1.本发明涉及输送用辊及其制造方法,更详细而言,涉及不需要弹性体构件的手动组装而便宜且高精度的树脂制的输送用辊及其制造方法。
背景技术:
2.用于激光打印机、复合机等的纸的输送用的辊,成为将用于夹持纸的弹性体部、使纸冲出的滚轮部、传递旋转驱动的齿轮部和轴组合而成的结构,零件件数多,也耗组装工时,成为成本增加的主要原因。
3.图1是具有以往的金属制的轴部的输送用辊的示意图。
4.金属制的输送用辊1由金属制轴部(也称为轴)2、冲出滚轮部3、管状的弹性体部4、齿轮部5构成,弹性体部4在办公设备等的送纸用辊零件中,例如为了与作为被输送物的纸等接触而稳定地输送纸而使用橡胶等弹性体。
5.近年来,为了降低上述输送辊的成本,考虑代替金属制轴地,利用同一滑动树脂材料成形轴、冲出滚轮部和齿轮部,然后组装弹性体部的方式。
6.图2是具有树脂制的轴部的输送用辊的示意图。
7.树脂制的输送用辊11由树脂制轴部12、树脂制冲出滚轮部13、管状的弹性体部14以及树脂制齿轮部15构成。但是,在该方式中,在进行弹性体部的组装时,需要使管状的弹性体部在冲出滚轮部上通过,因此弹性体部不得不伸长。因而,产生橡胶硬度变低且厚度也变薄等设计上的制约。此外,产生因弹性体的伸长而使直径尺寸不好确定、因手动作业(手动组装)的进行而耗费组装工时等问题。
8.作为削减这样的弹性体部的组装的方法,已知在弹性体部使用热塑性弹性体而进行弹性体部的二色成型的方法(例如参照专利文献1~3。)。在此,二色成型是指将不同的两种树脂成形于1个零件的技术。
9.但是,在上述方法中,也存在需要二色成型用的设备、因进行二次成形而使模具机构复杂化等生产率较差、以及为了使形成轴部的树脂具有与弹性体的密合性而对该树脂付与凹凸形状而因此难以进行模具加工和成形等许多问题,现状是,即使没有由手工作业进行的组装工序,也不会降低成本。
10.现有技术文献
11.专利文献
12.专利文献1:日本特开平9-202486号公报
13.专利文献2:日本特开2001-31265号公报
14.专利文献3:日本特开2006-312293号公报
技术实现要素:
15.发明要解决的课题
16.本发明是鉴于上述问题和状况而做成的,其要解决的课题在于,提供不需要弹性
体构件的手动组装而便宜且高精度的树脂制的输送用辊及其制造方法。
17.用于解决课题的方案
18.本发明人在为了解决上述课题而研究上述问题的原因等的过程中发现了:使输送被输送物的输送用辊至少由树脂制的轴部和输送上述被输送物的弹性体部构成,且使上述轴部与上述弹性体部熔融接合,由此能够获得不必进行弹性体构件的手动组装而便宜且高精度的树脂制的输送用辊及其制造方法。
19.即,通过以下的手段解决本发明的上述课题。
20.1.一种输送用辊,用于输送被输送物,其特征在于,
21.所述输送用辊至少由树脂制的轴部和输送所述被输送物的弹性体部构成,
22.所述轴部与所述弹性体部熔融接合。
23.2.根据第1项所述的输送用辊,其特征在于,所述弹性体部含有热塑性弹性体。
24.3.根据第1项或第2项所述的输送用辊,其特征在于,所述轴部含有的树脂材料与作为所述弹性体部含有的热塑性弹性体的基体材料(日文:
マトリックス
材)的树脂材料的溶解度参数的值的差的绝对值为1.0以内。
25.4.根据第1项至第3项中任一项所述的输送用辊,其特征在于,所述轴部在所述弹性体部的周边不具有位置限制用的形状。
26.5.根据第1项所述的输送用辊,其特征在于,构成所述轴部的树脂部与所述弹性体部的侧面部的两面相接,所述树脂部的高度在所述弹性体部的厚度的30%~70%的范围内,并且所述树脂部具有利用成形时的收缩保持所述弹性体部的构造。
27.6.根据第5项所述的输送用辊,其特征在于,所述弹性体部的橡胶硬度为a80
°
以下。
28.7.根据第5项或第6项所述的输送用辊,其特征在于,所述轴部含有聚缩醛。
29.8.根据第1项至第7项中任一项所述的输送用辊,其特征在于,相当于所述轴部的轴承部的部分具有管状的滑动构件,所述输送用辊具有使所述滑动构件与所述轴部嵌入成形(日文:
インサート
成形)后得到的构造。
30.9.根据第2项至第4项中任一项或第8项所述的输送用辊,其特征在于,所述弹性体部含有热塑性弹性体,所述热塑性弹性体包含聚丙烯或聚乙烯作为基体材料,并且所述轴部含有热塑性树脂,所述热塑性树脂包含聚丙烯或聚乙烯。
31.10.根据第2项至第9项中任一项所述的输送用辊,其特征在于,所述弹性体部含有的热塑性弹性体是苯乙烯类弹性体或烯烃类弹性体。
32.11.根据第8项至第10项中任一项所述的输送用辊,其特征在于,所述滑动构件含有聚缩醛。
33.12.根据第8项至第11项中任一项所述的输送用辊,其特征在于,所述轴部含有树脂增强剂。
