1.本发明涉及一种能利用加工光来加工物体的加工装置的技术领域。
背景技术:
2.作为能加工物体的加工装置,专利文献1中记载了一种对物体的表面照射加工光以形成结构的加工装置。此种加工装置中,要求对物体适当地进行加工。
3.现有技术文献
4.专利文献
5.专利文献1:美国专利第4,994,639号
技术实现要素:
6.根据第一方案,提供一种加工装置,其是通过将来自加工光源的加工光照射至物体来加工所述物体的加工装置,包括:合成光学系统,将来自所述加工光源的所述加工光的光路与包含脉冲光的测量光的光路合成;照射光学系统,将经由所述合成光学系统的所述加工光及所述测量光照射至所述物体;以及照射位置变更光学系统,配置在所述合成光学系统与所述照射光学系统之间,变更所述加工光在所述物体上的照射位置及所述测量光在所述物体上的照射位置。
7.根据第二方案,提供一种加工装置,其是通过将来自加工光源的加工光照射至物体来加工所述物体的加工装置,包括:合成光学系统,将来自所述加工光源的所述加工光的光路与来自测量光源的第一测量光的光路合成;照射光学系统,将经由所述合成光学系统的所述加工光及所述第一测量光照射至所述物体;位置变更装置,变更所述照射光学系统相对于所述物体的位置;拍摄装置,其位置与所述照射光学系统一起变更,拍摄所述物体;以及检测装置,经由所述照射光学系统及所述合成光学系统,来检测第二测量光,所述第二测量光通过经由所述照射光学系统照射至所述物体的所述第一测量光而自所述物体产生。
8.根据第三方案,提供一种加工装置,其是通过将来自加工光源的加工光照射至物体来加工所述物体的加工装置,包括:照射光学系统,将所述加工光照射至所述物体;位置变更装置,变更包含所述照射光学系统的至少一部分的加工头与所述物体之间的相对位置;以及位置测量装置,将包含脉冲光的第一测量光照射至所述加工头,接收通过所述第一测量光而自所述加工头产生的第二测量光,并基于所述第二测量光的光接收结果来测量所述加工头的位置,并且将包含脉冲光的第三测量光照射至所述物体,接收通过所述第三测量光而自所述物体产生的第四测量光,并基于所述第四测量光的光接收结果来测量所述物体的位置。
9.根据第四方案,提供一种加工装置,其是通过将来自加工光源的加工光照射至物体来加工所述物体的加工装置,包括:合成光学系统,将来自所述加工光源的所述加工光的光路与来自测量光源的测量光的光路合成;照射光学系统,将经由所述合成光学系统的所述加工光及所述测量光照射至所述物体;以及照射位置变更光学系统,配置在所述照射光
学系统的入射侧,变更所述加工光在所述物体上的照射位置及所述测量光在所述物体上的照射位置,且所述照射位置变更光学系统变更所述加工光的所述照射位置与所述测量光的所述照射位置之间的位置关系。
10.根据第五方案,提供一种加工装置,其是通过将来自加工光源的加工光照射至物体来加工所述物体的加工装置,包括:合成光学系统,将来自所述加工光源的所述加工光的光路与来自测量光源的测量光的光路合成;照射光学系统,将经由所述合成光学系统的所述加工光及所述测量光照射至所述物体;照射位置变更光学系统,入射所述加工光及所述测量光,变更所述加工光在所述物体上的照射位置及所述测量光在所述物体上的照射位置;以及控制装置,控制所述照射位置变更光学系统,以变更所述加工光的所述照射位置与所述测量光的所述照射位置之间的位置关系,或者,控制所述照射位置变更光学系统,以变更所述加工光的所述照射位置及所述测量光的所述照射位置,而不变更所述加工光的所述照射位置与所述测量光的所述照射位置之间的位置关系。
11.根据第六方案,提供一种系统,其是利用测量光来测量物体的系统,包括:测量装置,朝向所述物体照射第一测量光,接收通过所述第一测量光而自所述物体产生的第二测量光,并基于所述第二测量光的光接收结果来测量所述物体的位置;位置变更装置,与所述测量装置连接,变更所述测量装置相对于所述物体的位置;以及末端执行器(end effector),设置于所述测量装置。
12.根据第七方案,提供一种加工装置,其是通过将来自加工光源的加工光照射至物体来加工所述物体的加工装置,包括:合成光学系统,将来自所述加工光源的所述加工光的光路与包含脉冲光的测量光的光路合成;照射光学系统,将经由所述合成光学系统的所述加工光及所述测量光照射至所述物体;第一照射位置变更光学系统,变更所述加工光在所述物体上的照射位置;第二照射位置变更光学系统,变更所述测量光在所述物体上的照射位置,且经由所述第一照射位置变更光学系统的所述加工光及经由所述第二照射位置变更光学系统的所述测量光入射至所述照射光学系统。
13.根据第八方案,提供一种加工装置,其是通过将来自加工光源的加工光照射至物体来加工所述物体的加工装置,包括:合成光学系统,将来自所述加工光源的所述加工光的光路与来自测量光源的第一测量光的光路合成;照射光学系统,将经由所述合成光学系统的所述加工光及所述第一测量光照射至所述物体;以及检测装置,经由所述照射光学系统及所述合成光学系统,来检测第二测量光,所述第二测量光通过经由所述照射光学系统照射至所述物体的所述第一测量光而自所述物体产生,且所述第一测量光照射至经所述加工光加工的所述物体。
14.根据第九方案,提供一种加工装置,其是通过将来自加工光源的加工光照射至物体来加工所述物体的加工装置,包括:合成光学系统,将来自所述加工光源的所述加工光的光路与来自测量光源的第一测量光的光路合成;照射光学系统,将经由所述合成光学系统的所述加工光及所述第一测量光照射至所述物体;以及检测装置,经由所述照射光学系统及所述合成光学系统,来检测第二测量光,所述第二测量光通过经由所述照射光学系统照射至所述物体的所述第一测量光而自所述物体产生,且所述加工光照射至被照射所述第一测量光之后的所述物体。
15.根据第十方案,提供一种系统,其是利用测量光来测量物体的系统,包括:可动构
件,能变更与所述物体的一部分之间的相对位置关系;测量装置,朝向所述物体照射第一测量光,接收通过所述第一测量光而自所述物体产生的第二测量光,并基于所述第二测量光的光接收结果来测量所述物体的位置;以及连接装置,以所述可动构件与所述测量装置之间的相对位置关系能变更的方式,连接所述可动构件与所述测量装置,且所述连接装置包括:驱动构件,使所述可动构件及所述测量装置中的至少一者移动;以及缓冲构件,将所述可动构件与所述测量装置予以结合。
16.根据第十一方案,提供一种加工装置,其是通过将来自加工光源的加工光照射至物体来加工所述物体的加工装置,包括:合成光学系统,将来自所述加工光源的所述加工光的光路与来自测量光源的第一测量光的光路合成;照射光学系统,将经由所述合成光学系统的所述加工光及所述第一测量光照射至所述物体;位置变更装置,变更所述照射光学系统与所述物体之间的相对位置;以及检测装置,经由所述照射光学系统及所述合成光学系统,来检测通过经由所述照射光学系统照射至所述物体的所述第一测量光而自所述物体产生的散射光。
附图说明
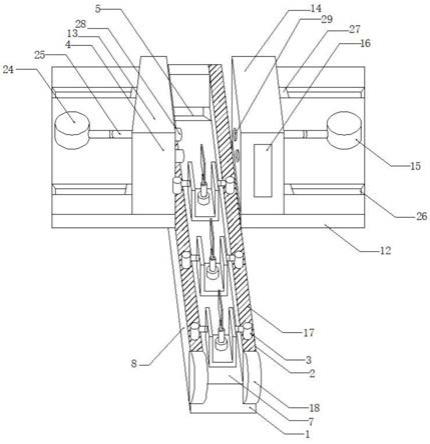
17.图1是示意性地表示第一实施方式的加工系统的整体结构的剖面图。
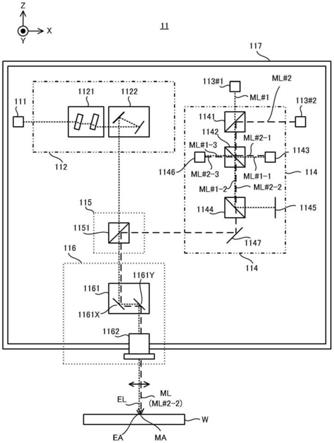
18.图2是表示第一实施方式的加工系统的系统结构的系统结构图。
19.图3是表示第一实施方式的加工头的结构的剖面图。
20.图4是部分地表示合成光学系统与工件之间的加工光的光路及测量光的光路的剖面图。
21.图5是表示被照射加工光的被照射区域及被照射测量光的被照射区域的平面图。
22.图6(a)至图6(c)分别是表示加工光的照射时序及测量光的照射时序的时序图。
23.图7是部分地表示合成光学系统与工件之间的加工光的光路及测量光的光路的剖面图。
24.图8是表示被照射加工光的被照射区域及被照射测量光的被照射区域的平面图。
25.图9是部分地表示合成光学系统与工件之间的加工光的光路及测量光的光路的剖面图。
26.图10是表示入射至检测器的测量光及检测器检测出的干涉光的时序图。
27.图11是表示头驱动系统的结构的剖面图。
28.图12是表示头驱动系统所具备的第二驱动系统的结构的剖面图。
29.图13是表示第二实施方式的加工头的结构的剖面图。
30.图14是表示第三实施方式的加工头的结构的剖面图。
31.图15是表示第三实施方式的加工头的结构的另一例的剖面图。
32.图16是表示第三实施方式的加工头的结构的又一例的剖面图。
33.图17是表示第三实施方式的加工头的结构的又一例的剖面图。
34.图18是表示第三实施方式的加工头的结构的又一例的剖面图。
35.图19是表示第四实施方式的加工头的结构的剖面图。
36.图20是表示第五实施方式的加工头的结构的剖面图。
37.图21是表示安装有第一光学系统候补作为共用光学系统的加工头的剖面图。
38.图22是表示安装有第二光学系统候补作为共用光学系统的加工头的剖面图。
39.图23是表示安装有第三光学系统候补作为共用光学系统的加工头的剖面图。
40.图24是示意性地表示第七实施方式的加工系统的整体结构的剖面图。
41.图25是表示第八实施方式的加工头的结构的剖面图。
42.图26是示意性地表示第九实施方式的加工系统的整体结构的剖面图。
43.图27是表示第九实施方式的加工系统的系统结构的系统结构图。
44.图28是表示第九实施方式的加工头的结构的剖面图。
45.图29是表示第九实施方式的测量头的结构的剖面图。
46.图30是示意性地表示第十实施方式的加工系统的整体结构的剖面图。
47.图31是示意性地表示第十一实施方式的加工系统的整体结构的剖面图。
48.图32是示意性地表示第十二实施方式的加工系统的整体结构的剖面图。
49.图33是表示包括末端执行器的加工装置的结构的一例的剖面图。
具体实施方式
50.以下,一边参照附图,一边对加工装置、加工构件、机器人系统及测定装置的实施方式进行说明。以下,使用利用加工光el来加工工件w的加工系统sys,对加工装置、加工构件、机器人系统及测定装置的实施方式进行说明。但是,本发明并不限定于以下说明的实施方式。
51.而且,以下的说明中,是使用由彼此正交的x轴、y轴及z轴所定义的xyz正交座标系,来对构成加工系统sys的各种构成构件的位置关系进行说明。再者,以下的说明中,为了便于说明,设x轴方向及y轴方向分别为水平方向(即,水平面内的规定方向),z轴方向为铅垂方向(即,与水平面正交的方向,实质上为上下方向)。而且,将绕x轴、y轴及z轴的旋转方向(换言之,倾斜方向)分别称作θx方向、θy方向及θz方向。此处,也可将z轴方向设为重力方向。而且,也可将xy平面设为水平方向。
52.(1)第一实施方式的加工系统sysa
53.首先,对第一实施方式的加工系统sys(以下,将第一实施方式的加工系统sys称作“加工系统sysa”)进行说明。
54.(1-1)加工系统sysa的结构
55.首先,一边参照图1及图2,一边对第一实施方式的加工系统sysa的结构进行说明。图1是示意性地表示第一实施方式的加工系统sysa的结构的剖面图。图2是表示第一实施方式的加工系统sysa的系统结构的系统结构图。
56.如图1及图2所示,加工系统sysa包括加工装置1、载台装置3及控制装置5。加工装置1及载台装置3收容于框体4。但是,加工装置1及载台装置3也可不收容于框体4。即,加工系统sysa也可不具备收容加工装置1及载台装置3的框体4。
57.加工装置1能在控制装置5的控制下加工工件w。工件w例如既可为金属,也可为合金(例如杜拉铝(duralumin)等),也可为半导体(例如硅),也可为树脂(例如碳纤维增强塑料(carbon fiber reinforced plastic,cfrp)或涂料(作为一例为涂布于基材的涂料层)等),也可为玻璃,还可为包含除此以外的任意材料的物体。
58.为了加工工件w,加工装置1对工件w照射加工光el。加工光el只要能通过照射至工
件w来加工工件w,则可为任意种类的光。第一实施方式中,使用加工光el为激光光的示例进行说明,但加工光el也可为与激光光种类不同的光。进而,加工光el的波长只要能通过照射至工件w来加工工件w,则可为任意波长。例如,加工光el可为可见光,也可为不可见光(例如,红外光及紫外光中的至少一者等)。加工光el包含脉冲光,但也可不含脉冲光。换言之,加工光el可为连续光。
59.加工装置1也可进行对工件w照射加工光el而去除工件w的一部分的去除加工(典型的是切削加工或磨削加工)。在进行去除加工的情况下,加工装置1也可在工件w上形成沟槽结构。沟槽结构是能减小工件w的表面对于流体的阻力(尤其是摩擦阻力、紊流摩擦阻力)的结构。沟槽结构例如也可包含沿着工件w的表面且沿与第一方向交叉的第二方向(例如x轴方向)排列多个槽的结构,所述槽沿沿着工件w的表面的第一方向(例如y轴方向)延伸。
60.除了去除加工以外,或者取而代之,加工装置1也可进行对工件w照射加工光el而对工件w附加新的结构物的附加加工。所述情况下,加工装置1也可通过进行附加加工,在工件w的表面形成所述沟槽结构。除了去除加工及附加加工的至少一者以外,或者取而代之,加工装置1也可进行对工件w照射加工光el而在工件w的表面形成所期望的标记的标记加工。
61.加工装置1进而能在控制装置5的控制下测量工件w。为了测量工件w,加工装置1对工件w照射测量光ml。测量光ml只要能通过照射至工件w来测量工件w,则可为任意种类的光。第一实施方式中,使用测量光ml为激光光的示例进行说明,但测量光ml也可为与激光光种类不同的光。进而,测量光ml的波长只要能通过照射至工件w来测量工件w,则可为任意波长。例如,测量光ml可为可见光,也可为不可见光(例如,红外光及紫外光中的至少一者等)。测量光ml包含脉冲光。
62.测量光ml的波长也可与加工光el的波长不同。例如,测量光ml的波长也可较加工光el的波长更短。作为一例,作为测量光ml,可使用266nm或355nm的波段的光,作为加工光el,可使用532nm、1μm或10μm的波段的光。所述情况下,工件w上的测量光ml的点径较工件w上的加工光el的点径更小。其结果,相较于由加工光el所得的加工分辨率,由测量光ml所得的测量分辨率更高。但是,测量光ml的波长也可较加工光el的波长更短。测量光ml的波长也可与加工光el的波长相同。
