一种高强耐腐蚀410s不锈钢及其优化制备工艺方法
技术领域
1.本发明属于410s不锈钢热加工技术领域,具体涉及一种高强耐腐蚀410s不锈钢及其优化制备工艺方法。
背景技术:
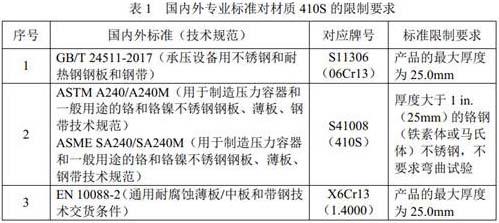
2.石油化工行业已成为当前我国国民经济发展的支柱产业之一,它的发展与提升离不开装备制造业的升级革新,同时为了控制成本投入,业内逐步在使用耐蚀性能和加工成型性能良好的410s不锈钢进行替代,而在使用410s热轧中板制造装备过程中,极易出现焊接裂纹和机加工裂纹。此外,国内外专业标准中对于材质410s不锈钢的选择使用也有所限制,如下表1所示。
3.为此,亟需从热加工工艺技术上进行突破,以解决410s不锈钢在石化装备制造过程中出现的焊接裂纹和机加工裂纹问题。
技术实现要素:
4.为了克服现有技术中存在的不足,解决410s不锈钢热轧中板在焊接过程或者机加工过程中极易开裂的技术问题,本发明提供一种高强耐腐蚀410s不锈钢及其优化制备工艺方法。
5.本发明中410s不锈钢热轧中板传统的生产工艺流程为:坯料冶炼
→
坯料连铸
→
坯料修磨
→
热轧生产
→
退火处理
→
性能检验
→
酸洗钝化
→
研磨生产
→
包装交付。
6.本发明通过以下技术方案予以实现。
7.一种高强耐腐蚀410s不锈钢,其中:creq/nieq的值为4.00~5.50;式中,creq=[cr]wt% 1.5
×
[si]wt%,nieq=[ni]wt% 30
×
( [c]wt% [n]wt% ) 0.5
×
[mn]wt%。
[0008]
现有技术中creq/nieq值通常是9.00-10.50,本发明在标准对410s不锈钢组成成分要求的基础上,从源头降低化学元素cr和si的质量百分比含量,同时提高化学元素mn、ni和n的质量百分比含量,将creq/nieq值调整为4.00-5.50,能够获得以铁素体为主,含有少量马氏体的高强度“双相”含cr不锈钢。
[0009]
一种高强耐腐蚀410s不锈钢的优化制备工艺方法,其中:
(一)、原料成分配比优化:creq/nieq的值为4.00~5.50;式中,creq=[cr]wt% 1.5
×
[si]wt%,nieq=[ni]wt% 30
×
( [c]wt% [n]wt% ) 0.5
×
[mn]wt%;(二)、热轧工艺优化:热轧轧制过程中采用抢温快轧,尽量避免钢板温降大带来的钢板边部裂纹质量问题,加热温度为1100~1200℃,加热驻炉时间为2.5~3.5h;中板轧制方式采用展长横轧或者展宽纵轧,采用展宽纵轧时展宽量增大150mm以上;通过后续切割消除边部不良部分;(三)、热处理工艺优化:热处理炉温为760~800℃,热处理工艺速度为4min/mm,采用堆冷方式进行缓慢冷却,并且热处理后堆冷前钢板板温控制在700~800℃范围内。可以避免热处理温度高、钢板内部晶粒粗大(或组织变化)致使加工开裂的影响。
[0010]
与现有技术相比本发明的有益效果为:1、制得的410s不锈钢热轧中板的耐点蚀当量为12.00~12.50,明显优越于常规压力容器用钢材的耐点蚀性;2、制得的410s不锈钢热轧中板,尤其是25mm厚以上的钢板在焊接和机加工制造过程中未出现开裂问题,不需额外投入,效果明显,实现低成本、高利润的生产。
具体实施方式
[0011]
以下实施例用于说明本发明,但不用来限制本发明的范围。若未特别指明,实施例均按照常规实验条件。另外,对于本领域技术人员而言,在不偏离本发明的实质和范围的前提下,对这些实施方案中的物料成分和用量进行的各种修改或改进,均属于本发明要求保护的范围。