34.13.一种输送用辊的制造方法,所述输送用辊至少由树脂制的轴部和输送被输送物的弹性体部构成,用于输送被输送物,其特征在于,
35.所述输送用辊的制造方法具有以下的嵌入成形工序:将所述弹性体部放置于模具,接着通过作为所述轴部用而将熔融树脂填充于模具以及进行转印并固化的注塑成形,使所述轴部与所述弹性体部一体化。
36.14.根据第13项所述的输送用辊的制造方法,其特征在于,所述输送用辊的制造方法具有以下的工序:通过注塑成形而成形树脂部,以使构成所述轴部的所述树脂部的高度在所述弹性体部的厚度的30%~70%的范围内且使所述树脂部与所述弹性体部的侧面部的两面相接,接着利用所述树脂部的成形时的收缩保持所述弹性体部。
37.15.根据第13项或第14项所述的输送用辊的制造方法,其特征在于,所述输送用辊的制造方法具有以下的嵌入成形工序:利用管状的滑动构件形成相当于所述轴部的轴承部的部分,将所述滑动构件放置于模具,接着通过作为所述轴部用而将熔融树脂填充于模具以及进行转印并固化的注塑成形,使所述轴部与所述滑动构件一体化。
38.发明效果
39.利用本发明的上述手段,能够提供一种不必进行弹性体构件的手动组装而便宜且高精度的树脂制的输送用辊及其制造方法。
40.如下所述地说明本发明的效果。
41.本发明的输送用辊由树脂制的轴部和输送被输送物的弹性体部构成,具有使上述轴部与上述弹性体部嵌入成形后得到的构造。特别是,发现了:通过使上述弹性体部含有热塑性弹性体,并使用作上述热塑性弹性体的基体材料的树脂材料与用于上述轴部的树脂材料的溶解度参数的值很接近,能使上述弹性体部和上述轴部在嵌入成形时熔融接合而一体化。这样,通过具有使该弹性体部与轴部嵌入成形而成的构造,例如使上述轴部具有构造上的优点,并且由于进行一体化成形,所以能够提供不必进行上述的弹性体构件的手动组装等而便宜且高精度的树脂制的输送用辊及其制造方法,上述构造上的优点是在上述弹性体部的周边也可以不具有防偏离用的特别的位置限制用的形状等。
附图说明
42.图1是具有以往的金属制的轴部的输送用辊的示意图。
43.图2是具有树脂制的轴部的输送用辊的示意图。
44.图3是表示配置有纸输送辊的供纸装置的示意图。
45.图4a是表示由弹性体部与轴部的嵌入成形进行的一体化成形的概略的示意图。
46.图4b是关闭模具,自注塑成形部件将熔融后的热塑性树脂注入而成形轴部的示意图。
47.图4c是使弹性体部与轴部一体化成形而成的输送用辊的示意图。
48.图5是表示用于轴部的树脂材料和用于弹性体部的树脂材料的溶解度参数的值的差的绝对值超过1.0而进行了熔融接合的情况和上述绝对值在1.0以内而进行了熔融接合的情况下的输送用辊的示意图。
49.图6a是表示由弹性体部、滑动构件与轴部的嵌入成形而进行的一体化成形的流程的示意图。
50.图6b是表示由弹性体部、滑动构件与轴部的嵌入成形进行的一体化成形的流程的示意图。
51.图6c是表示由弹性体部、滑动构件与轴部的嵌入成形进行的一体化成形的流程的示意图。
52.图6d是表示由弹性体部、滑动构件与轴部的嵌入成形进行的一体化成形的流程的
示意图。
53.图7是表示在弹性体部侧面设置树脂部而利用成形收缩的力物理性地保持弹性体部的方法的示意图,和在弹性体部侧面树脂部利用成形收缩进行的保持与弹性体部的变形的关系的曲线图。
54.图8a是对具有滑动构件的输送用辊进行说明的示意图。
55.图8b是表示具有滑动构件的输送用辊的示意图。
56.图8c是滑动构件的放大图。
57.图9a是说明磨损试验的概要的概略图。
58.图9b是说明磨损试验的磨损深度的示意图。
具体实施方式
59.本发明的输送用辊输送被输送物,其特征在于,上述输送用辊至少由树脂制的轴部和输送上述被输送物的弹性体部构成,上述轴部与上述弹性体部熔融接合。该特征是在下述实施方式中共通或对应的技术性特征。
60.作为本发明的实施方式,从体现本发明的效果的观点出发,上述弹性体部含有热塑性弹性体,这从通过注塑成形而成形弹性体部的观点出发是优选的。
61.此外,从使上述轴部与上述轴弹性体部熔融接合而一体化地成形的观点出发,优选是,上述轴部含有的树脂材料与作为上述弹性体部含有的热塑性弹性体的基体材料的树脂材料的溶解度参数的值的差的绝对值在1.0以内。
62.另外,从能使轴部的构造和模具的构造简化的观点出发,优选是,上述轴部在上述弹性体部的周边不具有位置限制用的形状。
63.作为本发明的另一实施方式,优选是,构成上述轴部的树脂部与上述弹性体部的侧面部的两面相接,上述树脂部的高度在上述弹性体部的厚度的30%~70%的范围内,并且上述树脂部具有利用成形时的收缩保持上述弹性体部的构造。这是由于输送辊所谋求的功能之一有滑动性(低摩擦、耐磨损性),作为成形树脂,通常也有使用滑动性好且便宜的聚缩醛(pom:sp值11附近)或尼龙(pa6、pa66:sp值13附近)等的要求,届时利用该材料难以利用熔融接合而一体化,所以优选在弹性体部侧面以与弹性体部侧面相接的方式设置树脂部,利用该树脂部的成形收缩的力保持弹性体部的方法进行应对。