63.加工装置1也可为能对工件w的状态进行测量。工件w的状态可包含工件w的位置。工件w的位置可包含工件w的表面的位置。工件w的表面的位置可包含将工件w的表面细分化的各面部分在x轴方向、y轴方向及z轴方向中的至少一个方向的位置。工件w的状态可包含工件w的形状(例如三维形状)。工件w的形状也可包含工件w的表面的形状。除了所述的工件w的表面的位置以外,或者取而代之,工件w的表面的形状也可包含将工件w的表面细分化的各面部分的朝向(例如,各面部分的法线的朝向,与各面部分相对于x轴、y轴及z轴中的至少一个的倾斜量实质上等价)。工件w的状态也可包含工件w的尺寸(例如,x轴方向、y轴方向及z轴方向中的至少一个方向的尺寸)。
64.为了加工及测量工件w,加工装置1包括:对工件w分别射出加工光el及测量光ml的加工头11、以及使加工头11移动的头驱动系统12。加工头11是指能对工件w分别射出加工光el及测量光ml的任意的构件。因此,加工头11虽然包含头这一语句,但不一定是指安装在某个构件的前端的构件。因此,加工头11也可被称作加工构件。进而,加工头11包括:加工光源
111、加工光学系统112、测量光源113、测量光学系统114、合成光学系统115及共用光学系统116。再者,关于加工头11及头驱动系统12的结构,将在下文详细叙述。
65.头驱动系统12使加工头11沿着x轴方向、y轴方向、z轴方向、θx方向、θy方向及θz方向中的至少一个方向移动。当加工头11移动时,载台32(进而,载置于载台32的工件w)与加工头11之间的位置关系改变。即,当载台32移动时,载台32及工件w与加工头11之间的相对位置改变。因而,使载台32移动等效于变更载台32及工件w与加工头11之间的位置关系。进而,若载台32及工件w与加工头11之间的位置关系改变,则载台32及工件w与加工头11所具备的各光学系统(即,加工光学系统112、测量光学系统114、合成光学系统115及共用光学系统116中的至少一个)之间的位置关系改变。因而,使加工头11移动等效于变更载台32及工件w与加工头11所具备的各光学系统之间的位置关系。进而,若载台32及工件w与加工头11之间的位置关系改变,则载台32及工件w与加工头11的框体117之间的位置关系改变。因而,使加工头11移动等效于变更载台32及工件w与加工头11的框体117之间的位置关系。进而,若载台32及工件w与加工头11之间的位置关系改变,则工件w上的加工光el及测量光ml各自的照射位置改变。因而,使加工头11移动等效于变更工件w上的加工光el及测量光ml各自的照射位置。
66.载台装置3包括压盘31及载台32。压盘31配置于框体4的底面上(或者,供载置框体4的地面等支撑面上)。在压盘31上配置载台32。也可在框体4的底面或供载置框体4的地面等支撑面与压盘31之间,设置用于减少压盘31的振动向载台32的传递的未图示的防振装置。进而,也可在压盘31上配置支撑加工装置1的未图示的支撑框架。
67.在载台32上载置工件w。载台32也可保持所载置的工件w。例如,载台32也可通过对工件w进行真空吸附和/或静电吸附来保持工件w。或者,载台32也可不保持所载置的工件w。
68.载台32能在控制装置5的控制下在载置有工件w的状态下在压盘31上移动。载台32能相对于压盘31及加工装置1的至少一者移动。载台32能沿着x轴方向及y轴方向分别移动。所述情况下,载台32能沿着平行于xy平面的载台移行面(移动面)移动。进而,载台32也能沿着z轴方向、θx方向、θy方向及θz方向中的至少一个方向移动。为了使载台32移动,载台装置3包括载台驱动系统33。载台驱动系统33例如使用任意的马达(例如线性马达等)来使载台32移动。进而,载台装置3也可包括用于测量载台32的位置的载台位置测量器。载台位置测量器例如可包含编码器及激光干涉仪中的至少一者。
69.当载台32移动时,载台32(进而,载置于载台32的工件w)与加工头11之间的位置关系改变。即,当载台32移动时,加工头11与载台32及工件w之间的相对位置改变。因而,使载台32移动等效于变更载台32及工件w与加工头11之间的位置关系。进而,若载台32及工件w与加工头11之间的位置关系改变,则载台32及工件w与加工头11的框体117之间的位置关系改变。因而,使载台32移动等效于变更载台32及工件w与加工头11的框体117之间的位置关系。进而,若载台32及工件w与加工头11之间的位置关系改变,则载台32及工件w与加工头11所具备的各光学系统之间的位置关系改变。因而,使载台32移动等效于变更载台32及工件w与加工头11所具备的各光学系统之间的位置关系。进而,若载台32及工件w与加工头11之间的位置关系改变,则工件w上的加工光el及测量光ml各自的照射位置改变。因而,使载台32移动等效于变更工件w上的加工光el及测量光ml各自的照射位置。
70.控制装置5控制加工系统sysa的动作。例如,控制装置5设定工件w的加工条件,并
且以工件w按照所设定的加工条件得到加工的方式控制加工装置1及载台装置3。例如,控制装置5设定工件w的测量条件,并且以工件w按照所设定的测量条件得到测量的方式控制加工装置1及载台装置3。
71.控制装置5例如也可包含中央处理器(central processing unit,cpu)(或者除了cpu还包含图形处理单元(graphics processing unit,gpu)、或者取代cpu而包含gpu)、及存储器。控制装置5通过cpu执行计算机程序,从而作为对加工系统sysa的动作进行控制的装置发挥功能。所述计算机程序是用于使控制装置5(例如cpu)进行(即执行)控制装置5应进行的后述动作的计算机程序。即,所述计算机程序是用于使控制装置5发挥功能以使加工系统sysa进行后述动作的计算机程序。cpu所执行的计算机程序既可被记录在控制装置5所具备的存储器(即,记录媒体)中,也可被记录在可内藏于控制装置5或者可外置于控制装置5的任意存储媒体(例如硬盘或半导体存储器)中。或者,cpu也可经由网络界面(network interface)而自控制装置5的外部装置下载(download)应执行的计算机程序。
72.控制装置5也可不设于加工系统sysa的内部,例如也可作为伺服器(server)等而设于加工系统sysa外。所述情况下,控制装置5与加工系统sysa也可利用有线和/或无线的网络(或者,数据总线和/或通讯线路)而连接。作为有线网络,例如也可使用以美国电机电子工程师学会(institute of electrical and electronic engineers,ieee)1394、rs-232x、rs-422、rs-423、rs-485及通用串行总线(universal serial bus,usb)中的至少一者为代表的、采用串行总线(serial bus)方式的界面的网络。作为有线网络,也可使用采用并行总线(parallel bus)方式的界面的网络。作为有线网络,也可使用以10base-t、100base-tx及1000base-t中的至少一者为代表的、采用遵循乙太网络(ethernet)(注册商标)的界面的网络。作为无线网络,也可使用利用电波的网络。作为利用电波的网络的一例,可列举遵循ieee802.1x的网络(例如无线区域网络(local area network,lan)及蓝牙(bluetooth)(注册商标)的至少一者)。作为无线网络,也可使用利用红外线的网络。作为无线网络,也可使用利用光通讯的网络。所述情况下,也可构成为,控制装置5与加工系统sysa可经由网络来进行各种信息的收发。而且,控制装置5也可经由网络来向加工系统sysa发送指令或控制参数等信息。加工系统sysa也可包括接收装置,所述接收装置经由所述网络来接收来自控制装置5的指令或控制参数等信息。或者,也可将进行控制装置5要进行的处理中的一部分的第一控制装置设在加工系统sysa的内部,另一方面,将进行控制装置5要进行的处理中的另一部分的第二控制装置设在加工系统sysa的外部。
73.再者,作为记录cpu所执行的计算机程序的记录媒体,也可使用只读存储光盘(compact disc read-only memory,cd-rom)、可录式光盘(compact disc-recordable,cd-r)、可覆写光盘(compact disc-rewriteable,cd-rw)或软盘(flexible disk)、磁光盘(magnetic optical,mo)、只读数字多功能光盘(digital versatile disc read-only memory,dvd-rom)、随机存取数字多功能光盘(digital versatile disc random access memory,dvd-ram)、可录式多功能数字光盘(digital versatile disc-recordable,dvd-r)、dvd r、可覆写多功能数字光盘(digital versatile disc-rewriteable,dvd-rw)、dvd rw及蓝光(blu-ray)(注册商标)等光盘、磁带等磁性媒体、光盘、usb存储器等半导体存储器、及其他可保存程序的任意媒体中的至少一种。记录媒体中,也可包含能记录计算机程序的机器(例如,以能以软件(software)及固件(firmware)等的至少一种形态来执行的状态
而安装有计算机程序的通用机器或专用机器)。进而,计算机程序中所含的各处理或功能既可利用通过控制装置5(即,计算机)执行计算机程序而在控制装置5内实现的逻辑处理块来实现,也可通过控制装置5所具备的规定的门阵列(gate array)(现场可编程门阵列(field-programmable gate array,fpga)、专用集成电路(application specific integrated circuit,asic))等硬件(hardware)来实现,还可以逻辑处理块与实现硬件的一部分组件的局部硬件模块混合存在的形式而实现。
74.(1-2)加工头11的结构
75.继而,一边参照图3,一边对加工头11的结构的一例进行说明。图3是表示加工头11的结构的一例的剖面图。
76.如图3所示,加工头11包括:加工光源111、加工光学系统112、测量光源113、测量光学系统114、合成光学系统115及共用光学系统116。加工光源111、加工光学系统112、测量光源113、测量光学系统114、合成光学系统115及共用光学系统116收容于框体117内。但是,加工光源111、加工光学系统112、测量光源113、测量光学系统114、合成光学系统115及共用光学系统116的至少一个也可不收容于框体117内。
77.加工光源111能生成加工光el。在加工光el为激光光的情况下,加工光源111例如可包含激光二极管。进而,加工光源111可为能进行脉冲振荡的光源。所述情况下,加工光源111能生成脉冲光(例如发光时间为微微秒以下的脉冲光)作为加工光el。加工光源111将生成的加工光el朝向加工光学系统112射出。
78.加工光学系统112是自加工光源111射出的加工光el入射的光学系统。加工光学系统112是将入射至加工光学系统112的加工光el朝向合成光学系统115射出的光学系统。即,加工光学系统112是将自加工光源111射出的加工光el导至合成光学系统115的光学系统。加工光学系统112射出的加工光el经由合成光学系统115及共用光学系统116照射至工件w。因此,加工光学系统112也可称之为经由合成光学系统115及共用光学系统116朝向工件w射出加工光el的光学系统。
79.加工光学系统112包括位置调整光学系统1121及角度调整光学系统1122。位置调整光学系统1121能调整来自加工光学系统112的加工光el的射出位置。位置调整光学系统1121例如包括相对于加工光el的行进方向能倾斜的平行平面板,且通过改变平行平面板的倾斜角来变更加工光的位置。在图3的示例中,通过倾斜方向互不相同的多个平行平面板,能够将加工光el的射出位置设为yz平面内的任意位置。当来自加工光学系统112的加工光el的射出位置改变时,加工光el的入射角度(例如,相对于工件w的入射角度)改变。角度调整光学系统1122能调整来自加工光学系统112的加工光el的射出角度。角度调整光学系统1122例如包括相对于加工光el的行进方向能倾斜的镜,且通过改变所述镜的倾斜角来变更加工光的射出角度。在图3的示例中,通过倾斜方向互不相同的多个镜,能够将加工光el的射出角度设为绕θx轴及绕θy轴的任意方向。当来自加工光学系统112的加工光el的射出角度改变时,加工光el的照射位置(例如,工件w上的照射位置)改变。但是,加工光学系统112也可不包含位置调整光学系统1121及角度调整光学系统1122中的至少一者。除了位置调整光学系统1121及角度调整光学系统1122中的至少一者以外,或者取而代之,加工光学系统112也可包含其他光学元件或光学构件(也可将这些称作光学系统,以下相同)。
80.自加工光学系统112射出的加工光el入射至合成光学系统115。合成光学系统115
包含分束器(例如偏光分束器)1151。分束器1151将入射至分束器1151的加工光el朝向共用光学系统116射出。在图3所示的示例中,入射至分束器1151的加工光el,通过透过偏光分离面而朝向共用光学系统116射出。因此,在图3所示的示例中,加工光el在具有能透过偏光分离面的偏光方向(相对于偏光分离面成为p偏光的偏光方向)的状态下入射至偏光分束器1151的偏光分离面。
81.自合成光学系统115射出的加工光el入射至共用光学系统116。共用光学系统116将入射至共用光学系统116的加工光el朝向工件w射出。共用光学系统116包括检流计镜1161及fθ透镜1162。
82.在检流计镜1161入射自合成光学系统115射出的加工光el。检流计镜1161通过将加工光el偏转(即,变更加工光el的射出角度),来变更加工光el在工件w上的照射位置。即,检流计镜1161通过将加工光el偏转,从而变更作为被照射加工光el的区域而设定在工件w上或加工光el的光路上的被照射区域ea的位置。再者,检流计镜1161配置在fθ透镜1162的入射光瞳位置或其附近,因此由检流计镜1161引起的加工光el的射出角度的变化通过fθ透镜1162而转换为加工光el的照射位置(即,被照射区域ea的位置)的变化。例如,检流计镜1161包含x扫描镜1161x及y扫描镜1162y。x扫描镜1161x及y扫描镜1162y分别是相对于入射至检流计镜1161的加工光el的光路的角度受到变更的倾斜角可变镜。x扫描镜1161x以变更加工光el在工件w上的沿着x轴方向的照射位置的方式摆动或旋转(即,变更x扫描镜1161x相对于加工光el的光路的角度),由此将加工光el偏转。y扫描镜1161y以变更加工光el在工件w上的沿着y轴方向的照射位置的方式摆动或旋转(即,变更y扫描镜1161y对于加工光el的光路的角度),由此将加工光el偏转。
