一种交联聚乙烯pe-xb软管及其制备方法
技术领域
1.本发明属于交联聚乙烯pe-xb管技术领域,具体为一种交联聚乙烯pe-xb软管及其制备方法。
背景技术:
2.随着人们生活水平和对生活条件要求的不断提高,促使居住、办公房屋的冷暖系统不断变革、创新,新型小口径pe-xb管材搭配定型隔温板的冷暖系统需求趋势不断扩大。
3.以往冷暖系统基本为地暖用pe-rt16.20的全塑管或者铝塑管形成,但由于其整体造价高,后期不方便维护等缺陷,促使以新型小口径管材的产生,由于其具有卓越的长期耐静压、耐高温性能、造价低、耐腐蚀使用寿命长等优点,从而新型的交联聚乙烯pe-xb全塑管的适用性能不断被认可,适用优势更加凸显。
技术实现要素:
4.本发明的目的在于:通过本发明方法制备的交联聚乙烯pe-xb单层全塑管材,适用性能更强,适用优势更加凸显,通过硅烷交联法在聚乙烯中加入硅烷剂,成型后在水解过程中完成立体网状,立体网状分子链机构稳定,制成品材质更均匀可靠,并且,其具有卓越的长期耐静压、耐高温性能,可以根据不同场合的需要进行尺寸选择,安装于泡沫定型隔温板内与对应尺寸的铜管件进行连接使用,形成家用冷、暖一体系统。
5.本发明采用的技术方案如下:一种交联聚乙烯pe-xb软管,包括:交联聚乙烯pe-xb软管,其共设有四种尺寸,用于搭配定型隔温板促使完成居住、办公房屋的冷暖系统,其中:所述交联聚乙烯pe-xb软管采用的材料为交联聚乙烯pe-xb,所述交联聚乙烯pe-xb软管为单层管。
6.具体的,其中一种所述交联聚乙烯pe-xb软管的尺寸外径为7.2mm,壁厚为1.1mm,其中一种所述交联聚乙烯pe-xb软管的尺寸外径为8mm,壁厚为1.2mm。
7.具体的,其中一种所述交联聚乙烯pe-xb软管的尺寸外径为10mm,壁厚为1.5mm,其中一种所述交联聚乙烯pe-xb软管的尺寸外径为13mm,壁厚为1.5mm。
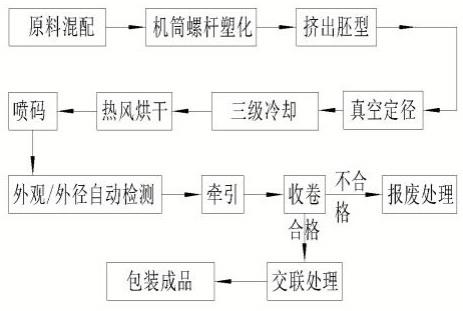
8.具体的,制备一种交联聚乙烯pe-xb软管的方法,包括以下步骤:步骤一、原料混配:根据技术工艺的配比要求对原材料及辅料进行称量、混合。
9.步骤二、机筒螺杆塑化:原料与辅料塑化成流体材料,经模具挤压成型出管胚。
10.步骤三、定径冷却:对挤出的流体材料进行尺寸规定并冷却,得到软管。
11.步骤四、喷码牵引:在冷却的软管上根据要求进行喷印,并牵引抽出。
12.步骤五、收卷检验:将喷印后的软管进行收卷,并对照q/0481 afe015-2020检验标准进行检验。
13.步骤六、交联处理:得到的软管成品下线静止进行交联处理。
14.步骤七、包装:根据要求包装为成品即成。
15.具体的,所述步骤一中称量后的原料及辅料按比例放入搅拌机中搅拌,搅拌时间
约3~5分钟,混合均匀后投入使用,防止异物进入原料,所述pe-xb原料吸水性小,加工前原则上不必干燥。
16.具体的,所述步骤二螺杆转速控制在120~150转/分钟,具体时间取决于挤出机的螺杆直径大小以及所加工管材的规格。
17.具体的,所述步骤二中加工温度在165-215℃,其中:挤出机螺桶分为五个区,温度分别为:一区为170
±
5℃,二区为180
±
5℃,三区为190
±
5℃,四区为200
±
5℃,五区为210
±
5℃,模具分为三区,温度分别为:一区为205
±
5℃,二区为200
±
5℃,三区为195
±
5℃。