64.届时,优选上述弹性体部的橡胶硬度为a80
°
以下。这是由于在弹性体部端部附近因树脂的收缩而变形时,当橡胶硬度超过a80
°
时,上述树脂部的高度需要为上述弹性体部的厚度的80%以上,产生对作为弹性体部的辊隙(弹性变形而夹持纸)的影响。
65.另一方面,橡胶硬度越低,越不会变形,因此在橡胶硬度为a40
°
时,为了保持上述弹性体部而将变形程度设为规定的范围以下,需要将上述树脂部的高度设为上述弹性体部的厚度的30%左右,但在该范围内,不产生对辊隙的影响。由此,弹性体部的橡胶硬度为a80
°
以下是从弹性体部的保持与辊隙的效果的观点出发而优选的范围。
66.在该情况下,从上述滑动性的观点出发,作为本发明的另一实施方式,优选上述轴部含有聚缩醛(pom)。
67.此外,从使上述滑动构件与上述轴部一体化成形的观点出发,优选是,相当于上述轴部的轴承部的部分由管状的滑动构件形成,具有使上述滑动构件与上述轴部嵌入成形后
得到的构造。
68.作为本发明的上述弹性体部,优选的实施方式是,上述弹性体部含有热塑性弹性体,上述热塑性弹性体包含聚丙烯(pp)或聚乙烯(pe)作为基体材料,并且上述轴部含有热塑性树脂,上述热塑性树脂包含聚丙烯(pp)或聚乙烯(pe)。这是由于有时发生在印刷时使用的调色剂(使用苯乙烯丙烯酸树脂和聚酯类树脂,熔点在100℃附近)附着于辊的弹性体部的不良现象。通常在这样成为高温的部分的输送辊使用硅酮橡胶,但在将聚丙烯(pp)或聚乙烯(pe)使用于热塑性弹性体的基体时,从能够抑制调色剂附着的观点出发,是优选的实施方式。
69.在该情况下,优选是,上述弹性体部含有的热塑性弹性体是苯乙烯类弹性体或烯烃类弹性体。另外,从上述滑动性和成本的观点出发,优选是,上述滑动构件含有聚缩醛(pom)。
70.而且,从轴承部的变形的抑制和耐久性的观点出发,上述轴部含有树脂增强剂是优选的样式。
71.本发明的输送用辊的制造方法的输送用辊,至少由树脂制的轴部和输送被输送物的弹性体部构成,输送被输送物,其特征在于,上述输送用辊的制造方法具有以下的嵌入成形工序:将上述弹性体部放置于模具,利用将熔融树脂填充于模具以及进行转印并固化的注塑成形,使上述轴部与上述弹性体部一体化。
72.另外,作为本发明的另一实施方式,其特征在于,具有以下的工序:通过注塑成形而成形构成上述轴部的树脂部,并使该树脂部的高度在上述弹性体部的厚度的30%~70%的范围内且使上述树脂部与上述弹性体部的侧面部的两面相接,接着利用上述树脂部的成形时的收缩保持上述弹性体部。
73.此外,作为另一实施方式,其特征在于,具有以下的嵌入成形工序:利用管状的滑动构件形成相当于上述轴部的轴承部的部分,将上述滑动构件放置于模具,接着通过作为上述轴部用而将熔融树脂填充于模具以及进行转印并固化的注塑成形,使上述轴部与上述滑动构件一体化。
74.利用以上的输送用辊的制造方法,能够提供不需要弹性体构件的手动组装、便宜且高精度的树脂制的输送用辊。
75.以下,对本发明及其构成要素以及用于实施本发明的形态
·
样式进行详细的说明。另外,在本技术中,关于“~”,以包含在其前后记载的数值来作为下限值以及上限值的意思使用该“~”。
76.本发明的输送用辊的概要
77.本发明的输送用辊输送被输送物,其特征在于,上述输送用辊至少由树脂制的轴部和输送上述被输送物的弹性体部构成,上述轴部与上述弹性体部熔融接合,是在以下的第1实施方式、第2实施方式以及第3实施方式中共通的技术。
78.本发明中所说的“弹性体”是具有橡胶弹性的性质的材料,是弹性极限高且弹性率低的材料(杨氏模量大概为50mpa以下)。
79.在此,对“输送被输送物的输送用辊”的通常的形态进行说明。
[0080]“被输送物”通常指记录介质,作为记录介质,可以使纸张、树脂板、金属、织物和橡胶等各种各样的介质。另外,作为纸,能够举出普通纸、板纸、铜版纸、树脂涂布纸和合成纸
等。另外,“被输送物”并不限定于记录介质。
[0081]
激光打印机、复印机等装置中的基本的送纸机构例如如在专利文献1中所介绍的那样。即,如图3的表示配置有纸输送辊的供纸装置的示意图所示,纸张52被堆积放置在供纸盒50内,由跳跃辊51(日文:
ホッピングローラー
)取出。另外,在跳跃辊51的后方配置有防叠送辊53、54以及输送用辊55、56等。另外,在图3中,防叠送辊54利用驱动轴57进行工作,在辊主体61上卷绕有摩擦橡胶58。
[0082]
本发明的输送用辊用于上述跳跃辊51、防叠送辊53、54以及输送用辊55、56等,但在激光打印机、复印机等使用许多个输送用辊,并不限定于以上的辊。
[0083]
(1)第1实施方式
