进行的技 术缺陷,需要能够将热轧和退火连续进行的热卷板直接入炉退火或回火的一火 热装的热处理工艺,从而使得热处理后的卷板性能均匀。
[0010]
因此,通过研发一种铁素体不锈钢热轧热卷板的一火热装的热处理连续工 艺,以保证铁素体不锈钢热轧热卷板性能良好稳定、均匀一致,热处理时间短, 操作简单,节省能源消耗,获得可控制的强度和延伸率,甚至能够利用残余马 氏体来提高钢的综合性能,是非常必要的。
技术实现要素:
[0011]
本发明解决的技术问题是如何克服现有技术中的铁素体不锈钢热轧热卷 板不能一火热装的热处理工艺制备对材料的结构和性能的不利影响,例如:现 有的热轧和退火一般都是分开,其中:退火采用冷卷加热,这一方面导致能源 消耗,最关键是热处理后的卷板性能不均匀;而连续炉由于加热段长短的限制, 罩式退火炉热处理后材料温差大以及力学性能、金相组织、耐腐蚀性能不均匀, 热处理操作难度大,时间太长。
[0012]
为解决上述技术问题,本发明提供如下技术方案:
[0013]
一种铁素体不锈钢热轧热卷板的一火热装热处理工艺,所述热处理工艺具 体包括如下步骤:
[0014]
s1、在铁素体不锈钢的热轧末期,通过控轧控冷将所轧制的铁素体不锈钢 热卷板热卷取后的温度控制在高于设定保温温度10℃以上;
[0015]
s2、将移动式罩式退火炉或移动式回火炉预热到高于设定保温温度 10-30℃,并移至热轧生产线尾部准备装炉;
[0016]
s3、将步骤s1中的铁素体不锈钢热卷板直接装入步骤s2中已经预热的移 动式罩式退火炉或移动式回火炉中,再移至保温工位进行保温处理;
[0017]
s4、将步骤s3中经过保温处理的铁素体不锈钢热卷板停止供热,直至温 度降到600℃以下;
[0018]
s5、将步骤s4处理的铁素体不锈钢热卷板移出移动式罩式退火炉或移动 式回火炉,自由冷却或适当强制冷却至室温,得到铁素体不锈钢卷板。
[0019]
优选地,所述步骤s1中的铁素体不锈钢热卷板热卷取后的温度控制在高 于设定保温温度10-30℃。
[0020]
优选地,对于结构用铁素体不锈钢热轧热卷板,热处理目的是消除轧制应 力,获得整卷均匀可控的耐腐蚀性能、高强度和高韧性,晶粒度6-8级,屈服 强度可达400-500mpa,屈强比小于0.8,延伸率18%以上,满足结构钢要求; 所述设定保温温度为680-750℃,不计均温前时间,保温时间为0.5-2h。
[0021]
优选地,对于冷轧用铁素体不锈钢热轧热卷板,热处理目的是消除轧制应 力,获得整卷均匀可控的低强度、高延伸率,晶粒度6-8级,延伸率25%以上, 为冷轧提供条件;所述设定保温温度为800-900℃,不计均温前时间,保温时 间为2-5h。
[0022]
优选地,所述步骤s3中的铁素体不锈钢热轧热卷板保温处理,包括均温 阶段和保温阶段,温度监控显示温度变化在设定保温温度
±
5℃内,开始保温 时间计时。
[0023]
优选地,所述步骤s3中的移动式罩式退火炉或移动式回火炉中,保持氮 气或其它惰性、还原性气体的正压状态。
[0024]
优选地,所述步骤s3中的移动式罩式退火炉或移动式回火炉每次单独装 入一个铁素体不锈钢热轧热卷板,每个移动式罩式退火炉或移动式回火炉通过 吊车、及地轨运输
车、过跨车移动。
[0025]
优选地,多个所述步骤s3中的移动式罩式退火炉或移动式回火炉组成移 动式罩式退火炉炉群或移动式回火炉炉群,满足连续生产的周转要求。
[0026]
年产能70万吨热轧生产线匹配25个退火炉或回火炉炉群,占地面积 300m2。其中20个连续工作,5个维护备用。每个钢卷板重25吨,热处理时间 平均4小时。每个退火炉或回火炉周转时间6小时,每日周转4次,热处理 100吨。每个退火炉或回火炉占地2.5mx2.5m,25台占地156m2,面积系数为2, 所述移动式罩式退火炉或回火炉炉群占地面积300m2。
[0027]
优选地,移动式罩式退火炉或移动式回火炉具备加热、温度监控和控制的 装置。
[0028]
优选地,冷轧用铁素体不锈钢热轧热卷板一火热装热处理电耗《100kwh/t。
[0029]
优选地,结构用铁素体不锈钢热轧热卷板一火热装热处理电耗《80kwh/t。