83.在fθ透镜1162入射来自检流计镜1161的加工光el。因此,检流计镜1161配置在合成光学系统115与fθ透镜1162之间的加工光el的光路上。fθ透镜1162配置在检流计镜1161与工件w之间的加工光el的光路上。fθ透镜1162配置在检流计镜1161与被照射区域ea之间的加工光el的光路上。fθ透镜1162是用于将来自检流计镜1161的加工光el照射至工件w的光学系统。fθ透镜1162是用于将来自检流计镜1161的加工光el照射至被照射区域ea的光学系统。尤其,fθ透镜1162是用于将来自检流计镜1161的加工光el聚光在工件w上的光学系统。因此,fθ透镜1162将收敛状态的加工光el照射至工件w。其结果,通过加工光el而工件w得到加工。再者,fθ透镜1162将加工光el照射至工件w,故也可称作照射光学系统。再者,也可将通过检流计镜1161而在工件w上移动的被照射区域ea的移动范围称作被加工区域。换言之,也可设为被照射区域ea在被加工区域内移动。
84.此处,也可将检流计镜1161称作第一照射位置变更光学系统。也可将角度调整光学系统1122称作配置在合成光学系统115的与照射光学系统(fθ透镜1162)相反一侧(合成光学系统115与加工光源111之间)的第二照射位置变更光学系统。
85.继而,测量光源113能生成测量光ml。在测量光ml为激光光的情况下,测量光源113例如可包含激光二极管。尤其,如上所述,测量光ml包含脉冲光,因此测量光源113是能进行脉冲振荡的光源。所述情况下,测量光源113能生成脉冲光(例如发光时间为微微秒以下的脉冲光)作为测量光ml。测量光源113将生成的测量光ml朝向测量光学系统114射出。
86.第一实施方式中,测量光源113包含光梳光源。光梳光源是能生成包含在频率轴上等间隔地排列的频率成分的光(以下称作“光频率梳”)作为脉冲光的光源。所述情况下,测
量光源113射出包含在频率轴上等间隔地排列的频率成分的脉冲光作为测量光ml。
87.图1所示的示例中,加工头11包括多个测量光源113。例如,加工头11包括测量光源113#1及测量光源113#2。多个测量光源113分别射出彼此相位同步且具有干涉性的多个测量光ml。例如,多个测量光源113的振荡频率可不同。因此,多个测量光源113分别射出的多个测量光ml成为脉冲频率(例如为每单位时间的脉冲光的数量,脉冲光的发光周期的倒数)不同的多个测量光ml。作为一例,测量光源113#1可射出脉冲频率为25ghz的测量光ml#1,测量光源113#2可射出脉冲频率为25ghz α(例如 100khz)的测量光ml#2。
88.测量光学系统114是自测量光源113射出的测量光ml入射的光学系统。测量光学系统114是将入射至测量光学系统114的测量光ml朝向合成光学系统115射出的光学系统。即,测量光学系统114是将自测量光源113射出的测量光ml导至合成光学系统115的光学系统。测量光学系统114射出的测量光el经由合成光学系统115及共用光学系统116照射至工件w。因此,测量光学系统114也可称之为经由合成光学系统115及共用光学系统116朝向工件w射出测量光ml的光学系统。
89.测量光学系统114与加工光学系统112在光学上分离。因此,在加工光源111与合成光学系统115之间的加工光el的光路、和在测量光源113与合成光学系统115之间的测量光ml的光路在光学上分离。再者,某一光学系统与另一光学系统在光学上分离也可是指某一光学系统的光路与另一光学系统的光路相互不重叠。
90.测量光学系统114例如包括:分束器1141、分束器1142、检测器1143、分束器1144、镜1145、检测器1146及镜1147。
91.自测量光源113射出的测量光ml入射至分束器1141。具体而言,自测量光源113#1射出的测量光ml(以下称作“测量光ml#1”)及自测量光源113#2射出的测量光ml(以下称作“测量光ml#2”)入射至分束器1141。分束器1141将入射至分束器1141的测量光ml#1及测量光ml#2朝向分束器1142射出。
92.分束器1142将作为入射至分束器1142的测量光ml#1的一部分的测量光ml#1-1朝向检测器1143反射。分束器1142将作为入射至分束器1142的测量光ml#1的另一部分的测量光ml#1-2朝向分束器1144射出。分束器1142将作为入射至分束器1142的测量光ml#2的一部分的测量光ml#2-1朝向检测器1143反射。分束器1142将作为入射至分束器1142的测量光ml#2的另一部分的测量光ml#2-2朝向分束器1144射出。
93.自分束器1142射出的测量光ml#1-1及测量光ml#2-1入射至检测器1143。检测器1143检测通过测量光ml#1-1与测量光ml#2-1发生干涉而生成的干涉光。具体而言,检测器1143通过接收干涉光来检测干涉光。因此,检测器1143可包括能接收光的光接收元件(即为光接收部,典型的是光电转换元件)。检测器1143的检测结果输出至控制装置5。
94.自分束器1142射出的测量光ml#1-2及测量光ml#2-2入射至分束器1144。分束器1144将入射至分束器1144的测量光ml#1-2的至少一部分朝向镜1145射出。分束器1144将入射至分束器1144的测量光ml#2-2的至少一部分朝向镜1147射出。再者,分束器1144也可称作分支构件。
95.自分束器1144射出的测量光ml#1-2入射至镜1145。入射至镜1145的测量光ml#1-2由镜1145的反射面(反射面也可称作参照面)反射。具体而言,镜1145将入射至镜1145的测量光ml#1-2朝向分束器1144反射。即,镜1145将入射至镜1145的测量光ml#1-2作为其反射
光即测量光ml#1-3朝向分束器1144射出。再者,镜1145也可称作参照反射构件。自镜1145射出的测量光ml#1-3入射至分束器1144。分束器1144将入射至分束器1144的测量光ml#1-3朝向分束器1142射出。自分束器1144射出的测量光ml#1-3入射至分束器1142。分束器1142将入射至分束器1142的测量光ml#1-3朝向检测器1146射出。
96.另一方面,自分束器1144射出的测量光ml#2-2入射至镜1147。镜1147将入射至镜1147的测量光ml#2-2朝向合成光学系统115反射。即,镜1147将入射至镜1147的测量光ml#2-2朝向合成光学系统115射出。
97.自镜1147射出的测量光ml#2-2入射至合成光学系统115。合成光学系统115的分束器1151将入射至分束器1151的测量光ml#2-2朝向共用光学系统116射出。在图3所示的示例中,入射至分束器1151的测量光ml#2-2通过在偏光分离面被反射而朝向共用光学系统116射出。因此,在图3所示的示例中,测量光ml#2-2在具有能在偏光分离面反射的偏光方向(相对于偏光分离面成为s偏光的偏光方向)的状态下入射至偏光分束器1151的偏光分离面。
98.此处,如上所述,在分束器1151,除了入射测量光ml#2-2以外,也入射加工光el。即,测量光ml#2-2及加工光el的双方通过分束器1151。分束器1151将自不同的方向分别入射至分束器1151的加工光el及测量光ml#2-2朝向相同的方向(即,朝向相同的共用光学系统116)射出。因而,分束器1151实质上作为将加工光el及测量光ml#2-2合成的光学系统发挥功能。再者,关于所述相同的方向,可设为如加工光el及测量光ml#2-2入射至位于合成光学系统115的射出侧的光学系统即共用光学系统116那样的加工光el及测量光ml#2-2的朝向,只要加工光el及测量光ml#2-2入射至共用光学系统116,则加工光el及测量光ml#2-2的朝向可有若干不同。
99.再者,合成光学系统115只要可合成加工光el及测量光ml#2-2,则可具有任意的结构。例如,除了使用分束器1151以外,或者取而代之,合成光学系统115也可使用反射某一波长范围的光并且透过另一波长范围的光的二向色镜(dichroic mirror)来合成加工光el及测量光ml#2-2。
100.自合成光学系统115射出的测量光ml#2-2入射至共用光学系统116。共用光学系统116将入射至共用光学系统116的测量光ml#2-2朝向工件w射出。
101.具体而言,在检流计镜1161入射自合成光学系统115射出的测量光ml#2-2。检流计镜1161通过将测量光ml#2-2偏转,来变更测量光ml#2-2在工件w上的照射位置。即,检流计镜1161通过将测量光ml#2-2偏转,从而变更作为被照射测量光ml#2-2的区域而设定在工件w上或测量光ml#2-2的光路上的被照射区域ma的位置。再者,检流计镜1161配置在fθ透镜1162的入射光瞳位置或其附近,因此由检流计镜1161引起的测量光ml#2-2的射出角度的变化通过fθ透镜1162而转换为测量光ml#2-2的照射位置(即,被照射区域ma的位置)的变化。例如,x扫描镜1161x以变更测量光ml#2-2在工件w上的沿着x轴方向的照射位置的方式摆动或旋转(即,变更x扫描镜1161x相对于测量光ml#2-2的光路的角度),由此将测量光ml#2-2偏转。y扫描镜1161y以变更测量光ml#2-2在工件w上的沿着y轴方向的照射位置的方式摆动或旋转(即,变更y扫描镜1161y相对于测量光ml#2-2的光路的角度),由此将测量光ml#2-2偏转。再者,检流计镜1161也可称作照射位置变更光学系统。
102.在fθ透镜1162入射来自检流计镜1161的测量光ml#2-2。fθ透镜1162是用于将来自检流计镜1161的测量光ml#2-2聚光在工件w上的光学系统。fθ透镜1162是用于将来自检流
计镜1161的测量光ml#2-2照射至工件w的光学系统。fθ透镜1162是用于将来自检流计镜1161的测量光ml#2-2照射至被照射区域ma的光学系统。因此,fθ透镜1162配置在检流计镜1161与被照射区域ma之间的测量光ml#2-2的光路上。尤其,fθ透镜1162将收敛状态的测量光ml#2-2照射至工件w。其结果,通过测量光ml(具体而言,测量光ml#2-2)而工件w得到加工。再者,fθ透镜1162将测量光ml#2-2照射至工件w,故也可称作照射光学系统。
103.再者,也可将通过检流计镜1161而在工件w上移动的被照射区域ma的移动范围称作被测量区域。换言之,也可设为被照射区域ma在被测量区域内移动。
104.此处,如上所述,在共用光学系统116,除了入射测量光ml#2-2以外,也入射加工光el。即,在共用光学系统116入射合成光学系统115所合成的加工光el及测量光ml#2-2。因而,测量光ml#2-2及加工光el的双方通过相同的共用光学系统116(具体而言,相同的检流计镜1161及相同的fθ透镜1162)。因此,检流计镜1161能同步地变更加工光el在工件w上的照射位置及测量光ml#2-2在工件w上的照射位置。检流计镜1161能联动地变更加工光el在工件w上的照射位置及测量光ml#2-2在工件w上的照射位置。即,检流计镜1161能同步和/或联动地变更被照射区域ea相对于工件w的相对位置及被照射区域ma相对于工件w的相对位置。此处,入射至工件w上的第一位置的加工光el的行进方向、与入射至所述第一位置的测量光ml#2-2的行进方向可相同或平行。入射至工件w上的与第一位置不同的第二位置的加工光el的行进方向、与入射至所述第二位置的测量光ml#2-2的行进方向可相同或平行。
105.自共用光学系统116朝向工件w的测量光ml#2-2的孔径角也可较自共用光学系统116朝向工件w的加工光el的孔径角更大。所述情况下,工件w上的测量光ml的点径较工件w上的加工光el的点径更小。其结果,相较于由加工光el所得的加工分辨率,由测量光ml所得的测量分辨率更高。
106.自共用光学系统116朝向工件w的测量光ml#2-2的孔径角依存于入射至共用光学系统116的测量光ml#2-2的光束的尺寸。具体而言,入射至共用光学系统116的测量光ml#2-2的光束的尺寸越大,自共用光学系统116朝向工件w的测量光ml#2-2的孔径角越大。同样,自共用光学系统116朝向工件w的加工光el的孔径角依存于入射至共用光学系统116的加工光e的光束的尺寸。具体而言,入射至共用光学系统116的加工光el的光束的尺寸越大,自共用光学系统116朝向工件w的加工光el的孔径角越大。因此,入射至共用光学系统116的测量光ml#2-2的光束的尺寸也可较入射至共用光学系统116的加工光el的光束的尺寸更大。所述情况下,工件w上的测量光ml的点径较工件w上的加工光el的点径更小。其结果,相较于由加工光el所得的加工分辨率,由测量光ml所得的测量分辨率更高。再者,此处所谓的“光束的尺寸”也可是指与光的行进方向交叉的光束的剖面的尺寸。在与光的行进方向交叉的光束的剖面并非圆形的情况下,“光束的尺寸”也可是指与光的行进方向交叉的光束的剖面的最大尺寸。例如,在与光的行进方向交叉的光束的剖面为椭圆的情况下,也可将椭圆的长径设为最大尺寸。
107.自共用光学系统116朝向工件w的测量光ml#2-2的孔径角依存于fθ透镜1162的光瞳位置(典型的是入射光瞳位置,考虑以自工件w朝向fθ透镜1161的光为基准时是射出光瞳位置)处的测量光ml#2-2的光束的尺寸。具体而言,fθ透镜1162的光瞳位置处的测量光ml#2-2的光束的尺寸越大,自共用光学系统116朝向工件w的测量光ml#2-2的孔径角越大。同样,自共用光学系统116朝向工件w的加工光el的孔径角依存于fθ透镜1162的光瞳位置处的
加工光el的光束的尺寸。具体而言,fθ透镜1162的光瞳位置处的加工光el的光束的尺寸越大,自共用光学系统116朝向工件w的加工光el的孔径角越大。因此,fθ透镜1162的光瞳位置处的测量光ml#2-2的光束的尺寸可较fθ透镜1162的光瞳位置处的加工光el的光束的尺寸更大。所述情况下,工件w上的测量光ml的点径较工件w上的加工光el的点径更小。其结果,相较于由加工光el所得的加工分辨率,由测量光ml所得的测量分辨率更高。