[0084]
本发明的输送用辊的第1实施方式是输送被输送物的输送用辊,其特征在于,上述输送用辊至少由树脂制的轴部和输送上述被输送物的弹性体部构成,上述弹性体部熔融接合于上述轴部的外周上。
[0085]
优选是,本发明的弹性体部是将热塑性弹性体成形为圆筒形(管状)后得到的成形物。
[0086]
此外,从使上述轴部与上述弹性体部熔融接合而一体化来成形(以下也称为一体化成形)的观点出发,优选是,上述轴部含有的树脂材料与用作上述弹性体部含有的热塑性弹性体的基体材料的树脂材料的溶解度参数的值的差的绝对值在1.0以内。
[0087]
用于上述弹性体部的热塑性弹性体,优选是从由苯乙烯类弹性体、氯化聚乙烯类弹性体、聚氯乙烯树脂类弹性体、烯烃类弹性体、聚氨酯类弹性体、酯类弹性体、酰胺类弹性体、离聚物弹性体、乙烯-丙烯酸乙酯共聚物类弹性体以及乙烯
·
醋酸乙烯共聚物类弹性体构成的组中选出的弹性体,其中更优选是苯乙烯类弹性体以及烯烃类弹性体。
[0088]
作为上述苯乙烯类弹性体,例如能够举出sbs(苯乙烯-丁二烯-苯乙烯嵌段共聚物)、sis(苯乙烯-异戊二烯-苯乙烯嵌段共聚物)、sebs(苯乙烯-乙烯-丁烯-苯乙烯嵌段共聚物:氢化sbs)、seeps(苯乙烯-乙烯-丙烯-苯乙烯嵌段共聚物)、seps(苯乙烯-乙烯-丙烯-苯乙烯嵌段共聚物:氢化sis)和hsbr(氢化苯乙烯-丁二烯非等规共聚物)等。作为市面上出售的苯乙烯类热塑性弹性体,例如能够举出“septon”(商品名称,可乐丽公司制)、“tuftec”(商品名称,旭化成化学公司制)和“dynaron”(商品名称,jsr公司制)。
[0089]
烯烃类热塑性弹性体(tpo:thermoplastic olefinic elastomer)是将聚丙烯(pp)、聚乙烯(pe)等聚烯烃作为硬链段(本发明中所说的基体材料)并将乙烯-丙烯橡胶(epm、epom)等橡胶成分作为软链段的热塑性弹性体。另外,上述tpo能够大致区分为聚烯烃与橡胶成分的共混型、聚烯烃与橡胶成分的动态交联型(有时也区别称为tpv:themoplastic vulcanizates)以及聚烯烃与橡胶成分的聚合型(r-tpo:reactor-tpo)这3种类型。
[0090]
作为市面上出售的产品,例如举出三菱化学(股份)的tpo即“thermorun(注册商标)”以及“trexprene(注册商标)”。
[0091]
在调配上述热塑性弹性体和作为上述基体材料的热塑性树脂的情况下,优选地使用如下这样得到的组成物,即,相对于100质量部的热塑性弹性体在25~100质量部的范围内调配热塑性树脂,并通过硫黄硫化或树脂硫化使上述热塑性弹性体动态硫化而分散在上述热塑性树脂中,从而得到该组成物。
[0092]
如上所述,上述热塑性弹性体使用上述热塑性树脂作为基体材料,作为用于该轴部的热塑性树脂,从滑动性和耐磨损性的观点出发,优选地例示聚缩醛(pom)、聚丙烯(pp)或聚乙烯(pe),在刚性方面和尺寸精度方面,优选地例示聚碳酸脂(pc)、丙烯腈-丁二烯-苯乙烯共聚物(abs)。
[0093]
在此,为了具有将上述轴部和上述弹性体部熔融接合在一起的构造,用于上述轴部的树脂材料与用作上述弹性体部含有的热塑性弹性体的基体材料的树脂材料的溶解度参数的值的差的绝对值优选为1.0以内,通过加热使树脂熔融,树脂彼此容易地熔融接合,从而达成一体化成形。
[0094]“熔融接合”通常是指:对两种以上的构件的接合部施加热或压力,或施加热及压力两者,并根据需要添加适当的填充金属,做成接合部具有连续性的一体化后的构件的接合方法。“熔融接合”在本发明中是指树脂彼此因加热等熔融并且相接,从而在其界面发生树脂的混合而一体化成形为一个混合物。
[0095]
另外,“一体化成形”是指接合起来的构件只要不被施力则不分离的状态。
[0096]
在此,以基于对分子构造与高分子材料的物性值的相关关系统计性地进行解析而得到的回归式的bicerano法,算出树脂材料的溶解度参数值(也称为“sp值”)。具体而言,采用在安装于市面上出售的个人电脑的软件“scigress version 2.6”(富士通公司制)中代入各个化合物的构造而利用bicerano法算出的值。
[0097]
在表i中示出了:用于本发明的上述弹性体部的热塑性弹性体种类(硅酮橡胶、氟橡胶、三元乙丙橡胶(epdm)、天然橡胶、烯烃型弹性体、苯乙烯类弹性体(sbr))以及基体材料种类(聚丙烯、聚酯类树脂、丙烯酸类树脂)与用于上述轴部的热塑性树脂种类(聚丙烯、聚乙烯、聚碳酸脂、聚缩醛)各自的溶解度参数值,和形成为成形零件时的弹性体部与轴部的剥离程度(不可剥离、简单地剥离或未接合的评价)的结果。
[0098]
表1表i
[0099]
[0100][0101]
○
:不可剥离,δ:简单地剥离,
×
