1.本发明涉及汽车加工技术领域,特指一种汽车内外饰件热风焊接机。
背景技术:
2.随着汽车工业的发展,汽车保险杠作为一种重要的安全装置也走向了革新的道路上,今天的轿车前后保险杠除了保持原有的保护功能外,还要追求与车体造型的和谐与统一,追求本身的轻量化,为了达到这种目的,目前轿车的前后保险杠采用了塑料,人们称为塑料保险杠。
3.现有塑料保险杠焊接工艺大多数是通过面与面进行焊接,或者焊接柱/片筋穿过孔进行焊接,对零部件机构和形状设计有局限性,且由于部分汽车企业的车型有高配和低配的区别,导致高配和低配的保险杠焊接位置不同,其中高配的车型保险杠需要全部焊点进行焊接,而低配的车型保险杠只需要对两侧部分焊点进行焊接;目前,高配和低配的保险杠焊接是分别采用两台设备进行焊接的,不仅工作效率低,且需要人工进行搬运,劳动强度大,并且两台设备占用了厂房面积,从而大大增加了生产成本。
技术实现要素:
4.本发明目的是为了克服现有技术的不足而提供一种汽车内外饰件热风焊接机。
5.为达到上述目的,本发明采用的技术方案是:一种汽车内外饰件热风焊接机,包含机箱、分别设置在机箱内且从前往后依次放置的上料区、低配焊接区和高配焊接区、水平设置在机箱内用于放置保险杠的仿形模具、设置在机箱内底部用于驱动仿形模具在上料区、低配焊接区和高配焊接区之间移动的平移机构;
6.所述低配焊接区和高配焊接区均包括设置在仿形模具上方用于将保险杠焊接部位吹软的热风软化机构、设置在机箱内用于驱动热风软化机构升降的热风升降机构、设置在热风软化机构和仿形模具之间用于将软化后焊接部位弯曲固化的侧推固化机构、设置在机箱内用于驱动侧推固化机构升降的侧推升降机构;
7.所述低配焊接区内的热风软化机构和侧推固化机构均设置有两组,且分别位于保险杠的两侧;
8.所述高配焊接区内的热风软化机构和侧推固化机构各设置有一组,且位于保险杠的中部。
9.优选的,所述热风软化机构包括水平放置的支撑板、多根竖直设置在支撑板上且与保险杠上待焊接位置对应的热风装置。
10.优选的,所述热风升降机构包括多根竖直设置在机箱内且分别位于平移机构两侧的导杆、水平设置在仿形模具上方且套设在多根导杆上的热风升降架、两个竖直设置在机箱内且分别位于平移机构两侧用于驱动热风升降架升降的热风升降气缸;所述支撑板水平设置在热风升降架的下方,且通过多根竖直放置的连接柱连接。
11.优选的,所述侧推固化机构包括两组水平且平行放置的滑轨组件、水平放置且两
侧分别设置在两组滑轨组件行的侧推板、水平放置用于驱动侧推板水平移动的侧推气缸、多根竖直设置在侧推板上且位于热风装置一侧的侧推块;所述侧推板上设置有多个便于多根热风装置穿过的第一避让孔。
12.优选的,所述侧推升降机构包括水平设置在热风升降架和仿形模具之间且套设在多根导杆上的侧推升降架、两个竖直设置在机箱内且分别位于平移机构两侧用于驱动侧推升降架升降的侧推升降气缸;所述侧推升降气缸的行程小于热风升降气缸的行程;两组所述滑轨组件分别设置在侧推升降架底部两侧。
13.优选的,所述侧推升降架上设置有穿过侧推固化机构用于将保险杠固定在仿形模具上的下压机构;所述下压机构包括水平设置在侧推升降架上且位于侧推板上方的安装板、多根竖直设置在安装板上且穿过侧推板与侧推块交错放置的下压杆;所述安装板上设置有多个便于多根热风装置穿过的第二避让孔。
14.优选的,每根所述下压杆均包括竖直设置在安装板上的伸缩杆、设置在伸缩杆底部的压头、套设在伸缩杆上用于驱动压头朝下运动的弹簧。
15.优选的,所述压头由橡胶材料制成。
16.优选的,所述平移机构包括多根水平设置在机箱底部且从前往后放置的导轨、分别设置在多根导轨上的滑块、水平放置且分别设置在多个滑块上的平移板、设置在平移板后方且滑动设置在导轨上的滑动架、水平设置在滑动架上且从前往后放置用于驱动平移板在上料区和低配焊接区之间移动的第一平移气缸、水平设置在机箱内且位于第一平移气缸下方用于驱动滑动架带动平移板在低配焊接区和高配焊接区之间移动的第二平移气缸;所述仿形模具水平设置在平移板上。
17.优选的,最外侧两根所述导轨上在低配焊接区和高配焊接区均设置有定位组件;每组所述定位组件均包括设置在导轨侧面的定位座、竖直设置在定位座上的定位孔、竖直设置在平移板底部且驱动端可伸入定位孔内的定位气缸。
18.由于上述技术方案的运用,本发明与现有技术相比具有下列优点:
19.1、本发明先通过热风软化机构将保险杠焊接部位吹软,再通过侧推固化机构将软化后焊接部位弯曲固化,不仅适用于面与面焊接,或者焊接柱/片筋穿过孔焊接,且可以实现焊接片筋往指定方向搭接的焊接要求,用途更广泛,并且能减少焊接后的回弹变形;
20.2、本发明集低配焊接和高配焊接为一体,能分别对高配和低配的保险杠进行焊接,不仅大大提高了工作效率,降低了劳动强度大,且能大大缩减占地面积,从而大大降低了生产成本。
附图说明
21.下面结合附图对本发明技术方案作进一步说明:
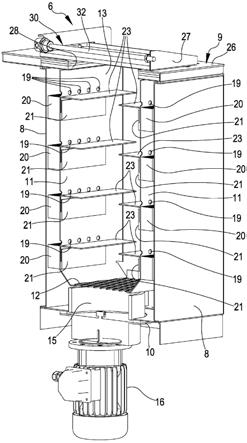
22.附图1为本发明所述的汽车内外饰件热风焊接机的结构示意图;
23.附图2为本发明去除箱体后的结构示意图;
24.附图3为本发明中低配焊接区的结构示意图;
25.附图4为图3中两组热风软化机构的结构示意图;
26.附图5为图3中两组侧推固化机构的结构示意图;
27.附图6为图3中单组侧推固化机构的结构示意图;
28.附图7为图3中下压机构的结构示意图;
29.附图8为本发明中高配焊接区的结构示意图;
30.附图9为本发明中平移机构的结构示意图;
31.附图10为本发明中定位组件的位置示意图。
32.其中:1、机箱;11、上料区;12、低配焊接区;13、高配焊接区;2、仿形模具;3、平移机构;31、导轨;32、滑块;33、平移板;34、滑动架;35、第一平移气缸;36、第二平移气缸;4、热风软化机构;41、支撑板;42、热风装置;43、连接柱;5、热风升降机构;51、导杆;52、热风升降架;53、热风升降气缸;6、侧推固化机构;61、滑轨组件;62、侧推板;63、侧推气缸;64、侧推块;65、第一避让孔;7、侧推升降机构;71、侧推升降架;72、侧推升降气缸;8、下压机构;81、安装板;82、下压杆;821、伸缩杆;822、压头;823、弹簧;83、第二避让孔;9、定位组件;91、定位座;92、定位孔;93、定位气缸。
具体实施方式
33.下面结合附图及具体实施例对本发明作进一步的详细说明。
34.附图1-10为本发明所述的汽车内外饰件热风焊接机,包含机箱1、分别设置在机箱1内且从前往后依次放置的上料区11、低配焊接区12和高配焊接区13、水平设置在机箱1内用于放置保险杠的仿形模具2、设置在机箱1内底部用于驱动仿形模具2在上料区11、低配焊接区12和高配焊接区13之间移动的平移机构3;
35.所述低配焊接区12和高配焊接区13均包括设置在仿形模具2上方用于将保险杠焊接部位吹软的热风软化机构4、设置在机箱1内用于驱动热风软化机构4升降的热风升降机构5、设置在热风软化机构4和仿形模具2之间用于将软化后焊接部位弯曲固化的侧推固化机构6、设置在机箱1内用于驱动侧推固化机构6升降的侧推升降机构7;
36.所述低配焊接区12内的热风软化机构4和侧推固化机构6均设置有两组,且分别位于保险杠的两侧;
37.所述高配焊接区13内的热风软化机构4和侧推固化机构6各设置有一组,且位于保险杠的中部。
38.工作时:仿形模具2在平移机构3的驱动下位于上料区11,便于工作人员将保险杠置于仿形模具2上,然后仿形模具2在平移机构3的驱动下移动到低配焊接区12,通过两组热风软化机构4和侧推固化机构6同时对保险杠的两侧部分焊点进行焊接;如果是低配的保险杠,则完成焊接,此时平移机构3驱动仿形模具2位于上料区11,取下焊接好的低配保险杠,并换上待焊接的保险杠;如果是高配的保险杠,则平移机构3再驱动仿形模具2位于高配焊接区13,通过一组热风软化机构4和侧推固化机构6对保险杠的中部部分焊点进行焊接,当完成焊接后,平移机构3驱动仿形模具2位于上料区11,取下焊接好的高配保险杠,并换上待焊接的保险杠。
39.进一步,所述热风软化机构4包括水平放置的支撑板41、多根竖直设置在支撑板41上且与保险杠上待焊接位置对应的热风装置42;工作时:先通过热风升降机构5驱动支撑板41带动多根热风装置42向下运动,直到热风装置42出风口距离保险杠上待焊接位置10-20mm,然后同时启动多根热风装置42,通过多根热风装置42吹出的高温热气使保险杠上待焊接位置软化,最后通过热风升降机构5驱动支撑板41带动多根热风装置42向上运动回到
初始位置。
40.进一步,所述热风升降机构5包括多根竖直设置在机箱1内且分别位于平移机构3两侧的导杆51、水平设置在仿形模具2上方且套设在多根导杆51上的热风升降架52、两个竖直设置在机箱1内且分别位于平移机构3两侧用于驱动热风升降架52升降的热风升降气缸53;所述支撑板41水平设置在热风升降架52的下方,且通过多根竖直放置的连接柱43连接;工作时:通过两个热风升降气缸53驱动热风升降架52沿着多根导杆51上下运动,从而驱动热风软化机构4进行升降。