[0030]
优选地,所述铁素体不锈钢热轧热卷板的一火热装热处理相对于目前常用 的罩式炉退火工艺节省处理时间20小时以上,每吨钢节能300kwh以上。
[0031]
优选地,所述一火热装热处理工艺适合于低碳钢和极低碳钢,低碳或极低 碳低合金钢热轧热卷板的热处理。
[0032]
相对于现有热处理工艺,本发明提供的上述技术方案,具有质量、节能、 效率的优势收益:
[0033]
本发明用于冷轧的铁素体不锈钢热轧热卷板可以通过控制处理时间,消除 轧制应力残留,降低钢的强度,提高钢的延伸率,使延伸率达到25%以上,为 冷轧提供条件。
[0034]
本发明对于结构用铁素体不锈钢热轧热卷板可以通过较长的处理时间,消 除轧制应力,获得较高的强度,好的强韧性配合,使屈强比小于0.8,延伸率 达到18%以上;并且获得整卷均匀一致的、可以控制的力学性能和耐腐蚀性能。
[0035]
本发明的一火热装热处理工艺热处理电耗《100kwh/t,相对于目前常用的 罩式炉退火工艺节省处理时间20小时以上,每吨钢节能300kwh以上。
[0036]
本发明的移动式罩式退火炉或移动式回火炉不仅能够起到补偿温度损失 的作用,还能够通过吊车及地轨运输车(过跨车)移动,配合设立的移动式罩 式退火炉或移动式回火炉炉群,满足连续生产的周转要求。
[0037]
综上,本发明的一火热装热处理工艺方法适应于规模化生产,可以容易地 与高效轧制流程匹配,热处理操作难度低,时间短;且铁素体不锈钢热轧热卷 板经过热处理后得到的整卷材料力学性能、金相组织、耐腐蚀性能均匀一致, 利于大规模工业生产和推广使用。
[0038]
本发明的关键创新点是,针对铁素体金相组织,避免热处理过程中发生相 变,避免冷卷加热热处理后的卷板性能不均匀,并且通过缩短处理时间,防止 晶粒过分长大,使产品性能大幅提高,满足更多的使用条件要求,如生产出传 统退火方法不能实现的屈服强度400-500mpa的结构用铁素体不锈钢。
附图说明
[0039]
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所 需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明 的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下, 还可以根据这些附图获得
其他的附图。
[0040]
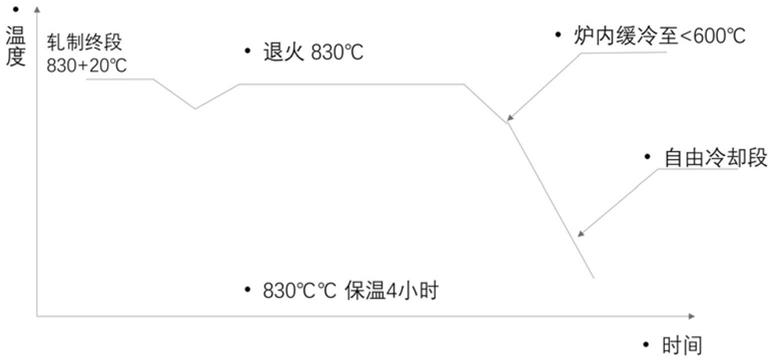
图1为本发明实施例1的冷轧用铁素体不锈钢热轧热卷板的一火热装热处 理温度曲线示意图;
[0041]
图2是本发明实施例3的结构用铁素体不锈钢热轧热卷板的一火热装热处 理温度曲线示意图。
具体实施方式
[0042]
为使本发明要解决的技术问题、技术方案和优点更加清楚,下面将结合附 图及具体实施例进行详细描述。
[0043]
实施例1
[0044]
一种冷轧用铁素体不锈钢热轧热卷板的一火热装热处理工艺
[0045]
铁素体不锈钢成分如下表所示:
[0046]
元素ccrnimnsipsn/ppm质量含量%0.0216.30.40.60.50.020.01180
[0047]
如图1所示,具体热处理工艺步骤如下:
[0048]
s1、热轧末期,铁素体不锈钢热卷取后的温度控制在850℃以上;
[0049]
s2、将移动式罩式退火炉预热到850℃;
[0050]
s3、装炉,并在温度稳定在830
±
5℃后,保温4小时;
[0051]
s4、停止供热,直至温度降到600℃以下;
[0052]
s5、出炉冷却至室温,得到冷轧用铁素体不锈钢卷板。经检测,卷板性能 均匀一致:晶粒度6级,抗拉强度rm为510mpa,屈服强度rp
0.2
为310mpa;断 后伸长率a%为25%。
[0053]
热处理电耗95kwh/t。
[0054]
实施例2
[0055]
一种冷轧用铁素体不锈钢热轧热卷板的一火热装热处理工艺
[0056]
铁素体不锈钢成分如下表所示:
[0057]