:最开始就剥离(未接合)
[0102]
根据表i可知,当用于上述轴部的树脂材料与用作上述弹性体部含有的热塑性弹性体的基体材料的树脂材料的溶解度参数的值的差的绝对值为1.0以内时,树脂材料彼此能够熔融接合而一体化成形。
[0103]
因而,通过将用于上述轴部的树脂材料与用作上述弹性体部所含有的热塑性弹性体的基体材料的树脂材料的组合最佳化,能够进行一体化成形,而且通过使该轴部与该弹性体部熔融接合,使上述轴部具有构造上以及模具设计上的优点,例如,在上述弹性体部的周边也可以不具有防偏离用的特别的位置限制用的形状等。例如举出能在没有成形时的脱模的影响等的前提下高精度地制作成形物、在不被防偏离形状干扰的前提下使获得规定的压印量时的弹性体部的设计变容易等优点。
[0104]
另外,有时发生在印刷时所使用的调色剂(使用苯乙烯丙烯酸和聚酯类,熔点为100℃附近)附着于输送用辊的弹性体部的不良现象。
[0105]
在表ii中评价了:在将用于本发明的上述弹性体部的热塑性弹性体种类(硅酮橡胶、氟橡胶、三元乙丙橡胶(epdm)、天然橡胶、烯烃型弹性体、苯乙烯类弹性体(sbr)以及基体材料种类(聚丙烯、聚酯类树脂、丙烯酸类树脂)的组合如下述表ii所述那样地变化且使输送时的温度变化为80~100℃时的、调色剂向弹性体部附着的程度。
[0106]
表2表ii
[0107]
[0108][0109]
○
:无附着,δ:附着一些,
×
:附着较多
[0110]
根据表ii可知,通过用眼睛观察的方式评价了在使输送时的温度变化为80~100℃时的、调色剂向弹性体部的附着,获得了以下的实验结果:若将烯烃类弹性体或苯乙烯类弹性体和使用聚丙烯(pp)作为基体材料的热塑性弹性体用于弹性体部,则能在各温度下抑制调色剂附着。因而,作为热塑性弹性体的基体材料,聚丙烯(pp)是优异的。
[0111]
另一方面,上述轴部也优选含有树脂增强剂,以抑制轴承部的变形、提高耐久性。例如,优选在形成上述轴部的热塑性树脂中混合聚吲哚纤维(日文:
ポリベンザゾール
繊維)、碳纤维、芳族聚酰胺纤维、金属纤维、玻璃纤维、陶瓷纤维或聚对苯二甲酰对苯二胺纤维(日文:
ポリパラフェニレンテレフタルアミド
繊維)等纤维状填料。其中,作为该纤维状的填料,更优选碳纤维或玻璃纤维中的至少一者。
[0112]
优选是,上述纤维状填料的平均直径在0.2μm~10.0μm的范围内,且平均长度与直径比在10~100的范围内。由于纤维状的填料的平均直径在较小的情况下不易影响轴部的表面平滑性,所以纤维状的填料的平均直径最好为10μm以下。另外,在为0.2μm以上时,能够获得充分的强度。
[0113]
另外,由于纤维状的填料的平均长度也是在较短的情况下不易影响轴部的表面平滑性,所以纤维状的填料的平均长度也优选为100μm以下。另外,当纤维状的填充剂的平均长度为10μm以上时,能够获得充分的强度。
[0114]
此外,纤维状的填料的平均长度与直径比优选在10~100的范围内。认为在该范围内时,易于与树脂互溶,轴部的加强效果良好。
[0115]
作为具体的纤维状的填料,例如能够举出碳纤维毡合纤维(三菱化学股份公司制)、玻璃纤维t-289de(日本电子玻璃公司制)和毡合纤维(旭玻璃纤维公司制)等。
[0116]
此外,上述弹性体部以及轴部用组成物在不影响本发明的目的的范围内也可以含有热塑性弹性体、热塑性树脂以外的各种聚合物、添加剂。作为添加剂的具体例,举出防氧化剂、耐热稳定剂、耐气候稳定剂、耐光稳定剂、紫外线吸收剂、防静电干扰剂、防老化剂、脂肪酸金属盐、软化剂、分散剂、成核剂、润滑剂、阻燃剂、颜料、染料和有机填充剂。
[0117]
在使用亨舍尔混合机、v型混合机、螺旋式混合机或滚筒式混合机等将各成分及其
他的添加剂均匀地混合规定量,接着使用挤压机加工成普通丸状时,能够利用为适于注塑成形的树脂组成物。
[0118]
本发明的输送用辊的制造方法是至少由树脂制的轴部和输送被输送物的弹性体部构成的、输送被输送物的输送用辊的制造方法,其特征在于,具有以下的嵌入成形工序:将上述弹性体部放置于模具,接着通过作为上述轴部用而将熔融树脂填充于模具以及进行转印并固化的注塑成形,使上述轴部与上述弹性体部一体化。
[0119]
不必利用与轴部相同的模具制作上述弹性体部,热塑性弹性体当然也能是橡胶制品,其制法也可以是注塑成形、挤压加工管的切出。例如优选利用以下的方法成形弹性体部。
[0120]
1)使用热塑性弹性体以及基体材料挤压成形圆筒状(管状)成形物。
[0121]
2)对所获得的圆筒状成形物进行研磨,以调整尺寸,在切断成目标的辊的长度后进行清洗。
[0122]
3)将被切断了的圆筒状成形物放置于模具,以通过与轴部的嵌入成形而实现一体化成形。
[0123]