108.合成光学系统115也可以在合成光学系统115与工件w之间加工光el的光路与测量光ml#2-2的光路至少部分地重复(换言之,重叠)的方式,来合成加工光el及测量光ml#2-2。即,合成光学系统115也可以自合成光学系统115至工件w的加工光el的光路与自合成光学系统115至工件w的测量光ml#2-2的光路至少部分地重复的方式,来合成加工光el及测量光ml#2-2。再者,考虑到光路的重复时的“光的光路”也可是指光传播的路径(或者光线的路径)的集合体。例如,合成光学系统115与工件w之间的加工光el的光路可包含:将自合成光学系统115到达工件w的第一位置的加工光el所占有的空间区域即第一路径、自合成光学系统115到达工件w的第二位置的加工光el所占有的空间区域即第二路径、
……
自合成光学系统115到达工件w的第n位置的加工光el所占有的空间区域即第n路径合计的空间区域。例如,合成光学系统115与工件w之间的加工光el的光路可包含通过检流计镜1161,加工光el可通过的空间区域(参照后述的图4及图7)。例如,合成光学系统115与工件w之间的测量光ml的光路可包含通过检流计镜1161,测量光ml可通过的空间区域(参照后述的图4及图7)。
109.由于在合成光学系统115与工件w之间存在共用光学系统116,因此合成光学系统115也可以在共用光学系统116内加工光el的光路与测量光ml#2-2的光路至少部分地重复的方式,来合成加工光el及测量光ml#2-2。合成光学系统115也可以共用光学系统116内的加工光el的光路与共用光学系统116内的测量光ml#2-2的光路至少部分地重复的方式,来合成加工光el及测量光ml#2-2。合成光学系统115也可以在共用光学系统116与工件w之间加工光el的光路与测量光ml#2-2的光路至少部分地重复的方式,来合成加工光el及测量光ml#2-2。合成光学系统115也可以自共用光学系统116至工件w的加工光el的光路与自共用光学系统116至工件w的测量光ml#2-2的光路至少部分地重复的方式,来合成加工光el及测量光ml#2-2。
110.作为一例,如部分地表示合成光学系统115与工件w之间的加工光el的光路及测量光ml#2-2的光路的剖面图即图4所示,合成光学系统115也可以自合成光学系统115至工件w的加工光el的光路与自合成光学系统115至工件w的测量光ml#2-2的光路同轴的方式,来合成加工光el及测量光ml#2-2。所述情况下,如表示被照射加工光el的被照射区域ea及被照射测量光ml的被照射区域ma的平面图即图5所示,合成光学系统115也可以被照射区域ea与被照射区域ma至少部分地重复的方式,来合成加工光el及测量光ml#2-2。合成光学系统115也可以加工光el在工件w上的照射位置与测量光ml#2-2在工件w上的照射位置至少部分地一致的方式,来合成加工光el及测量光ml#2-2。在被照射区域ea与被照射区域ma至少部分地重复的情况下,对被照射加工光el的被照射区域ea的至少一部分照射测量光ml#2-2,且对被照射测量光ml#2-2的被照射区域ma的至少一部分照射加工光el。即,加工光el及测量光ml#2-2照射至相同的区域。再者,所谓自合成光学系统115至工件w的加工光el的光路与自合成光学系统115至工件w的测量光ml#2-2的光路同轴,也可包含自合成光学系统115至工件w的加工光el的主光线与自合成光学系统115至工件w的测量光ml#2-2的主光线一致。
此处,加工光el及测量光ml#2-2的主光线可设为通过加工光el及测量光ml#2-2的光束剖面(与加工光el及测量光ml#2-2的行进方向交叉的剖面)中的光量重心的位置的光线。
111.在被照射区域ea与被照射区域ma至少部分地重复的情况下,加工装置1也可同时进行加工光el向被照射区域ea的照射及测量光ml#2-2向被照射区域ma的照射。具体而言,如表示加工光el的照射时序与测量光ml#2-2的照射时序的时序图即图6(a)所示,在如上所述加工光el及测量光ml#2-2分别包含脉冲光的情况下,加工装置1也可以构成加工光el的多个脉冲光中的至少一个照射至被照射区域ea的时序(换言之,时期、期间)与构成测量光ml#2-2的多个脉冲光中的至少一个照射至被照射区域ma的时序(即,时期、期间)一致的方式,照射加工光el及测量光ml#2-2。
112.或者,在被照射区域ea与被照射区域ma至少部分地重复的情况下,加工装置1也可在分别不同的时序进行加工光el向被照射区域ea的照射及测量光ml#2-2向被照射区域ma的照射。具体而言,如表示加工光el的照射时序与测量光ml#2-2的照射时序的时序图即图6(b)及图6(c)所示,加工装置1也可以构成加工光el的多个脉冲光中的至少一个照射至被照射区域ea的时序(即,时期、期间)与构成测量光ml#2-2的多个脉冲光中的至少一个照射至被照射区域ma的时序(即,时期、期间)不同的方式,照射加工光el及测量光ml#2-2。加工装置1也可以构成加工光el的多个脉冲光中的至少一个照射至被照射区域ea的时序(即,时期、期间)与构成测量光ml#2-2的多个脉冲光中的至少一个照射至被照射区域ma的时序(即,时期、期间)不重叠的方式,照射加工光el及测量光ml#2-2。典型而言,加工装置1也可以构成加工光el的一脉冲光pl#13照射至被照射区域ea的时序设定在构成测量光ml#2-2的一脉冲光pl#12照射至被照射区域ma的时序与构成测量光ml#2-2的另一脉冲光pl#14照射至被照射区域ma的时序之间的方式,照射加工光el及测量光ml#2-2。加工装置1也可以构成测量光ml#2-2的一脉冲光pl#12照射至被照射区域ma的时序设定在构成加工光el的一脉冲光pl#11照射至被照射区域ea的时序与构成加工光el的另一脉冲光pl#13照射至被照射区域ea的时序之间的方式,照射加工光el及测量光ml#2-2。所述情况下,测量光ml#2-2对工件w的照射被因加工光el对工件w的照射而产生的物质(例如烟雾等)妨碍的可能性变低。其结果,能够进行使用测量光ml#2-2的更适当的测量。
113.或者,合成光学系统115也可以在合成光学系统115与工件w之间加工光el的光路与测量光ml#2-2的光路至少部分地分开的方式,来合成加工光el及测量光ml#2-2。即,合成光学系统115也可以自合成光学系统115至工件w的加工光el的光路与自合成光学系统115至工件w的测量光ml#2-2的光路至少部分地分开的方式,来合成加工光el及测量光ml#2-2。由于在合成光学系统115与工件w之间存在共用光学系统116,因此合成光学系统115也可以在共用光学系统116内加工光el的光路与测量光ml#2-2的光路至少部分地分开的方式,来合成加工光el及测量光ml#2-2。合成光学系统115也可以共用光学系统116内的加工光el的光路与共用光学系统116内的测量光ml#2-2的光路至少部分地分开的方式,来合成加工光el及测量光ml#2-2。合成光学系统115也可以在共用光学系统116与工件w之间加工光el的光路与测量光ml#2-2的光路至少部分地分开的方式,来合成加工光el及测量光ml#2-2。合成光学系统115也可以自共用光学系统116至工件w的加工光el的光路与自共用光学系统116至工件w的测量光ml#2-2的光路至少部分地分开的方式,来合成加工光el及测量光ml#2-2。
114.作为一例,如部分地表示合成光学系统115与工件w之间的加工光el的光路及测量光ml#2-2的光路的剖面图即图7所示,合成光学系统115也可以自合成光学系统115至工件w的加工光el的光路与自合成光学系统115至工件w的测量光ml#2-2的光路,沿与合成光学系统115和/或共用光学系统116的光轴ax交叉的方向至少部分地分开的方式,来合成加工光el及测量光ml#2-2。即,合成光学系统115也可以自合成光学系统115至工件w的加工光el的光路与自合成光学系统115至工件w的测量光ml#2-2的光路成为离轴(off-axis)的关系的方式,来合成加工光el及测量光ml#2-2。所述情况下,如表示被照射加工光el的被照射区域ea及被照射测量光ml的被照射区域ma的平面图即图8所示,合成光学系统115也可以被照射区域ea与被照射区域ma至少部分的地分开的方式,来合成加工光el及测量光ml#2-2。合成光学系统115也可以加工光el在工件w上的照射位置与测量光ml#2-2在工件w上的照射位置至少部分地不同的方式,来合成加工光el及测量光ml#2-2。
115.图7表示了自fθ透镜1162至工件w的加工光el与自fθ透镜1162至工件w的测量光ml#2-2平行的示例。即,图7表示了自fθ透镜1162至工件w的加工光el的主光线与自fθ透镜1162至工件w的测量光ml#2-2的主光线平行的示例。然而,自fθ透镜1162至工件w的加工光el与自fθ透镜1162至工件w的测量光ml#2-2也可不平行。即,自fθ透镜1162至工件w的加工光el的主光线与自fθ透镜1162至工件w的测量光ml#2-2的主光线也可不平行。换言之,关于加工光el,fθ透镜1162的工件侧的远心性(telecentric)可为非远心,关于测量光ml,fθ透镜1162的工件侧的远心性可为非远心。
116.为了将被照射区域ea与被照射区域ma至少部分地分开,典型而言,合成光学系统115也可以在fθ透镜1162的光瞳面,加工光el与测量光ml#2-2具有角度差的方式,来合成加工光el及测量光ml#2-2。即,合成光学系统115也可以加工光el相对于fθ透镜1162的光瞳面的入射角度与测量光ml#2-2相对于fθ透镜1162的光瞳面的入射角度不同的方式,来合成加工光el及测量光ml#2-2。其结果,通过fθ透镜1162,将光瞳面上的加工光el与测量光ml#2-2的角度差转换为像面(典型的是工件w的表面)上的加工光el与测量光ml#2-2的照射位置的差。即,通过fθ透镜1162,将光瞳面上的加工光el与测量光ml#2-2的角度差转换为工件w上的被照射区域ea与被照射区域ma之间的位置的差。
117.为了在工件w上将被照射区域ea与被照射区域ma至少部分地分开,如图9所示,共用光学系统116也可在检流计镜1161与fθ透镜1162之间具备中继透镜1163。中继透镜1163是用于在与工件w的表面光学共轭的面,将加工光el的光路与测量光ml#2-2的光路至少部分地分开的光学构件(光学系统)。
118.在被照射区域ea与被照射区域ma至少部分地分开的情况下,加工装置1也可在分别相同的时序进行加工光el向被照射区域ea的照射及测量光ml#2-2向被照射区域ma的照射(参照图6(a))。或者,在被照射区域ea与被照射区域ma至少部分地分开的情况下,加工装置1也可在分别不同的时序进行加工光el向被照射区域ea的照射及测量光ml#2-2向被照射区域ma的照射(参照图6(b)及图6(c))。
119.再者,合成光学系统115也可以在合成光学系统115与工件w之间加工光el的光路与测量光ml#2-2的光路分开的方式(也无部分地重复的方式),来合成加工光el及测量光ml#2-2。
120.或者,在被照射区域ea与被照射区域ma至少部分地重复的情况、被照射区域ea与
被照射区域ma至少部分地分开的情况及被照射区域ea与被照射区域ma完全分开的情况的各情况下,加工装置1也可在加工装置1开始工件w的加工之前(例如,在工件w载置于载台32的时序或测量光ml能照射至工件w的时序)对工件w照射测量光ml。即,加工装置1也可在加工装置1开始工件w的加工之前(例如,在工件w载置于载台32的时序或测量光ml能照射至工件w的时序),进行测量光ml#2-2向被照射区域ma的照射。加工装置1也可在加工装置1完成工件w的加工之后,对工件w照射测量光ml。加工装置1也可在加工装置1完成工件w的加工之后,进行测量光ml#2-2向被照射区域ma的照射。
121.再次回到图3中,当对工件w照射测量光ml#2-2时,自工件w产生起因于测量光ml#2-2的照射的光。即,当对工件w照射测量光ml#2-2时,自工件w射出起因于测量光ml#2-2的照射的光。例如,当对工件w照射测量光ml#2-2时,自工件w射出测量光ml#2-2的反射光。例如,当对工件w照射测量光ml#2-2时,自工件w射出测量光ml#2-2的散射光。此处,起因于测量光ml#2-2的照射的光、换言之起因于测量光ml#2-2的照射而自工件w射出的光可包含:在工件w反射的测量光ml#2-2(即,反射光)、通过测量光ml#2-2向工件w的照射而产生的散射光、在工件w衍射的测量光ml#2-2(即,衍射光)、以及透过工件w的测量光ml#2-2(即,透过光)中的至少一个。
122.起因于测量光ml#2-2的照射而自工件w射出的光的至少一部分(以下,将所述光称作“测量光ml#2-3”)入射至共用光学系统116。入射至共用光学系统116的测量光ml#2-3经由fθ透镜1162及检流计镜1161入射至合成光学系统115。合成光学系统115的分束器1151将入射至分束器1151的测量光ml#2-3朝向测量光学系统114射出。在图3所示的示例中,入射至分束器1151的测量光ml#2-3通过在偏光分离面被反射而朝向测量光学系统114射出。因此,在图3所示的示例中,测量光ml#2-3在具有能在偏光分离面反射的偏光方向的状态下入射至偏光分束器1151的偏光分离面。
123.自合成光学系统115射出的测量光ml#2-3入射至测量光学系统114的镜1147。镜1147将入射至镜1147的测量光ml#2-3朝向分束器1144反射。分束器1144将入射至分束器1144的测量光ml#2-3的至少一部分朝向分束器1142射出。分束器1142将入射至分束器1142的测量光ml#2-3的至少一部分朝向检测器1146射出。
124.此处,如上所述,在检测器1146,除了入射测量光ml#2-3以外,也入射测量光ml#1-3。即,在检测器1146,入射经由工件w而朝向检测器1146的测量光ml#2-3及不经由工件w而朝向检测器1146的测量光ml#1-3。再者,测量光ml#1-3也可称作参照光。检测器1146检测通过测量光ml#1-3与测量光ml#2-3发生干涉而生成的干涉光。具体而言,检测器1146通过接收干涉光来检测干涉光。因此,检测器1146可包括能接收光的光接收元件(光接收部)。再者,检测器1146也可称作光接收构件。检测器1146的检测结果输出至控制装置5。
125.控制装置5基于检测器1143的检测结果及检测器1146的检测结果来计算工件w的状态。此处,一边参照图10,一边对基于检测器1143的检测结果及检测器1146的检测结果来计算工件w的状态的原理进行说明。