18.具体的,所述步骤三采用碟片式定经套在高速生产的管材进行充分冷却,真空压力0.01mpa~0.06mpa,所述原料从熔融状态转为固体,采用三级梯度水箱冷却,冷却温度为20~40℃,软管出水箱后使用鼓风机将表面水进行烘干处理。
19.具体的,所述步骤四中喷码机与牵引机之间增加尺寸自动检测仪和外观自动检测仪,所述牵引速度根据所加工的管材规格大小和管材冷却状况,主机挤出状况,必须与挤出机的挤出量相匹配。
20.具体的,所述步骤六中软管成品下线静止的时间为4小时,水温95℃,时间8~12小时。
21.综上所述,由于采用了上述技术方案,本发明的有益效果是:通过本发明方法制备的交联聚乙烯pe-xb单层全塑管材,适用性能更强,适用优势更加凸显,通过硅烷交联法在聚乙烯中加入硅烷剂,成型后在水解过程中完成立体网状,立体网状分子链机构稳定,制成品材质更均匀可靠,并且,其具有卓越的长期耐静压、耐高温性能,可以根据不同场合的需要进行尺寸选择,安装于泡沫定型隔温板内与对应尺寸的铜管件进行连接使用,形成家用冷、暖一体系统。
附图说明
22.图1为本发明一种交联聚乙烯pe-xb软管及其制备方法的流程图;图2为本发明一种交联聚乙烯pe-xb软管及其制备方法的7.2
×
1.1mm尺寸的软管示意图;图3为本发明一种交联聚乙烯pe-xb软管及其制备方法的8
×
1.2mm尺寸的软管示意图;图4为本发明一种交联聚乙烯pe-xb软管及其制备方法的10
×
1.5mm尺寸的软管示意图;图5为本发明一种交联聚乙烯pe-xb软管及其制备方法的13
×
1.5mm尺寸的软管示意图。
23.图中标记:1、交联聚乙烯pe-xb软管。
具体实施方式
24.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
25.实施例一,参照图1-5:一种交联聚乙烯pe-xb软管,包括:交联聚乙烯pe-xb软管1,
其共设有四种尺寸,用于搭配定型隔温板促使完成居住、办公房屋的冷暖系统,其中:交联聚乙烯pe-xb软管1采用的材料为交联聚乙烯pe-xb,交联聚乙烯pe-xb软管1为单层管,其中一种交联聚乙烯pe-xb软管1的尺寸外径为7.2mm,壁厚为1.1mm,其中一种交联聚乙烯pe-xb软管1的尺寸外径为8mm,壁厚为1.2mm,其中一种交联聚乙烯pe-xb软管1的尺寸外径为10mm,壁厚为1.5mm,其中一种交联聚乙烯pe-xb软管1的尺寸外径为13mm,壁厚为1.5mm。
26.实施例二,参照图1-5:步骤一、原料混配:根据技术工艺的配比要求对原材料及辅料进行称量、混合,称量后的原料及辅料按比例放入搅拌机中搅拌,搅拌时间约3~5分钟,混合均匀后投入使用,防止异物进入原料,pe-xb原料吸水性小,加工前原则上不必干燥,步骤二、机筒螺杆塑化:原料与辅料塑化成流体材料,经模具挤压成型出管胚,螺杆转速控制在120~150转/分钟,具体时间取决于挤出机的螺杆直径大小以及所加工管材的规格,加工温度在165-215℃,其中:挤出机螺桶分为五个区,温度分别为:一区为170
±
5℃,二区为180
±
5℃,三区为190
±
5℃,四区为200
±
5℃,五区为210
±
5℃,模具分为三区,温度分别为:一区为205
±
5℃,二区为200
±
5℃,三区为195
±