作为用于获得成形物的公知的成形法,例如举出注塑成形法、射出压缩成形法、挤压成形法、异型挤压法、传递模塑法、中空成形法、气体辅助中空成形法、吹塑成形法、挤压吹塑成形、imc(模内涂敷成形)成形法、旋压成形法、多层成形法、二色成型法、嵌入成形法、分层成形法、发泡成型法和加压成形法等,在本发明中,其特征在于,使用注塑成形法对上述弹性体部和上述轴部进行嵌入成形。
[0124]
在本发明中,“嵌入成形”是指如下的成形方法:向插入并放置在模具内的弹性体部、后述的滑动构件等的管中注入熔融后的热塑性树脂,从而使弹性体部、滑动构件与贯穿该弹性体部、滑动构件的轴部一体化。
[0125]
图4是表示由弹性体部与轴部的嵌入成形进行一体化成形的概略的示意图。
[0126]
在图4a中,在开闭型的模具101中利用构件放置部件106将弹性体部102放置于规定的位置。
[0127]
在图4b中,关闭模具101,自注塑成形部件103将熔融的热塑性树脂(熔融树脂104)注入于形成轴部的空间,成形轴部105。
[0128]
在图4c中,卸下单面模具101,获得使弹性体部102与轴部105一体化成形而成的输送用辊。
[0129]
如上所述,本发明的输送用辊的特征在于,具有通过嵌入成形使热塑性弹性体层与辊轴部的外周一体化的构造。
[0130]
图5是表示用于轴部的树脂材料与用于弹性体部的树脂材料的溶解度参数的值的差的绝对值超过1.0而进行了熔融接合的情况和上述绝对值在1.0以内而进行了熔融接合的情况下的输送用辊的示意图。
[0131]
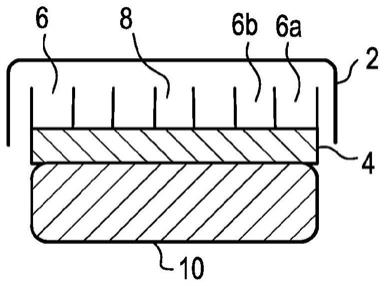
图5的a是表示用作上述热塑性弹性体的基体材料的树脂材料与用于上述轴部的树脂材料的溶解度参数的值的差的绝对值超过1.0的情况的示意图。
[0132]
在该情况下,在填充树脂时,弹性体部102与轴部105紧密接触(参照图5的b),当轴部的热塑性树脂被冷却时,因成形收缩而自弹性体部剥离,发生空转不良等(参照图5的c)。标注于冷却时的轴部105的箭头表示成形收缩的方向。
[0133]
图5的d以及图5的e是表示针对这样的空转不良,付与了防止与弹性体辊周边偏离的形状的以往的实例的示意图。
[0134]
例如,需要在弹性体辊102的周边对轴部105付与树脂制的凸状107(参照图5的d),或对弹性体部付与在弹性体部内部注入树脂的凹形状(参照图5的e)。
[0135]
相对于此,图5的f是用于上述轴部的树脂材料与用作上述弹性体部含有的热塑性弹性体的基体材料的树脂材料的溶解度参数的值的差的绝对值在1.0以内的情况,为了使上述树脂材料彼此熔融接合而进行一体化成形,即使发生了轴部的热塑性树脂被冷却时的成形收缩,由于是熔融接合的,所以轴部也不会自弹性体部剥离,能够抑制空转不良(参照图5的g以及图5的h)。
[0136]
图6是表示由弹性体部、后述的滑动构件与轴部的嵌入成形进行一体化成形的具体的流程的示意图。另外,在此表示使弹性体部、后述的滑动构件与轴部一体化成形的具体例。
[0137]
图6a是在模具的开模过程中将作为弹性体部以及滑动构件的管放置于所需的部位的工序。
[0138]
图中,将管状的弹性体部102以及轴承用的管状的滑动构件152放置于开模的模具151。
[0139]
关于向模具装入管,可以用手将管插入模具,但最好在量产时使用取出机等的机器人等实施。另外,管的放置可以在模具的固定侧或可动侧的任一侧进行。根据模具机构等判断较好的一侧即可。模具保持管能够通过轻压入管的直径部来实施,但也能将气体吸引、粘合等的机构加进模具。
[0140]
图6b是将模具合模而自浇口部注入轴部用热塑性树脂的工序。
[0141]
在图中,将放置有管状的弹性体部102以及轴承用的管状的滑动构件152的开模的模具151合模,自注塑成形部件153注入熔融树脂154而成形轴部。在注入树脂时,利用浇口部155防止熔融树脂泄漏。
[0142]
作为树脂的注入条件,举出以下的条件作为一例,但本发明并不限定于此。
[0143]
有熔融接合的实例:第1实施方式
[0144]
轴部用成形树脂:聚丙烯(pp sp值8.1)
[0145]
弹性体管:聚乙烯类弹性体(tps:聚丙烯(pp)基体sp值8.1)
[0146]
·
树脂温度:220℃
[0147]
·
模具温度:50℃
[0148]
·
保持压力条件:65mpa-10s周期
[0149]
图6c是在模具内将注入并填充的树脂冷却,使弹性体部、滑动构件与轴部一体化的工序。
[0150]
冷却是使低温的油等低温介质在模具151内的流路中循环,将模具151冷却至模具的温度成为热塑性树脂的玻化温度tg以下。此时,优选将以下定义的平均冷却速度调整为0.4~3.0k/sec。
[0151]
(平均冷却速度)=(模具151的冷却时的吸热量:j/sec)/(模具151的热容:j/cm3/k)/(模具151的大小:cm3)