126.图10是表示入射至检测器1143的测量光ml#1-1、入射至检测器1143的测量光ml#2-1、检测器1143检测出的干涉光、入射至检测器1146的测量光ml#1-3、入射至检测器1146的测量光ml#2-3及检测器1146检测出的干涉光的时序图。由于测量光ml#1的脉冲频率与测量光ml#2的脉冲频率不同,因此测量光ml#1-1的脉冲频率与测量光ml#2-1的脉冲频率不
同。因而,测量光ml#1-1与测量光ml#2-1的干涉光是与构成测量光ml#1-1的脉冲光及构成测量光ml#2-1的脉冲光同时入射至检测器1143的时序同步地出现脉冲光的干涉光。同样,测量光ml#1-3的脉冲频率与测量光ml#2-3的脉冲频率不同。因而,测量光ml#1-3与测量光ml#2-3的干涉光是与构成测量光ml#1-3的脉冲光及构成测量光ml#2-3的脉冲光同时入射至检测器1146的时序同步地出现脉冲光的干涉光。
127.此处,形成检测器1146所检测的干涉光的脉冲光的位置(时间轴上的位置)根据加工头11与工件w之间的位置关系而变动。原因在于,检测器1146所检测的干涉光是经由工件w而朝向检测器1146的测量光ml#2-3、与不经由工件w而朝向检测器1146的测量光ml#1-3的干涉光。另一方面,形成检测器1143所检测的干涉光的脉冲光的位置(时间轴上的位置)不会根据加工头11与工件w之间的位置关系而变动。因此,形成检测器1146所检测的干涉光的脉冲光、与形成检测器1143所检测的干涉光的脉冲光的时间差,可以说间接地表示加工头11与工件w之间的位置关系(典型的是加工头11与工件w之间的距离)。因此,控制装置5能够基于形成检测器1146所检测的干涉光的脉冲光、与形成检测器1143所检测的干涉光的脉冲光的时间差来计算工件w的状态。具体而言,控制装置5能够基于形成检测器1146所检测的干涉光的脉冲光、与形成检测器1143所检测的干涉光的脉冲光的时间差,来计算工件w中照射到测量光ml#2-2的部分的位置。即,控制装置5能够求出与工件w中照射到测量光ml#2-2的部分的位置相关的信息。进而,若对工件w的多个部位照射测量光ml#2-2和/或若以扫描工件w的表面的方式照射测量光ml#2-2,则控制装置5也能够计算工件w的形状。
128.计算出的工件w的状态也可用于控制加工系统sysa。具体而言,计算出的工件w的状态也可用于控制加工装置1。计算出的工件w的状态也可用于控制加工头11。计算出的工件w的状态也可用于控制头驱动系统12。计算出的工件w的状态也可用于控制载台装置3。计算出的工件w的状态也可用于控制载台驱动系统33。
129.例如,控制装置5也可基于计算出的工件w的状态,变更工件w与加工头11之间的相对位置关系,以使工件w与加工头11之间的相对位置关系成为所期望的位置关系。即,控制装置5也可基于计算出的工件w的状态,控制能变更工件w与加工头11之间的相对位置关系的装置,以使工件w与加工头11之间的相对位置关系成为所期望的位置关系。作为能变更工件w与加工头11之间的相对位置关系的装置的一例,可列举头驱动系统12及载台驱动系统33的至少一者。再者,作为“所期望的位置关系”的一例,可列举加工光el和/或测量光ml照射至工件w上的期望位置的位置关系。
130.例如,控制装置5也可基于计算出的工件w的状态,变更工件w与加工头11所具备的各光学系统之间的相对位置关系,以使工件w与加工头11所具备的各光学系统(例如,加工光学系统112、测量光学系统114、合成光学系统115及共用光学系统116中的至少一个)之间的相对位置关系成为所期望的关系。即,控制装置5也可基于计算出的工件w的状态,控制能变更工件w与加工头11所具备的各光学系统之间的相对位置关系的装置,以使工件w与加工头11所具备的各光学系统之间的相对位置关系成为所期望的关系。作为能变更工件w与加工头11所具备的各光学系统之间的相对位置关系的装置的一例,可列举头驱动系统12及载台驱动系统33的至少一者。
131.例如,控制装置5也可基于计算出的工件w的状态,变更被照射区域ea相对于工件w的相对位置,以在工件w上的期望位置设定被照射区域ea(即,被照射加工光el)。即,控制装
置5也可基于计算出的工件w的状态,控制能变更被照射区域ea相对于工件w的相对位置的装置,以在工件w上的期望位置设定被照射区域ea。作为能变更被照射区域ea相对于工件w的相对位置的装置的一例,可列举加工光学系统112的角度调整光学元件1122、共用光学系统116的检流计镜1161、头驱动系统12及载台驱动系统33。
132.例如,控制装置5也可基于计算出的工件w的状态,变更被照射区域ma相对于工件w的相对位置,以在工件w上的期望位置设定被照射区域ma(即,被照射测量光ml#2-2)。即,控制装置5也可基于计算出的工件w的状态,控制能变更被照射区域ma相对于工件w的相对位置的装置,以在工件w上的期望位置设定被照射区域ma。作为能变更被照射区域ma相对于工件w的相对位置的装置的一例,可列举加工光学系统112的角度调整光学元件1122、共用光学系统116的检流计镜1161、头驱动系统12及载台驱动系统33。
133.但是,如上所述,第一实施方式中,检流计镜1161能联动地变更被照射区域ma相对于工件w的相对位置及测量光ml#2-2在工件w上的照射位置。因此,若使用检流计镜1161,被照射区域ma相对于工件w的相对位置受到变更,则被照射区域ea相对于工件w的相对位置也同时受到变更。即,若使用检流计镜1161,被照射区域ea相对于工件w的相对位置受到变更,则被照射区域ma相对于工件w的相对位置也同时受到变更。
134.头驱动系统12也使加工头11移动,故能联动地变更被照射区域ma相对于工件w的相对位置及测量光ml#2-2在工件w上的照射位置。因此,若使用头驱动系统12,被照射区域ma相对于工件w的相对位置受到变更,则被照射区域ea相对于工件w的相对位置也同时受到变更。即,若使用头驱动系统12,被照射区域ea相对于工件w的相对位置受到变更,则被照射区域ma相对于工件w的相对位置也同时受到变更。
135.载台驱动系统33也使载台32移动(即,使载置于载台32的工件w移动),故能联动地变更被照射区域ma相对于工件w的相对位置及测量光ml#2-2在工件w上的照射位置。若使用载台驱动系统33,被照射区域ma相对于工件w的相对位置受到变更,则被照射区域ea相对于工件w的相对位置也同时受到变更。即,若使用载台驱动系统33,被照射区域ea相对于工件w的相对位置受到变更,则被照射区域ma相对于工件w的相对位置也同时受到变更。
136.例如,控制装置5也可基于计算出的工件w的状态,来判定是否通过加工光el而适当地对工件w进行了加工。即,控制装置5也可基于计算出的工件w的状态,来进行通过加工光el而对工件w进行了加工后的工件w的事后检查。具体而言,控制装置5也可通过对计算出的工件w的状态与加工后的工件w的理想状态加以比较,来判定是否通过加工光el而适当地对工件w进行了加工。在判定为未通过加工光el而适当地对工件w进行了加工的情况下,控制装置5也可控制加工装置1,以通过加工光el来适当地对工件w进行加工。
137.再者,在进行工件w的事后检查的情况下,在工件w上,被照射测量光ml#2-2的被照射区域ma也可设定在被照射加工光el的被照射区域ea的后方。此处所谓“后方”是指沿着加工光el在工件w上的移动方向(即,被照射区域ea的移动方向)的后方。所述情况下,在加工光el照射至工件w上的某个区域后,对所述区域照射测量光ml#2-2。因而,加工光el及测量光ml#2-2的照射顺序成为适于工件w的事后检查的顺序。
138.例如,控制装置5也可基于计算出的工件w的状态,进行通过加工光el来对工件w进行加工前的工件w的事前检查。例如,控制装置5也可进行事前检查,判定在工件w中是否产生了有可能妨碍利用加工光el进行的适当加工的缺陷。例如,为了决定加工光el所进行的
加工内容,控制装置5也可进行事前检查,确定工件w的状态。
139.再者,在进行工件w的事前检查的情况下,在工件w上,被照射测量光ml#2-2的被照射区域ma也可设定在被照射加工光el的被照射区域ea的前方。此处所谓“前方”是指沿着加工光el在工件w上的移动方向的前方。所述情况下,在测量光ml#2-2照射至工件w上的某个区域后,对所述区域照射加工光el。因而,加工光el及测量光ml#2-2的照射顺序成为适于工件w的事前检查的顺序。
140.(1-3)头驱动系统12的结构
141.(1-3-1)头驱动系统12的整体结构
142.继而,一边参照图11,一边对头驱动系统12的结构的一例进行说明。图11是表示头驱动系统12的结构的一例的剖面图。
143.如图11所示,头驱动系统12包括第一驱动系统121及第二驱动系统122。在第一驱动系统121,安装有第二驱动系统121。第一驱动系统121支撑第二驱动系统122。在第二驱动系统122,安装有加工头11。第二驱动系统122支撑加工头11。因此,第二驱动系统122实质上也可作为连接第一驱动系统121与加工头11的连接装置发挥功能。
144.第一驱动系统121在控制装置5的控制下,使第二驱动系统122相对于工件w而移动。即,第一驱动系统121作为使第二驱动系统122相对于工件w而移动的移动装置发挥功能。由于在第二驱动系统122安装有加工头11,因此可以说,第一驱动系统121通过使第二驱动系统122移动来使加工头11相对于工件w而移动。即,第一驱动系统121使加工头11与第二驱动系统122一同移动。第一驱动系统121经由第二驱动系统122使加工头11移动。第一驱动系统121作为经由第二驱动系统122使加工头11所具备的各光学系统移动(换言之,驱动)的驱动部发挥功能。
145.第二驱动系统122在控制装置5的控制下,使加工头11相对于工件w而移动。即,第二驱动系统122作为使加工头11相对于工件w而移动的移动装置发挥功能。第二驱动系统122作为使加工头11相对于工件w而移动的移动装置发挥功能。由于如上所述第二驱动系统122支撑加工头11,因此可以说,第二驱动系统122在加工头11能相对于工件w位移的状态下支撑加工头11。所述情况下,第二驱动系统122作为在加工头11所具备的各光学系统能相对于工件w位移的状态下支撑加工头11所具备的各光学系统的支撑部发挥功能。
146.以下,依序对此种第一驱动系统121及第二驱动系统122进行说明。再者,第一驱动系统121也可被称作第一位置变更装置。第二驱动系统122也可被称作第二位置变更装置。
147.(1-3-1-1)第一驱动系统121的结构
148.如图11所示,第一驱动系统121包括基台1211与臂驱动系统1212。
149.基台1211安装于框体4(例如框体4的顶壁构件)或者未图示的支撑框架(支撑结构体)。在基台1211安装有臂驱动系统1212。基台1211支撑臂驱动系统1211。基台1211被用作用于支撑臂驱动系统1211的底座构件。
150.臂驱动系统1212包括多个臂构件12121。多个臂构件12121经由至少一个接头构件12122而摆动自如地连结。因而,臂驱动系统1212是具有所谓的垂直多关节结构的机器人。再者,臂驱动系统1212并不限定于具有垂直多关节结构的机器人,例如也可为具有水平多关节结构的机器人极座标型机器人、圆筒座标型机器人、直角座标型机器人或者并行链节(parallel link)型机器人。臂驱动系统1212也可包括单个关节(即,由接头构件12122所规
定的驱动轴)。或者,臂驱动系统1212也可包括多个关节。图11表示了臂驱动系统1212包括三个关节的示例。经由各关节而连结的两个臂构件12121通过与各关节对应的致动器12123而摆动。图11表示了臂驱动系统1212对应于三个关节而包括三个致动器12123的示例。其结果,至少一个臂构件12121移动。因此,至少一个臂构件12121能相对于工件w而移动。即,至少一个臂构件12121能以至少一个臂构件12121与工件w之间的相对位置关系受到变更的方式移动。
151.在臂驱动系统1212安装有第二驱动系统122。具体而言,在多个臂构件12121中的位于距基台1211最远的位置的一臂构件12121,安装有第二驱动系统122。以下,为了便于说明,将供安装第二驱动系统122的一臂构件12121称作前端臂构件12124。第二驱动系统122可直接安装于前端臂构件12124,也可经由其他构件而间接地安装于前端臂构件12124。
152.当前端臂构件12124通过所述致动器12123而移动时,被安装于前端臂构件12124的第二驱动系统122也会移动。因此,臂驱动系统1212(即,第一驱动系统121)能够使第二驱动系统122移动。具体而言,臂驱动系统1212能够使第二驱动系统122相对于工件w而移动。臂驱动系统1212能够以第二驱动系统122与工件w之间的相对位置关系受到变更的方式使第二驱动系统122移动。而且,当第二驱动系统122移动时,被安装于第二驱动系统122的加工头11也会移动。因此,臂驱动系统1212(即,第一驱动系统121)能够使加工头11移动。
153.再者,第一驱动系统121并不限定于多关节机器人,只要能使第二驱动系统122相对于工件w而移动,则也可具有任何结构。
154.(1-3-1-2)第二驱动系统122的结构
155.继而,一边参照图12,一边对第二驱动系统122的结构进行说明。图12是表示第二驱动系统122的结构的剖面图。
156.如图12所示,第二驱动系统122包括支撑构件1221、支撑构件1222、空气弹簧(air spring)1223、阻尼器(damper)构件1224及驱动构件1225。
157.支撑构件1221被安装于第一驱动系统121。具体而言,支撑构件1221被安装于第一驱动系统121的前端臂构件12124。支撑构件1222被安装于加工头11。
158.支撑构件1221与支撑构件1222经由空气弹簧1223、阻尼器构件1224及驱动构件1225而结合(换言之,连结或者连接)。即,空气弹簧1223、阻尼器构件1224及驱动构件1225分别以将支撑构件1221与支撑构件1222予以结合的方式被安装于支撑构件1221及支撑构件1222。由于在支撑构件1221安装有第一驱动系统121且在支撑构件1222安装有加工头11,因此也可以说,空气弹簧1223、阻尼器构件1224及驱动构件1225分别实质上以将第一驱动系统121与加工头11予以结合的方式被安装于支撑构件1221及支撑构件1222。