元素ccrnimnsipsn/ppm质量含量%0.0216.30.40.60.50.020.01180
[0058]
具体热处理工艺步骤如下:
[0059]
s1、热轧末期,铁素体不锈钢热轧热卷板入炉之前的温度控制在880℃;
[0060]
s2、将移动式罩式退火炉预热到870℃;
[0061]
s3、装炉,并在温度稳定在850
±
5℃后,保温2.5小时;
[0062]
s4、停止供热,直至温度降到600℃以下;
[0063]
s5、出炉冷却至室温,得到冷轧用铁素体不锈钢卷。经检测,卷板性能均 匀一致:晶粒度7级,抗拉强度rm为480mpa,屈服强度rp
0.2
为340mpa;断后 伸长率a%为28%。
[0064]
热处理电耗88kwh/t。
[0065]
实施例3
[0066]
一种结构用铁素体不锈钢热轧热卷板的一火热装热处理工艺
[0067]
其中:铁素体不锈钢成分如下表所示:
[0068]
元素ccrnimnsipsn/ppm质量含量%0.0717.31.40.70.60.0250.002180
[0069]
如图2所示,具体热处理工艺步骤如下:
[0070]
s1、热轧末期,铁素体不锈钢热轧热卷板入炉之前的温度控制在750℃;
[0071]
s2、将移动式罩式退火炉预热到750℃;
[0072]
s3、装炉,并在温度稳定在730
±
5℃后,保温1小时;
[0073]
s4、停止供热,直至温度降到600℃以下;
[0074]
s5、出炉冷却至室温,得到结构用铁素体不锈钢卷板。经检测,卷板性能 均匀一致:晶粒度8级,抗拉强度rm为570mpa,屈服强度rp
0.2
为420mpa,屈 强比0.73;断后伸长率a%为19%。
[0075]
热处理电耗72kwh/t。
[0076]
实施例4
[0077]
一种结构用铁素体不锈钢热轧热卷板的一火热装热处理工艺
[0078]
铁素体不锈钢成分如下表所示:
[0079]
元素ccrnimnsipsn/ppm质量含量%0.0517.31.40.70.60.0250.002180
[0080]
具体热处理工艺步骤如下:
[0081]
s1、热轧末期,铁素体不锈钢热轧热卷板入炉之前的温度控制在720℃;
[0082]
s2、将移动式罩式退火炉预热到热处理温度710℃;
[0083]
s3、装炉,并在温度稳定在690
±
5℃后,保温2小时;
[0084]
s4、停止供热,直至温度降到600℃以下;
[0085]
s5、出炉冷却至室温,得到结构用铁素体不锈钢卷板。经检测,卷板性能 均匀一致:晶粒度7级,抗拉强度rm为460mpa,屈服强度rp
0.2
为355mpa,屈 强比0.77;断后伸长率a%为25%。
[0086]
热处理电耗78kwh/t。
[0087]
上述方案中,本发明用于冷轧的铁素体不锈钢热轧热卷板可以通过控制处 理时间,消除轧制应力残留,降低钢的强度,提高钢的延伸率,使延伸率达到25%以上,为冷轧提供条件。
[0088]
本发明对于结构用铁素体不锈钢热轧热卷板可以通过较长的处理时间,消 除轧制应力,获得较高的强度,好的强韧性配合,使屈强比小于0.8,延伸率 达到18%以上;并且获得整卷均匀一致的、可以控制的力学性能和耐腐蚀性能。
[0089]
综上,本发明的一火热装热处理工艺方法适应于规模化生产,可以容易地 与高效轧制流程匹配,热处理操作难度低,时间短、节能;且铁素体不锈钢热 轧热卷板经过热处理后得到的整卷材料力学性能、金相组织、耐腐蚀性能均匀 一致,利于大规模工业生产和推广使用。
[0090]
本发明的关键创新点是,针对铁素体金相组织,避免热处理过程中发生相 变,避免冷卷加热热处理后的卷板性能不均匀,并且通过缩短处理时间,防止 晶粒过分长大,使产品性能大幅提高,满足更多的使用条件要求,如生产出传 统退火方法不能实现的屈服强度400-500mpa的结构用铁素体不锈钢。
[0091]
以上所述是本发明的优选实施方式,应当指出,对于本技术领域的普通技 术人员来说,在不脱离本发明所述原理的前提下,还可以做出若干改进和润饰, 这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。