[0152]
图6d是将模具151开模而取出嵌入成形品的工序。优选与通常的注塑成形同样地
利用推钉等刺出而取出嵌入成形品。在取出了嵌入成形品后,切断浇口而使成形部与流道等分离。
[0153]
利用该工序,获得使弹性体部102、后述的滑动构件152与轴部105通过嵌入成形而一体化成形得到的本发明的输送用辊。
[0154]
(2)第2实施方式(变形例)
[0155]
作为本发明的另一实施方式(第2实施方式),优选是,本发明的输送用辊的构成上述轴部的树脂部与上述弹性体部的侧面部的两面相接,上述树脂部的高度在上述弹性体部的厚度的30%~70%的范围内,且上述树脂部具有利用成形时的收缩保持上述弹性体部的构造。
[0156]
这是由于输送辊所谋求的功能之一有滑动性(低摩擦、耐磨损性),作为轴部的树脂,通常也有使用滑动性好且便宜的聚缩醛(pom:sp值11附近)或尼龙(pa6、pa66:sp值13附近)等的要求,并且作为弹性体部,也有使用便宜的硅酮橡胶、氟橡胶或三元乙丙橡胶(epdm)等的要求,届时利用该材料的组合难以进行利用熔融接合的一体化,所以优选利用在弹性体部侧面设置树脂部而利用成形收缩的力物理性地保持弹性体部的方法进行应对。
[0157]
图7是表示在弹性体部侧面设置树脂部而利用成形收缩的力物理性地保持弹性体部的方法的示意图,和表示在弹性体部侧面树脂部利用成形收缩的保持与弹性体部的变形的关系的曲线图。
[0158]
图7的a~图7的c是表示在弹性体部侧面设置树脂部而利用成形收缩的力物理性地保持弹性体部的方法的示意图。
[0159]
图中是在弹性体部105的侧面在轴部105设置凸型的树脂部,相对于弹性体部的厚度以0%(参照图7的a)、70%(参照图7的b)以及100%(参照图7的c)的高度物理性地保持的事例。
[0160]
图7的d是表示通过轴部105的成形收缩而利用弹性体部侧面树脂部使弹性体部102变形的示意图。箭头是成形收缩的方向。
[0161]
图7的e是表示在弹性体部侧面树脂部利用成形收缩进行的保持与弹性体部的变形的关系的曲线图。
[0162]
横轴表示与弹性体相接的上述轴部用的树脂的高度的比例(%),纵轴表示体现弹性体的变形程度的圆度。由轴部用树脂的成形收缩使弹性体部发生变形,圆度变差,因此需要调整为一定的变形度(圆度)以内。
[0163]
关于“圆度”,能够利用市面上出售的圆度测量器测量彼此成90
°
的两个或3个赤道平面上的弹性体表面的轮廓,求出各自的从最小外接圆到弹性体表面的半径方向的距离的最大的值作为圆度。
[0164]
在图7的e的曲线图中,是弹性体部的橡胶管的橡胶硬度差异(a40
°
、a80
°
)
×
接合方法差异(熔融接合、物理性接合)的4种结果。
[0165]
弹性体部的变形的程度作为目标的圆度变化能达成0.2mm以下的是黑色虚线以下的区域。
[0166]
根据此结果可知,橡胶硬度越是较低的a40
°
,越不会变形。另外,即使橡胶硬度是较低的a40
°
,为了保持弹性体部而使圆度变化在目标以内,侧面树脂的高度也需要为弹性体部的厚度的30%。另一方面,当橡胶硬度为较高的a80
°
以上时,侧面树脂的高度需要为弹
性体部的厚度的80%以上,不再能进行用于获得辊隙(弹性体部弹性变形而夹持纸)的变形,这成为问题。
[0167]
因而,根据上述结果,上述弹性体部的橡胶硬度优选为a80
°
以下,优选使圆度变化在目标以内,且为了获得上述弹性体的辊隙的效果,与上述弹性体相接的上述轴部用的树脂的高度优选相对于弹性体部的厚度在30%~70%的范围。
[0168]
另外,在进行熔融接合的第1实施方式的情况下,根据图7的e的曲线图可知,圆度变化不受橡胶硬度的影响。
[0169]
第2实施方式中的本发明的输送用辊的制造方法的特征在于,具有以下的工序:通过注塑成形来成形上述树脂部,以使构成上述轴部的树脂部的高度在上述弹性体部的厚度的30%~70%的范围内并且使上述树脂部与上述弹性体部的侧面部的两面相接,接着利用上述树脂部的成形时的收缩保持上述弹性体部。
[0170]
具体而言,按照图6所示的由弹性体部、滑动构件与轴部的嵌入成形而进行一体化成形的流程(图6a~图6d),将弹性体部放置于模具,做成模具,以使构成上述轴部的树脂部以规定的高度与该弹性体部的侧面部的两面相接,注入轴部用的热塑性树脂,在冷却后取出嵌入成形品即可。
[0171]
例如,能够例示以下的条件,但本发明并不限定于此。
[0172]
无熔融接合的事例:第2实施方式
[0173]
轴部用成形树脂:聚缩醛(pom sp值11)
[0174]
弹性体管:聚乙烯类弹性体(tps:聚丙烯(pp)基体sp值8.1)
[0175]
·
树脂温度:210℃
[0176]
·
模具温度:70℃
[0177]
·
保持压力条件:80mpa-10s周期