159.空气弹簧1223在控制装置5的控制下,将起因于气体(作为一例,为空气)压力的弹性力赋予至支撑构件1221及支撑构件1222的至少一者。空气弹簧1223在控制装置5的控制下,将起因于气体压力的弹性力经由支撑构件1221及支撑构件1222的至少一者而赋予至第一驱动系统121及加工头11的至少一者。尤其,空气弹簧1223也可沿着支撑构件1221与支撑构件1222的排列方向(图12所示的示例中,为z轴方向、重力方向),将起因于气体压力的弹性力赋予至支撑构件1221及支撑构件1222的至少一者。即,空气弹簧1223也可沿着第一驱动系统121(尤其是前端臂构件12124)与加工头11的排列方向(图12所示的示例中,为z轴方向、重力方向),将起因于气体压力的弹性力经由支撑构件1221及支撑构件1222的至少一者
而赋予至第一驱动系统121及加工头11的至少一者。再者,空气弹簧1223也可被称作弹性构件或缓冲构件。
160.为了赋予起因于气体压力的弹性力,对于空气弹簧1223,自气体供给装置12261经由配管12262及阀12263来供给气体。控制装置5基于对空气弹簧1223内的机体的压力进行测量的压力计1226的测量结果,来控制气体供给装置12261及阀12263的至少一者。再者,也可无气体供给装置12261、配管12262及阀12263。所述情况下,空气弹簧1223也可与控制装置5的控制无关地,将起因于内部气体压力的弹性力赋予至支撑构件1221及支撑构件1222的至少一者。
161.空气弹簧1223也可在控制装置5的控制下,利用弹性力来对支撑构件1222的重量进行支撑。具体而言,空气弹簧1223也可利用弹性力,沿着支撑构件1221与支撑构件1222的排列方向来对支撑构件1222的重量进行支撑。由于在支撑构件1222安装有加工头11,因此空气弹簧1223也可利用弹性力来对被安装于支撑构件1222的加工头11的重量进行支撑。具体而言,空气弹簧1223也可利用弹性力,沿着第一驱动系统121(尤其是前端臂构件12124)与加工头11的排列方向来对加工头11的重量进行支撑。所述情况下,空气弹簧1223也可作为消除加工头11的自重的自重消除器(canceler)发挥功能。再者,空气弹簧1223也可与控制装置5的控制无关地,利用弹性力来对支撑构件1222的重量进行支撑。
162.空气弹簧1223也可在控制装置5的控制下,利用弹性力来降低在第一驱动系统121与加工头11之间经由第二驱动系统122而传递的振动。即,空气弹簧1223也可利用弹性力,对在第一驱动系统121与加工头11之间经由第二驱动系统122而传递的振动进行衰减。具体而言,空气弹簧1223也可利用弹性力来降低(衰减)自第一驱动系统121经由第二驱动系统122而朝向(即,传递至)加工头11的振动。即,空气弹簧1223也可利用弹性力,来降低(衰减)自第一驱动系统121中的安装有第二驱动系统122的部分(即,前端臂部分12124)朝向加工头11中的安装有第二驱动系统122的部分的振动。所述情况下,控制装置5也可基于压力计1226的测量结果来控制气体供给装置12261及阀12263的至少一者,以降低(即衰减)在第一驱动系统121与加工头11之间经由第二驱动系统122而传递的振动。再者,空气弹簧1223(或者,包含空气弹簧1223的第二驱动系统122)也可被称作振动降低装置或振动衰减装置。再者,空气弹簧1223也可与控制装置5的控制无关地,利用弹性力来降低在第一驱动系统121与加工头11之间经由第二驱动系统122而传递的振动。
163.阻尼器构件1224将起因于与空气压力不同的因素的弹性力,赋予至支撑构件1221及支撑构件1222的至少一者。阻尼器构件1224将起因于与空气压力不同的因素的弹性力,经由支撑构件1221及支撑构件1222的至少一者而赋予至第一驱动系统121及加工头11的至少一者。尤其,阻尼器构件1224也可沿着支撑构件1221与支撑构件1222的排列方向(图12所示的示例中为z轴方向、重力方向),将弹性力赋予至支撑构件1221及支撑构件1222的至少一者。即,阻尼器构件1224也可沿着第一驱动系统121(尤其是前端臂构件12124)与加工头11的排列方向(图12所示的示例中为z轴方向、重力方向),将弹性力经由支撑构件1221及支撑构件1222的至少一者而赋予至第一驱动系统121及加工头11的至少一者。再者,阻尼器构件1224也可被称作弹性构件或缓冲构件。
164.阻尼器构件1224只要能赋予弹性力,则也可为任何构件。例如,阻尼器构件1224也可包含压缩弹簧线圈。例如,阻尼器构件1224也可包含板簧。
165.阻尼器构件1224也可利用弹性力来对支撑构件1222的重量进行支撑。具体而言,阻尼器构件1224也可利用弹性力,沿着支撑构件1221与支撑构件1222的排列方向来对支撑构件1222的重量进行支撑。由于在支撑构件1222安装有加工头11,因此阻尼器构件1224也可利用弹性力来对被安装于支撑构件1222的加工头11的重量进行支撑。具体而言,阻尼器构件1224也可利用弹性力,沿着第一驱动系统121(尤其是前端臂构件12124)与加工头11的排列方向来对加工头11的重量进行支撑。所述情况下,阻尼器构件1224也可作为消除加工头11的自重的自重消除器发挥功能。
166.阻尼器构件1224也可利用弹性力,来降低在第一驱动系统121与加工头11之间经由第二驱动系统122而传递的振动。即,阻尼器构件1224也可利用弹性力,对在第一驱动系统121与加工头11之间经由第二驱动系统122而传递的振动进行衰减。具体而言,阻尼器构件1224也可利用弹性力来降低(衰减)自第一驱动系统121经由第二驱动系统122而朝向(即传递至)加工头11的振动。因此,阻尼器构件1224(或者,包含阻尼器构件1224的第二驱动系统122)也可被称作振动降低装置或振动衰减装置。
167.阻尼器构件1224也可利用弹性力来将空气弹簧1223的振动转换为衰减振动。即,阻尼器构件1224也可利用弹性力,将在第一驱动系统121与加工头11之间经由第二驱动系统122而传递的振动转换为衰减振动。
168.驱动构件1225能在控制装置5的控制下产生驱动力。驱动构件1225能将所产生的驱动力赋予至支撑构件1221及支撑构件1222的至少一者。驱动构件1225能将所产生的驱动力经由支撑构件1221及支撑构件1222的至少一者,而赋予至第一驱动系统121及加工头11的至少一者。驱动构件1225只要能产生驱动力,则也可具有任何结构。例如,驱动构件1225也可具有能电性产生驱动力的结构。例如,驱动构件1225也可具有能磁性产生驱动力的结构。作为一例,图12表示了驱动构件1225为能电性产生驱动力的音圈马达(voice coil motor,vcm)的示例。再者,音圈马达为线性马达的一种,但驱动构件1225也可为与音圈马达不同的线性马达。驱动构件1225也可为产生沿着直线状轴的驱动力的构件。
169.再者,驱动构件1225也可具有下述结构,即,驱动构件1225中的被安装于支撑构件1221的构件、与驱动构件1225中的被安装于支撑构件1222的构件不物理接触。例如,在驱动构件1225为音圈马达的情况下,驱动构件1225中的被安装于支撑构件1221的构件(例如,包含线圈及磁极的其中任一者的构件)、与驱动构件1225中的被安装于支撑构件1222的构件(例如,包含线圈及磁极的任意另一者的构件)不物理接触。
170.驱动构件1225也可在控制装置5的控制下,利用驱动力来使支撑构件1221及支撑构件1222的至少一者移动。驱动构件1225也可在控制装置5的控制下,利用驱动力来使支撑构件1221及支撑构件1222的至少一者移动,由此来使第一驱动系统121及加工头11的至少一者移动。所述情况下,驱动构件1225也可利用驱动力来使第一驱动系统121及加工头11的至少一者移动,由此来变更第一驱动系统121与加工头11之间的相对位置。所述情况下,可以说,包含驱动构件1225的第二驱动系统122以第一驱动系统121与加工头11之间的相对位置能变更的方式,将第一驱动系统121与加工头11予以结合。即,可以说,所述空气弹簧1223及阻尼器构件1224(进而,驱动构件1225)以第一驱动系统121与加工头11之间的相对位置能通过驱动构件1225而变更的方式,将第一驱动系统121与加工头11予以结合。再者,驱动构件1225也可被称作位置变更装置或第二位置变更装置。
171.驱动构件1225也可在控制装置5的控制下,基于第二驱动系统122所具备的位置测量装置1227的测量结果,来变更第一驱动系统121与加工头11之间的相对位置。位置测量装置1226测量第一驱动系统121与加工头11之间的相对位置。例如,位置测量装置1226也可为编码器,所述编码器包含被安装于支撑构件1221的检测部12261、及被安装于支撑构件1222的刻度部12262。位置测量装置1226的测量结果包含和支撑构件1221与支撑构件1222之间的相对位置相关的信息。由于在支撑构件1221安装有第一驱动系统121且在支撑构件1222安装有加工头11,因此和支撑构件1221与支撑构件1222之间的相对位置相关的信息包含和第一驱动系统121与加工头11之间的相对位置相关的信息。因而,控制装置5能够适当地确定第一驱动系统121与加工头11之间的相对位置。其结果,控制装置5能够基于位置测量装置1227的测量结果,来适当地变更第一驱动系统121与加工头11之间的相对位置。
172.驱动构件1225也可在控制装置5的控制下,变更第一驱动系统121与加工头11之间的相对位置(典型的是,使加工头11相对于第一驱动系统121而移动),由此来使加工头11相对于工件w而移动。驱动构件1225也可以加工头11与工件w之间的相对位置关系受到变更的方式使加工头11移动。
173.驱动构件1225也可在控制装置5的控制下,利用驱动力来变更第一驱动系统121与加工头11之间的相对位置,由此来降低在第一驱动系统121与加工头11之间经由第二驱动系统122而传递的振动。即,驱动构件1225也可利用驱动力,对在第一驱动系统121与加工头11之间经由第二驱动系统122而传递的振动进行衰减。具体而言,驱动构件1225也可利用驱动力,来降低(衰减)自第一驱动系统121经由第二驱动系统122而朝向(即传递至)加工头11的振动。因此,驱动构件1225(或者包含驱动构件构件1225的第二驱动系统122)也可被称作振动降低装置或振动衰减装置。
174.驱动构件1225也可利用驱动力来变更第一驱动系统121与加工头11之间的相对位置,由此,将空气弹簧1223的振动转换为衰减振动。即,驱动构件1225也可利用驱动力,将在第一驱动系统121与加工头11之间经由第二驱动系统122而传递的振动转换为衰减振动。所述情况下,可以说,驱动构件1225利用驱动力来降低因自第一驱动系统121朝向加工头11的振动引起的、第一驱动系统121与加工头11的相对位移量。具体而言,可以说,驱动构件1225利用驱动力来降低因自第一驱动系统121朝向加工头11的振动引起的、第一驱动系统121中的连接有第二驱动系统122的部分(即,前端臂部分12124)与加工头11中的连接有第二驱动系统122的部分的相对位移量。再者,在驱动构件1225能将空气弹簧1223的振动转换为衰减振动的情况下,第二驱动系统122也可不包括阻尼器构件1224。但是,即便在驱动构件1225不能将空气弹簧1223的振动转换为衰减振动的情况下,第二驱动系统122也可不包括阻尼器构件1224。而且,空气弹簧1223的数量、阻尼器构件1224的数量与驱动构件1225的数量也可不彼此相等。
175.驱动构件1225也可赋予沿着包含空气弹簧1223和/或阻尼器构件1224赋予弹性力的方向成分的方向而起作用的驱动力。若以图12所示的示例来说,由于空气弹簧1223和/或阻尼器构件1224赋予沿着z轴方向的弹性力,因此驱动构件1225也可赋予沿着包含z轴方向成分的方向而起作用的驱动力。在驱动构件1225产生沿着包含空气弹簧1223和/或阻尼器构件1224赋予弹性力的方向成分的方向而起作用的驱动力的情况下,驱动构件1225可利用此驱动力来将空气弹簧1223的振动转换为衰减振动。将空气弹簧1223的振动设为衰减振动
时,驱动构件1225也可利用驱动力来变更空气弹簧1223的共振频率。典型的是,驱动构件1225也可利用驱动力来提高空气弹簧1223的共振频率。
176.使用空气弹簧1223等弹性构件与驱动构件1225来有源地降低振动的装置也可被称作有源型防振装置。因此,第二驱动系统122也可被称作有源型防振装置。有源型防振装置也可被称作有源型振动分离系统(active vibration isolation system,avis)。
177.(1-4)加工系统sysa的技术效果
178.以上说明的加工系统sysa能够使用加工光el适当地加工工件w。进而,加工系统sysa能够使用测量光ml适当地测量工件w。尤其,第一实施方式中,使用光梳作为测量光ml,故工件w的测量精度提高。
179.进而,加工系统sysa能够经由相同的光学系统(具体而言为共用光学系统116)将加工光el及测量光ml照射至工件w。尤其,加工系统sysa能够经由相同的检流计镜1161将加工光el及测量光ml照射至工件w。因此,加工系统sysa能够同步和/或联动地变更加工光el在工件w上的照射位置及测量光ml#2-2在工件w上的照射位置。即,加工系统sysa能够在加工光el在工件w上的照射位置与测量光ml#2-2在工件w上的照射位置之间的相对位置关系固定的状态下,变更加工光el在工件w上的照射位置与测量光ml#2-2在工件w上的照射位置。因此,利用加工系统sysa的加工光el及测量光ml的对位精度提高。例如,加工光el在工件w上的照射位置与测量光ml#2-2在工件w上的照射位置大幅偏移的可能性变小。
180.(2)第二实施方式的加工系统sysb
181.继而,对第二实施方式的加工系统sys(以下,将第二实施方式的加工系统sys称作“加工系统sysb”)进行说明。与所述第一实施方式的加工系统sysa相比,第二实施方式的加工系统sysb的不同之处在于,取代加工装置1而包括加工装置1b。加工系统sysb的其他特征也可与加工系统sysa的其他特征相同。与加工装置1相比,加工装置1b的不同之处在于,取代加工头11而包括加工头11b。加工装置1b的其他特征也可与加工装置1的其他特征相同。因而,以下,一边参照图13,一边对第二实施方式的加工头11b进行说明。图13是表示第二实施方式的加工头11b的结构的一例的剖面图。再者,对于与已经说明的构成构件相同的构成构件,附加同一参照符号并省略其详细说明。