5℃,步骤三、定径冷却:对挤出的流体材料进行尺寸规定并冷却,得到软管,采用碟片式定经套在高速生产的管材进行充分冷却,真空压力0.01mpa~0.06mpa,原料从熔融状态转为固体,采用三级梯度水箱冷却,冷却温度为20~40℃,软管出水箱后使用鼓风机将表面水进行烘干处理,步骤四、喷码牵引:在冷却的软管上根据要求进行喷印,并牵引抽出,喷码机与牵引机之间增加尺寸自动检测仪和外观自动检测仪,牵引速度根据所加工的管材规格大小和管材冷却状况,主机挤出状况,必须与挤出机的挤出量相匹配,步骤五、收卷检验:将喷印后的软管进行收卷,并对照q/0481 afe015-2020检验标准进行检验,步骤六、交联处理:得到的软管成品下线静止进行交联处理,软管成品下线静止的时间为4小时,水温95℃,时间8~12小时,步骤七、包装:根据要求包装为成品即成。
27.实施例三,参照图1-5:交联聚乙烯管pe-x管一般有a、b、c三种,用于冷热水管道、石油管道、油箱、化工管道等,其中,pe-xb因其耐热性、抗开裂性能好,是地暖系统中应用最早也是最广,最为成熟的地暖管材,其中市场占有率pe-xb为优,地暖管材的生产符合标准,相比于过氧化物交联聚乙烯pe-xa管材而言,pe-xb管材因为是用螺杆连续挤出的,所以其壁厚是均匀的,在应用的过程中是不会出现应力集中的现象的,而pe-xa管材因为是冲压式挤出,导致其壁厚的不均匀,在管道运行后容易出现应力集中的问题,同时,pe-xb管材具有良好的卫生性能,辐照交联聚乙烯管加工时不添加重金属盐稳定剂和增塑剂,材质无毒性,无结垢层,不滋生细菌,在-30℃~95℃温度范围内安全使用管材不会发生破裂,在额定温度、压力状况下,辐照交联聚乙烯可安全使用8年以上,耐环境应力大、回弹性好,通过加入聚烯烃弹性体,大大提高了聚乙烯的回弹性,除少数强氧化剂外,可耐多种化学介质的侵蚀,无电化学腐蚀等,不同场合尺寸所用的软管使用的原料以及辅料配比可以细微调整变动,搅拌使原料与辅料充分混合,使生产的软管更加稳固,当原料辅料水分过大时,需要进行低温风力干燥,保证形状的同时进行干燥,在机筒外安装生产的软管型号的成品端口,内部成为流体后,加压通过成品端口挤出软状软管,因为尺寸有四种,生产的规格不同,机筒内部的区域标准也不同,根据不同的尺寸进行标准场合进行选择,采用真空定径,可以使软管的尺寸精度变高,形体更加均匀,圆度更好,经过三级冷却后使软管定型,不因外界的温度变化而受到较大的影响,整体被破坏,经过三级冷却后的软管表面附着有水分,经过热风
烘干去除表面的水分,热风烘干的温度25~40℃,风速1.6~3.3m/s,时间根据软管的长度控制,直至表面干燥即可,根据不同尺寸规格的软管,在其表面进行信息喷码,标准生产的软管的基本信息,方便查看,在喷码之后,需要进行外观/外径自动检测,确保软管的规格,保证软管在称为成品之前的标准,对不符合标准的软管进行处理,保证质量,q/0481 afe015-2020检验标准是冷热水用耐热聚乙烯管材的标准检验依据,根据该标准对成品软管进行国标的检测,保证出品的标准型,在收卷的过程中会将生产的软管分成合格与不合格两类,不合格的软管进行报废处理,合格的产品则进行下一步的流程,地暖按照国家标准,水温最好是在35~50之间,如果是热水用可以在75℃以下,长期使用温度应该在60℃以下,交联处理可以增大软管的强度,测试保证软管在使用时的形态完整。
28.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