[0178]
·
与上述弹性体部相接的树脂部的高度:上述弹性体部的厚度的30%~70%
[0179]
(3)第3实施方式(变形例)
[0180]
作为本发明的输送用辊的第3实施方式(变形例),优选是,相当于上述轴部的轴承部的部分具有管状的滑动构件,具有使上述滑动构件与上述轴部嵌入成形后得到的构造。
[0181]
作为在使金属轴塑料化的方面上的问题,举出尺寸精度方面和刚性方面等。通常滑动性好的材料是聚缩醛(pom)、尼龙(pa6、pa66)等结晶性树脂,但尺寸精度不怎么好。但是,在做成尺寸精度好的非晶性树脂或为了提高刚性而做成添加了玻璃纤维等树脂增强剂的树脂时,滑动性产生问题。因而,只在滑动构件使用滑动性好的材料即可。
[0182]
图8是说明具有滑动构件的输送用辊的示意图。
[0183]
图8a表示在4个部位具有轴承部的供纸单元160。用点划线的圆圈围起来的部分是轴承部。
[0184]
图8b表示在轴部105嵌入成形有4个滑动构件152的输送用辊。
[0185]
图8c是滑动构件152的放大图,是圆筒状(管状)构件。
[0186]
在上述供纸单元中,压力施加于轴承部而发生摩擦,因此优选使用耐磨损性好的滑动材料。作为表示滑动特性的指标,有摩擦系数、极限pv值(载荷压力
×
速度)等,但需要根据所使用的条件和环境选择更适当的材料。
[0187]
在此,极限pv值是指材料的滑动表面因摩擦发热而变形或熔融的极限值。
[0188]
图9是说明耐磨损试验的概要的概略图。
[0189]
作为滑动构件,优选利用图9a以及图9b所示的磨损试验装置以及步骤,选定耐磨损性比作为轴部用树脂优选的聚丙烯(pp)良好的材料。
[0190]
耐磨损试验
[0191]
使钢制的细簧202与圆柱形状的各种树脂材料201点接触,一边施加与排纸滚轮对应的压力(约140mpa),一边旋转树脂材料。在进行了一定时间的试验后,测量树脂的磨损深度(参照图9b),转换为磨损体积。
[0192]
在表iii中表示各种树脂的耐磨损性试验的结果。
[0193]
试验材料为表iii所示的聚甲基丙烯酸甲酯(pmma)、聚四氟乙烯(ptfe)、高抗冲(耐冲击性)聚苯乙烯(hips)、可溶性聚四氟乙烯(pfa)、聚丙烯(pp)、聚苯硫醚(pps)、聚醚醚酮(peek)、尼龙(pa66)、超高分子量聚乙烯(pe)以及聚缩醛(pom)而实施了试验。
[0194]
表3表iii
[0195]
材质磨损体积(mm3)pmma13.43ptfe8.79hips7.11pfa2.47pp1.00pps0.57peek0.1966尼龙0.15超高分子量pe0.08pom0.01
[0196]
根据表iii,作为本发明的滑动构件,优选使用耐磨损性比聚丙烯(pp)良好的聚缩醛(pom)、超高分子量聚乙烯(pe)、尼龙(pa66)、聚苯硫醚(pps)或聚醚醚酮(peek)。其中,从耐磨损性和成本的观点出发,优选上述滑动构件含有聚缩醛(pom)。
[0197]
本发明的第3实施方式的输送用辊的制造方法的特征在于,具有以下的嵌入成形工序:利用管状的滑动构件形成相当于上述轴部的轴承部的部分,将上述滑动构件放置于模具,接着通过作为上述轴部用而将熔融树脂填充于模具以及进行转印并固化的注塑成形,使上述轴部与上述滑动构件一体化。
[0198]
该工序的详情如上述的图6a~图6d的工序所示。管状的滑动构件的成形可以与上述管状的弹性体的成形同样是注塑成形、挤压加工管的切出。
[0199]
以上,基于较佳的实施方式说明了本发明,但本发明并不限定于此,关于其他构成输送用辊的各构件的细节部结构以及模具、进行注塑成形的装置的细节部结构,能在不会脱离本发明的主旨的范围内适当地进行变更。
[0200]
工业实用性
[0201]
本发明的输送用辊不必进行弹性体构件的手动组装的便宜且高精度的树脂制的输送用辊,从而较佳地利用于在激光打印机、复合机等使用的纸的输送用辊。
[0202]
附图标记说明
[0203]
1、金属制的输送用辊;2、轴部;3、冲出滚轮部;4、弹性体部;5、齿轮部;11、树脂制的输送用辊;12、树脂制轴部;13、树脂制冲出滚轮部;14、弹性体部;15、树脂制齿轮部;50、供纸盒;51、跳跃辊;52、纸张;53、54、防叠送辊;55、56、输送用辊;57、驱动轴;58、摩擦橡胶;61、辊主体;101、模具;102、弹性体部;103、注塑成形部件;104、熔融树脂;105、轴部;106、构件放置部件;107、凸状;108、凹状;151、开模的模具;152、滑动构件;153;注塑成形部件;154、熔融树脂;155、浇口;160、供纸单元;201、树脂材料;202、细簧。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。