182.如图13所示,加工头11b的加工光源111及测量光源113的至少一者配置在框体117的外部,所述点与加工光源111及测量光源113的两者配置在框体117的内部的所述加工头11不同。图13表示了加工光源111及测量光源113的两者配置在框体117的外部的示例。加工头11b的其他特征也可与加工头11的其他特征相同。
183.所述情况下,加工头11b对工件w射出自配置在加工头11b的外部的加工光源111射出的加工光el和/或自配置在加工头11b的外部的测量光源113射出的测量光ml。具体而言,自加工光源111射出的加工光el经由光纤等光传送构件1111b而自框体117的外部入射至框体117内部的加工光学系统112。同样,自测量光源113射出的测量光ml经由光纤等光传送构件1131b而自框体117的外部入射至框体117内部的测量光学系统114。图13所示的示例中,自测量光源113#1射出的测量光ml#1经由光传送构件1131b#1而自框体117的外部入射至框体117内部的测量光学系统114,自测量光源113#2射出的测量光ml#2经由光传送构件1131b#2而自框体117的外部入射至框体117内部的测量光学系统114。
184.再者,也可将加工光源111及测量光源113中的一者配置在框体117的内部,将另一
者配置在框体117的外部。而且,也可将测量光源113#1、测量光源113#2中配置在框体117的内部,将另一者配置在框体117的外部。
185.此种第二实施方式的加工系统sysb能够享有与所述第一实施方式的加工系统sysa可享有的效果同样的效果。进而,第二实施方式中,也可不在加工头11b的框体117的内部配置加工光源111及测量光源113中的至少一者。即,加工头11b也可不包括加工光源111及测量光源113中的至少一者。因此,能实现加工头11b的小型化和/或轻量化。
186.(3)第三实施方式的加工系统sysc
187.继而,对第三实施方式的加工系统sys(以下,将第三实施方式的加工系统sys称作“加工系统sysc”)进行说明。与所述第二实施方式的加工系统sysb相比,第三实施方式的加工系统sysc的不同之处在于,取代加工装置1b而包括加工装置1c。加工系统sysc的其他特征也可与加工系统sysb的其他特征相同。与加工装置1b相比,加工装置1c的不同之处在于,取代加工头11b而包括加工头11c。加工装置1c的其他特征也可与加工装置1b的其他特征相同。因而,以下,一边参照图14,一边对第三实施方式的加工头11c进行说明。图14是表示第三实施方式的加工头11c的结构的一例的剖面图。
188.如图14所示,加工头11c的加工光学系统112和/或测量光学系统114的至少一部分配置在框体117的外部,所述点与加工光学系统112及测量光学系统114的两者配置在框体117的内部的所述加工头11b不同。图14表示了加工光学系统112及测量光学系统114的两者配置在框体117的外部的示例。进而,与加工头11b相比,加工头11c的不同之处在于,取代合成光学系统115而包括合成光学系统115c。加工头11c的其他特征也可与加工头11b的其他特征相同。
189.所述情况下,加工头11c对工件w射出自配置在加工头11c的外部的加工光学系统112射出的加工光el和/或自配置在加工头11c的外部的测量光学系统114射出的测量光ml。具体而言,自加工光学系统112射出的加工光el经由光纤等光传送构件1111c而自框体117的外部入射至框体117内部的合成光学系统115c。同样,自测量光学系统114射出的测量光ml(具体而言为测量光ml#2-2)经由光纤等光传送构件1131c而自框体117的外部入射至框体117内部的合成光学系统115c。
190.与合成光学系统115相比,合成光学系统115c的不同之处在于,包括聚光透镜1152c及聚光透镜1153c。合成光学系统115c的其他特征也可与合成光学系统115的其他特征相同。经由光传送构件1111c入射至合成光学系统115c的加工光el,经由聚光透镜1152c入射至分束器1151。聚光透镜1152c配置成,聚光透镜1152c的前侧焦点位于光传送构件1111c的端面(具体而言为合成光学系统115侧的端面)。其结果,聚光透镜1152c将作为发散光的加工光el转换为平行光。因此,在分束器1151入射转换成平行光的加工光el。经由光传送构件1131c入射至合成光学系统115c的测量光ml#2-2,经由聚光透镜1153c入射至分束器1151。聚光透镜1153c配置成,聚光透镜1153c的前侧焦点位于光传送构件1131c的端面(具体而言为合成光学系统115侧的端面)。其结果,聚光透镜1153c将作为发散光的测量光ml#2-2转换为平行光。因此,在分束器1151入射转换成平行光的测量光ml#2-2。
191.再者,可将加工光学系统112的至少一部分配置在框体117的外部,将测量光学系统114配置在框体117的内部,也可将加工光学系统112配置在框体117的内部,将测量光学系统114的至少一部分配置在框体117的外部。而且,也可将加工光学系统112的至少一部分
配置在框体117的外部,将测量光学系统114的至少一部分配置在框体117的外部。
192.此种第三实施方式的加工系统sysc能够享有与所述第二实施方式的加工系统sysb可享有的效果同样的效果。进而,第三实施方式中,也可不在加工头11c的框体117的内部配置加工光学系统112和/或测量光学系统114的至少一部分。即,加工头11c也可不包括加工光学系统112和/或测量光学系统114的至少一部分。因此,能实现加工头11c的进一步的小型化和/或轻量化。
193.再者,如表示第三实施方式的加工头11c的结构的另一例的剖面图即图15所示,加工头11c也可包括空间滤波器1181c。空间滤波器1181c例如可为形成有开口1182c的遮光板。空间滤波器1181c配置成:来自光传送构件1131c的测量光ml#2-2经由开口1182c入射至聚光透镜1153c,且来自聚光透镜1153c的测量光ml#2-3经由开口1182c入射至光传送构件1131c。空间滤波器1181c的开口1182c的尺寸(例如直径)可较构成光传送构件1131c的光纤的芯的尺寸(例如直径)更小。空间滤波器1181c中,合成光学系统115侧的面可具有刃状的形状,也可具有任意的形状。再者,空间滤波器1181c中,光传送构件1131c侧的面也可具有刃状的形状。空间滤波器1181c也可配置在光传送构件1131c的端面(具体而言为合成光学系统115侧的端面)。所述情况下,由于聚光透镜1153c的前侧焦点位于光传送构件1131c的端面,故空间滤波器1181c也可配置在聚光透镜1153c的前侧焦点位置。所述情况下,聚光透镜1153c的后侧焦点位置可与fθ透镜1162的前侧焦点位置一致。空间滤波器1181c可配置在与工件w的表面光学共轭的位置。当以所述方式配置空间滤波器1181c时,能减少在fθ透镜1162、分束器1151及聚光透镜1153c中至少一个的光学面产生之后朝向测量光学系统114的杂散光(噪声光)。再者,于在光传送构件1131c的端面与工件w之间存在与工件w的表面光学共轭的位置(即中间成像点)的情况下,空间滤波器1181c也可配置在光传送构件1131c的端面与工件w之间的与工件w的表面光学共轭的位置。空间滤波器1181c也可配置在对工件w进行光学傅立叶变换的位置(典型的是fθ透镜1162的入射光瞳位置和/或射出光瞳位置)。但是,空间滤波器1181c也可配置在不同于与工件w的表面光学共轭的位置及光瞳位置的位置。或者,也可将构成光传送构件1131c的光纤的芯本身用作空间滤波器1181c。即,构成光传送构件1131c的光纤的芯本身也可作为空间滤波器1181c来发挥功能。
194.如表示第三实施方式的加工头11c的结构的又一例的剖面图即图16所示,在加工光el的波长与测量光ml的波长不同的情况下,加工头11c也可包括二向色滤波器1183c。二向色滤波器1183c是反射加工光el的波长的光,且透过测量光ml的波长的光的滤波器。二向色滤波器1183c可为透过型滤波器,也可为反射型滤波器。二向色滤波器1183c也可配置在光传送构件1131c的端面(具体而言为合成光学系统115侧的端面)与分束器1151之间的测量光ml#2-2的光路上。二向色滤波器1183c也可配置于在光传送构件1131c的端面与分束器1151之间测量光ml#2-2成为平行光束的位置(具体而言为聚光透镜1153c与分束器1151的偏光分离面之间的测量光ml#2-2的光路上)。所述情况下,也能减少在fθ透镜1162及分束器1151的至少一者的光学面产生之后朝向测量光学系统114的杂散光(噪声光)。
195.或者,如上所述,合成光学系统115也可包括二向色镜来替代分束器1151。于在合成光学系统115包括二向色镜的状况下加工光el的偏光方向相对于二向色镜的二向色性面成为p偏光且测量光ml#2-2的偏光方向相对于二向色镜的二向色性面成为s偏光的情况下,加工头11c也可取代二向色滤波器1183c而包括偏光滤波器。偏光滤波器是遮蔽或反射加工
光el的偏光方向的光,且透过测量光ml#2-2的偏光方向的光的滤波器。偏光滤波器可为透过型滤波器,也可为反射型滤波器。偏光滤波器可被配置在与配置二向色滤波器1183c的位置相同的位置。所述情况下,也能减少在fθ透镜1162及分束器1151的至少一者的光学面产生之后朝向测量光学系统114的杂散光(噪声光)。
196.或者,加工头11c也可取代二向色滤波器1183c及偏光滤波器而包括光隔离器(optical isolator)。光隔离器可为偏光相关型光隔离器,也可为偏光无关型光隔离器。光隔离器可被配置在与配置二向色滤波器1183c的位置相同的位置或其附近的位置。所述情况下,也能减少在fθ透镜1162及分束器1151的至少一者的光学面产生之后朝向测量光学系统114的杂散光(噪声光)。
197.如表示第三实施方式的加工头11c的结构的又一例的剖面图即图17所示,加工头11c也可包括波长板1184c。波长板1184c能绕其光轴或者绕与其光轴平行的轴旋转。波长板1184c也可配置在聚光透镜1153c与分束器1151的偏光分离面之间的测量光ml#2-2的光路上。加工头11c可包括单个波长板1184c,也可包括多个波长板1184c。在加工头11c包括多个波长板1184c的情况下,多个波长板1184c可包括至少一个1/2波长板1184c及至少一个1/4波长板1184c。所述情况下,可通过1/4波长板1184c的绕轴旋转来调整作为测量光ml#2-2的偏光状态之一的椭圆度。也可通过1/2波长板1184c的绕轴旋转来调整作为测量光ml#2-2的偏光状态之一的偏光方向。
198.如表示第三实施方式的加工头11c的结构的又一例的剖面图即图18所示,光传送构件1131c也可包括分别能传播测量光ml#2-2和/或测量光ml#2-3的至少一部分的多个芯。多个芯排列于横切测量光ml#2-2和/或测量光ml#2-3的行进方向的面。为了包括多个芯,光传送构件1131c可包含多个使光纤成束的光纤束。此处,多个使光纤成束的光纤束也可为将多根光纤以在其两端保持相同的位置关系的方式成束的束光纤(bundle fiber)(所谓的图像光纤)。为了包括多个芯,光传送构件1131c可包括多个芯与包层一体化而得的图像光纤(即,具有多个芯及所述多个芯之间的包层的图像光纤)。图像光纤也可为入射端的芯的排列与射出端的芯的排列相同(入射端的芯与射出端的芯之间的位置关系相同),且能将入射端的光量分布传送至射出端的光传送构件。在光传送构件1131c包括多个芯的情况下,检测器1146可为多个光电转换元件11461沿着至少一个方向排列的检测器。例如,如图18所示,检测器1146可为在一个方向排列多个光电转换元件11461(即,多个光电转换元件11461一维地排列)的检测器。检测器1146也可为在两个方向排列多个光电转换元件11461(即,多个光电转换元件11461二维地排列)的检测器。进而,加工头11c可包括光学系统1184c,所述光学系统1184c用于将光传送构件1131c的端面(具体而言为检测器1146侧的端面)与检测器1146的检测面(即,多个光电转换元件11461排列的面)设为光学共轭的面。图18所示的示例中,光学系统1184c配置在光传送构件1131c与分束器1144之间,但光学系统1184c的配置位置并不限定于所述示例。在加工头11c具有此种图18所示的结构的情况下,能进行工件w的表面的面测量,其结果,与工件w的测量相关的生产率提高。
199.再者,包括图18所示的加工头11c的加工系统sysc也可称之为包括使用测量光ml来测量工件w的测量装置(换言之,测定装置)。具体而言,加工头11c也可称之为包括如下测量装置(换言之,测定装置),其包括:测量光源112、测量光学系统114(尤其是镜1145及检测器1146)、光传送构件1131c、共用光学系统116(尤其是fθ透镜1162)以及控制装置5。
200.在图14至图18所示的加工头11c中,位于测量光ml#2-2和/或测量光ml#2-3的光路上的光学构件的折射面也可配置成相对于与光轴正交的面倾斜。例如,在测量光ml#2-2和/或测量光ml#2-3的光路中,偏光分束器1151的折射面可配置成,相对于与包含偏光分束器1151的光学系统(所述情况下为合成光学系统115c)的光轴正交的面倾斜。偏光分束器1151的折射面例如可包含偏光分束器1151的光学面中测量光ml#2-2入射且测量光ml#2-3射出的光学面(图14中的 x侧的光学面)、及偏光分束器1151的光学面中测量光ml#2-2射出且测量光ml#2-3入射的光学面(图14中的-z侧的光学面)中的至少一个。而且,在图16所示的加工头11c中,在测量光ml#2-2和/或测量光ml#2-3的光路中,二向色镜1183c(或者,偏光滤波器或光隔离器,以下在所述段落中相同)的折射面可配置成,相对于与包含二向色镜1183c的光学系统(例如合成光学系统115c)的光轴正交的面倾斜。二向色镜1183c的折射面例如包含二向色镜1183c的光学面中测量光ml#2-2入射且测量光ml#2-3射出的光学面(图16中的 x侧的光学面)、及二向色镜1183c的光学面中测量光ml#2-2射出且测量光ml#2-3入射的光学面(图16中的-x侧的光学面)中的至少一个。所述情况下,也能减少在fθ透镜1162及分束器1151的至少一者的光学面产生之后朝向测量光学系统114的杂散光(噪声光)。再者,虽然为了避免说明的重复而未图示,但在图14至图18所示的加工头11c中,位于加工光el的光路上的光学构件的折射面也可配置成相对于与光轴正交的面倾斜。