41.进一步,所述侧推固化机构6包括两组水平且平行放置的滑轨组件61、水平放置且两侧分别设置在两组滑轨组件61行的侧推板62、水平放置用于驱动侧推板62水平移动的侧推气缸63、多根竖直设置在侧推板62上且位于热风装置42一侧的侧推块64;所述侧推板62上设置有多个便于多根热风装置42穿过的第一避让孔65;当热风软化机构4将保险杠焊接部位吹软并回到初始位置后;先通过侧推升降机构7驱动侧推板62带动多根侧推块64向下运动,直到侧推块64的底部距离保险杠上待焊接位置1-2mm,然后通过侧推气缸63驱动侧推板62带动多根侧推块64将软化后焊接部位弯曲固化实现焊接,最后通过侧推升降机构7驱动侧推板62带动多根推块向上运动回到初始位置。
42.进一步,所述侧推升降机构7包括水平设置在热风升降架52和仿形模具2之间且套设在多根导杆51上的侧推升降架71、两个竖直设置在机箱1内且分别位于平移机构3两侧用于驱动侧推升降架71升降的侧推升降气缸72;所述侧推升降气缸72的行程小于热风升降气缸53的行程;两组所述滑轨组件61分别设置在侧推升降架71底部两侧;工作时:通过两个侧推升降气缸72驱动侧推升降架71沿着多根导杆51上下运动,从而驱动侧推固化机构6进行升降。
43.进一步,所述侧推升降架71上设置有穿过侧推固化机构6用于将保险杠固定在仿形模具2上的下压机构8;所述下压机构8包括水平设置在侧推升降架71上且位于侧推板62上方的安装板81、多根竖直设置在安装板81上且穿过侧推板62与侧推块64交错放置的下压杆82;所述安装板81上设置有多个便于多根热风装置42穿过的第二避让孔83;当侧推升降机构7驱动侧推板62带动多根侧推块64向下运动时,先通过多根下压杆82与保险杠接触,将保险杠固定在仿形模具2上,防止侧推固化机构6将软化后焊接部位弯曲固化时保险杠位置发生侧移,提高焊接质量。
44.进一步,每根所述下压杆82均包括竖直设置在安装板81上的伸缩杆821、设置在伸缩杆821底部的压头822、套设在伸缩杆821上用于驱动压头822朝下运动的弹簧823;工作时:由于压头822具有伸缩功能,不仅能将保险杠牢牢固定在仿形模具2上,且能降低下压杆82的加工精度。
45.进一步,所述压头822由橡胶材料制成,能有效防止压头822将保险杠压伤,起到安全保护作用。
46.进一步,所述平移机构3包括多根水平设置在机箱1底部且从前往后放置的导轨31、分别设置在多根导轨31上的滑块32、水平放置且分别设置在多个滑块32上的平移板33、设置在平移板33后方且滑动设置在导轨31上的滑动架34、水平设置在滑动架34上且从前往后放置用于驱动平移板33在上料区11和低配焊接区12之间移动的第一平移气缸35、水平设置在机箱1内且位于第一平移气缸35下方用于驱动滑动架34带动平移板33在低配焊接区12
和高配焊接区13之间移动的第二平移气缸36;所述仿形模具2水平设置在平移板33上;当需要驱动仿形模具2位于上料区11时:第一平移气缸35和第二平移气缸36均处于伸出状态,此时仿形模具2位于上料区11;当需要驱动仿形模具2位于低配焊接区12时:第一平移气缸35处于缩回状态,第二平移气缸36处于伸出状态,此时仿形模具2位于低配焊接区12;需要驱动仿形模具2位于高配焊接区13时:第一平移气缸35和第二平移气缸36均处于缩回状态,此时仿形模具2位于高配焊接区13,从而能驱动仿形模具2在上料区11、低配焊接区12和高配焊接区13之间移动。
47.进一步,最外侧两根所述导轨31上在低配焊接区12和高配焊接区13均设置有定位组件9;每组所述定位组件9均包括设置在导轨31侧面的定位座91、竖直设置在定位座91上的定位孔92、竖直设置在平移板33底部且驱动端可伸入定位孔92内的定位气缸93;当平移机构3驱动仿形模具2位于低配焊接区12和高配焊接区13时,定位气缸93伸入定位孔92内,起到精确定位作用,提高焊接精度。
48.以上仅是本发明的具体应用范例,对本发明的保护范围不构成任何限制。凡采用等同变换或者等效替换而形成的技术方案,均落在本发明权利保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。