[0012]
一种高强耐腐蚀410s不锈钢,其中:creq/nieq的值为4.00~5.50;式中,creq=[cr]wt% 1.5
×
[si]wt%,nieq=[ni]wt% 30
×
( [c]wt% [n]wt% ) 0.5
×
[mn]wt%。
[0013]
一种高强耐腐蚀410s不锈钢的优化制备工艺方法,其中:(一)、原料成分配比优化:creq/nieq的值为4.00~5.50;式中,creq=[cr]wt% 1.5
×
[si]wt%,nieq=[ni]wt% 30
×
( [c]wt% [n]wt% ) 0.5
×
[mn]wt%;(二)、热轧工艺优化:热轧轧制过程中采用抢温快轧,加热温度为1100~1200℃,加热驻炉时间为2.5~3.5h;中板轧制方式采用展长横轧或者展宽纵轧,采用展宽纵轧时展宽量增大150mm以上;(三)、热处理工艺优化:热处理炉温为760~800℃,热处理工艺速度为4min/mm,采用堆冷方式进行缓慢冷却,并且热处理后堆冷前钢板板温控制在700~800℃范围内。
[0014]
对采用本优化制备工艺方法制得的410s不锈钢热轧中板进行力学性能检测,如下表2所示。
[0015]
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
技术特征:
1.一种高强耐腐蚀410s不锈钢,其特征在于:creq/nieq的值为4.00~5.50;式中,creq=[cr] wt% 1.5
×
[si] wt%,nieq=[ni] wt% 30
×
( [c] wt% [n] wt% ) 0.5
×
[mn] wt%。2.一种如权利要求1所述的高强耐腐蚀410s不锈钢的优化制备工艺方法,其特征在于:(一)、原料成分配比优化:creq/nieq的值为4.00~5.50;式中,creq=[cr] wt% 1.5
×
[si] wt%,nieq=[ni] wt% 30
×
( [c] wt% [n] wt% ) 0.5
×
[mn] wt%;(二)、热轧工艺优化:热轧轧制过程中采用抢温快轧,加热温度为1100~1200℃,加热驻炉时间为2.5~3.5h;中板轧制方式采用展长横轧或者展宽纵轧,采用展宽纵轧时展宽量增大150mm以上;(三)、热处理工艺优化:热处理炉温为760~800℃,热处理工艺速度为4min/mm,采用堆冷方式进行缓慢冷却,并且热处理后堆冷前钢板板温控制在700~800℃范围内。
技术总结
一种高强耐腐蚀410S不锈钢及其优化制备工艺方法,属于410S不锈钢热加工技术领域,解决410S不锈钢热轧中板在焊接过程或者机加工过程中极易的开裂的技术问题,解决方案为:一种高强耐腐蚀410S不锈钢,其中:Creq/Nieq的值为4.00~5.50;其优化制备工艺方法包括:原料成分配比优化、热轧工艺优化和热处理工艺优化,制得的410S不锈钢热轧中板的耐点蚀当量为12.00~12.50,明显优越于常规压力容器用钢材的耐点蚀性;25mm厚以上的钢板在焊接和机加工制造过程中的未出现开裂问题,不需额外投入,效果明显,实现低成本、高利润的生产。高利润的生产。
技术研发人员:郭保兵 仵文涛 贾超君 薛强 陈华 麻渊滔 曹志胜 刘志国
受保护的技术使用者:山西太钢不锈钢股份有限公司
技术研发日:2021.12.10
技术公布日:2022/3/21
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。