201.在图14至图18所示的加工头11c中,构成fθ透镜1162的多个透镜中的至少一个可配置成,所述至少一个透镜的光轴相对于fθ透镜1162的光轴倾斜。构成fθ透镜1162的多个透镜中的至少一个可配置成,所述至少一个透镜的光轴偏离fθ透镜1162的光轴(即,偏心)。所述情况下,也能减少在fθ透镜1162的光学面产生之后朝向测量光学系统114的杂散光(噪声光)。
202.在图14至图18所示的加工头11c中,共用光学系统116可包含关于测量光ml的波长及加工光el的波长而进行了色像差修正的消色差透镜作为fθ透镜1162。在图14至图18所示的加工头11c中,聚光透镜1152c的焦点距离与聚光透镜1153c的焦点距离可不同。作为一例,在测量光ml的波长较加工光el的波长更短的情况下,聚光透镜1153c的焦点距离可较聚光透镜1152c的焦点距离更长。但是,聚光透镜1152c的焦点距离与聚光透镜1153c的焦点距离也可相同。在图14至图18所示的加工头11c中,关于测量光ml的波长,可构成为,通过包含fθ透镜1162及聚光透镜1153c的光学系统,工件w的表面与光传送构件1131c的端面(具体而言为合成光学系统115侧的端面)成为光学共轭的位置关系。在图14至图18所示的加工头11c中,关于加工光el的波长,可构成为,通过包含fθ透镜1162及聚光透镜1152c的光学系统,工件w的表面与光传送构件1111c的端面(具体而言为合成光学系统115侧的端面)成为光学共轭的位置关系。在图14至图18所示的加工头11c中,聚光透镜1152c及聚光透镜1153c中的至少一者可为变焦光学系统。在聚光透镜1152c为变焦光学系统的情况下,通过聚光透镜1152c,能与测量光ml的聚焦位置独立地调整加工光el的聚焦位置。在聚光透镜1153c为变焦光学系统的情况下,通过聚光透镜1153c,能与加工光el的聚焦位置独立地调整测量光ml的聚焦位置。
203.(4)第四实施方式的加工系统sysd
204.继而,对第四实施方式的加工系统sys(以下,将第四实施方式的加工系统sys称作“加工系统sysd”)进行说明。与所述第一实施方式的加工系统sysa相比,第四实施方式的加
工系统sysd的不同之处在于,取代加工装置1而包括加工装置1d。加工系统sysd的其他特征也可与加工系统sysa的其他特征相同。与加工装置1相比,加工装置1d的不同之处在于,取代加工头11而包括加工头11d。加工装置1d的其他特征也可与加工装置1的其他特征相同。因而,以下,一边参照图19,一边对第四实施方式的加工头11d进行说明。图19是表示第四实施方式的加工头11d的结构的一例的剖面图。
205.如图19所示,与加工头11相比,加工头11d的不同之处在于,取代测量光学系统114而包括测量光学系统114d。加工头11d的其他特征也可与加工头11的其他特征相同。
206.与测量光学系统114相比,测量光学系统114d的不同之处在于射出多个测量光ml。为了射出多个测量光ml,与测量光学系统114相比,测量光学系统114d的不同之处在于,取代镜1147而包括分束器1147d及x扫描镜1148dx。测量光学系统114d的其他特征也可与测量光学系统114的其他特征相同。
207.第四实施方式中,自分束器1144射出的测量光ml#2-2入射至分束器1147d。分束器1147d将作为入射至分束器1147d的测量光ml#2-2中的一部分的测量光ml#2-21朝向合成光学系统115射出。测量光ml#2-21经由合成光学系统115及共用光学系统116照射至工件w。因此,第四实施方式的测量光ml#2-21经由与第一实施方式的测量光#2-2同样的光路照射至工件w。
208.起因于测量光ml#2-21的照射而自工件w射出的光的至少一部分(例如,所述反射光、散射光、衍射光和/或透过光的至少一部分,以下,将所述光称作“测量光ml#2-31”)入射至共用光学系统116。入射至共用光学系统116的测量光ml#2-31经由fθ透镜1162及检流计镜1161入射至合成光学系统115。合成光学系统115的分束器1151将入射至分束器1151的测量光ml#2-31朝向测量光学系统114射出。自合成光学系统115入射至测量光学系统114的测量光ml#2-31,经由分束器1147d、分束器1144及分束器1142入射至检测器1146。因此,第四实施方式的测量光ml#2-31经由与第一实施方式的测量光#2-3同样的光路入射至检测器1146。因此,检测器1146检测测量光ml#1-3与测量光ml#2-31的干涉光。
209.另一方面,分束器1147d将作为入射至分束器1147d的测量光ml#2-2中的另一部分的测量光ml#2-22朝向x扫描镜1148dx射出。x扫描镜1148dx通过将测量光ml#2-22偏转,来变更测量光ml#2-22在工件w上的照射位置。具体而言,x扫描镜1148dx以变更测量光ml#2-22在工件w上的沿着x轴方向的照射位置的方式摆动或旋转(即,变更x扫描镜1148dx相对于测量光ml#2-22的光路的角度),由此将测量光ml#2-22偏转。
210.自x扫描镜1148dx射出的测量光ml#2-22入射至共用光学系统116的y扫描镜1161y。y扫描镜1161y以变更测量光ml#2-22在工件w上的沿着y轴方向的照射位置的方式摆动或旋转(即,变更y扫描镜1161y相对于测量光ml#2-22的光路的角度),由此将测量光ml#2-22偏转。自y扫描镜1161y射出的测量光ml#2-22经由fθ透镜1162照射至工件w。其结果,共用光学系统116朝向工件w射出多个测量光ml(图19所示的示例中为两束测量光ml#2-21及测量光ml#2-2)。此处,也可将y扫描镜1161y称作第一照射位置变更光学系统,将x扫描镜1148dx称作配置在合成光学系统115与测量光源113之间的第二照射位置变更光学系统。
211.共用光学系统116也可朝向工件w上的不同位置分别射出多个测量光ml。即,共用光学系统116可以测量光ml#2-21在工件w上的照射位置与测量光ml#2-22在工件w上的照射位置不同的方式,来射出多个测量光ml。共用光学系统116也可以被照射测量光ml#2-21的
被照射区域ma#1的位置与被照射测量光ml#2-22的被照射区域ma#2的位置不同的方式,来射出多个测量光ml。典型而言,能与测量光ml#2-22的照射位置独立地变更测量光ml#2-21的照射位置的x扫描镜1161x、及能与测量光ml#2-21的照射位置独立地变更测量光ml#2-22的照射位置的x扫描镜1148dx,也可以共用光学系统116朝向工件w上的不同位置分别射出测量光ml#2-21及测量光ml#2-22的方式,将测量光ml#2-21及测量光ml#2-22分别偏转。
212.起因于测量光ml#2-22的照射而自工件w射出的光的至少一部分(例如,所述反射光、散射光、衍射光和/或透过光的至少一部分,以下,将所述光称作“测量光ml#2-32”)入射至共用光学系统116。入射至共用光学系统116的测量光ml#2-32经由fθ透镜1162及y扫描镜1161y入射至x扫描镜1148dx。入射至x扫描镜1148dx的测量光ml#2-32,经由x扫描镜1148dx、分束器1147d、分束器1144及分束器1142入射至检测器1146。因此,检测器1146检测测量光ml#1-3与测量光ml#2-32的干涉光。
213.再者,测量光ml#2-22也可不入射至共用光学系统116的y扫描镜1161y。所述情况下,也可包括配置在y扫描镜1161y附近的测量光ml#2-22的光路、且以变更测量光ml#2-22在工件w上的沿着y轴方向的照射位置的方式摆动或旋转的另一y扫描镜(未图示)。所述另一y扫描镜也可变更另一y扫描镜相对于测量光ml#2-22的光路的角度。此时,测量光ml#2-21也可不存在。即,第四实施方式中,共用光学系统116并非必需。
214.控制装置5基于检测器1143的检测结果及检测器1146的检测结果来计算工件w的状态。此处,如上所述,第四实施方式中,检测器1146检测多个干涉光。控制装置5可将多个干涉光的检测结果分别用于不同的用途。例如,控制装置5可将第一干涉光(例如,测量光ml#1-3与测量光ml#2-31的干涉光)的检测结果用于第一用途。即,控制装置5可基于第一干涉光的检测结果,来计算在第一用途中使用的工件w的状态。所述情况下,测量光ml#2-21相当于在第一用途中使用的测量光ml。进而,例如,控制装置5也可将第二干涉光(例如,测量光ml#1-3与测量光ml#2-32的干涉光)的检测结果的检测结果用于第二用途。即,控制装置5可基于第二干涉光的检测结果,来计算在与第一用途不同的第二用途中使用的工件w的状态。
215.作为第一用途的一例,可列举确定工件w的形状的用途。作为第二用途的一例,可列举确定工件w的位置(尤其是工件w相对于加工头11的相对位置)的用途。与工件w的位置相关的信息主要用于控制加工头11相对于工件w的位置、加工光el在工件w上的照射位置和/或测量光ml在工件w上的照射位置。因此,作为第二用途的一例,可列举基于工件w的位置(尤其是工件w相对于加工头11的相对位置),来控制加工头11相对于工件w的位置、加工光el在工件w上的照射位置和/或测量光ml在工件w上的照射位置的用途。所述情况下,控制装置5可基于第一干涉光(例如,测量光ml#1-3与测量光ml#2-31的干涉光)的检测结果,来确定工件w的形状。进而,控制装置5也可基于第二干涉光(例如,测量光ml#1-3与测量光ml#2-32的干涉光)的检测结果,以加工光el和/或测量光ml照射至确定了形状的工件w的期望位置的方式,来控制加工头11相对于工件w的位置、加工光el在工件w上的照射位置和/或测量光ml在工件w上的照射位置。
216.此种第四实施方式的加工系统sysd能够享有与所述第一实施方式的加工系统sysa可享有的效果同样的效果。进而,第四实施方式的加工系统sysd能够将用途不同的多个测量光ml照射至工件w。因此,加工系统sysd能够基于多个测量光ml的检测结果(即,多个
干涉光的检测结果),来适当地加工工件w。
217.再者,测量光学系统114d也可取代分束器1147d而包括能在测量光ml#2-2的光路上插拔的镜。所述镜可在插入至(即,配置于)测量光ml#2-2的光路的状态下,将测量光ml#2-2朝向合成光学系统115反射。另一方面,所述镜在脱离测量光ml#2-2的光路的状态下,不影响测量光ml#2-2的光路。所述情况下,可以来自分束器1144的测量光ml#2-2入射至x扫描镜1148dx的方式配置x扫描镜1148dx。
218.而且,以上所述的说明中,测量光学系统114d包括x扫描镜1148dx。其原因在于,在检流计镜1161中y扫描镜1161y被配置在较x扫描镜1161x更靠近工件w的一侧,且自x扫描镜1148dx射出的测量光ml#2-22入射至检流计镜1161的y扫描镜1161y。然而,于在检流计镜1161中x扫描镜1161x被配置在较y扫描镜1161y更靠近工件w的一侧的情况下,除了x扫描镜1148dx以外,或者取而代之,测量光学系统114d也可包括y扫描镜。测量光学系统114d的y扫描镜以变更测量光ml#2-22在工件w上的沿着y轴方向的照射位置的方式摆动或旋转(即,变更y扫描镜相对于测量光ml#2-22的光路的角度),由此将测量光ml#2-22偏转。进而,自测量光学系统114d的y扫描镜射出的测量光ml#2-22也可入射至检流计镜1161的x扫描镜1161x。
219.此处,测量光ml#2-22通过x扫描镜1148dx,且加工光el不通过x扫描镜1148dx。因此,也可通过使x扫描镜1148dx摆动或旋转,来使加工光el的照射位置与测量光ml#2-22的照射位置之间的位置关系变更。也可通过使x扫描镜1148dx摆动或旋转,来使加工光el的照射位置及测量光ml#2-22的照射位置变更,而不变更加工光el的照射位置与测量光ml#2-22的照射位置之间的位置关系。而且,也可将y扫描镜1161y称作变更加工光el在工件w上的照射位置的第一照射位置变更光学系统,将x扫描镜1148dx称作变更测量光ml#2-22在工件w上的照射位置的第二照射位置变更光学系统。
220.而且,在第四实施方式中,也可采用在所述第二实施方式至第三实施方式的至少一个中所说明的构成要件。第二实施方式中所说明的构成要件包含与加工光源111及测量光源113的至少一者在框体117外部的配置相关的构成要件。第三实施方式中所说明的构成要件包含与加工光学系统112及测量光学系统114的至少一者在框体117外部的配置相关的构成要件。
221.(5)第五实施方式的加工系统syse
222.继而,对第五实施方式的加工系统sys(以下,将第五实施方式的加工系统sys称作“加工系统syse”)进行说明。与所述第一实施方式的加工系统sysa相比,第五实施方式的加工系统syse的不同之处在于,取代加工装置1而包括加工装置1e。加工系统syse的其他特征也可与加工系统sysa的其他特征相同。与加工装置1相比,加工装置1e的不同之处在于,取代加工头11而包括加工头11e。加工装置1e的其他特征也可与加工装置1的其他特征相同。因而,以下,一边参照图20,一边对第五实施方式的加工头11e进行说明。图20是表示第五实施方式的加工头11e的结构的一例的剖面图。
223.如图20所示,与加工头11相比,加工头11e的不同之处在于,取代测量光学系统114而包括测量光学系统114e。加工头11e的其他特征也可与加工头11的其他特征相同。
224.与测量光学系统114相比,测量光学系统114e的不同之处在于包括检流计镜1148e。测量光学系统114e的其他特征也可与测量光学系统114的其他特征相同。
225.第四实施方式中,自分束器1144射出的测量光ml#2-2(即,经由镜1147射出的测量
光ml#2-2)入射至检流计镜1148e。检流计镜1148e通过将测量光ml#2-2偏转(即,变更射出角度),来变更测量光ml#2-2在工件w上的照射位置。例如,检流计镜1148e包含x扫描镜1148ex及y扫描镜1148ey。x扫描镜1148ex及y扫描镜1148ey分别是相对于入射至检流计镜1148e的测量光ml#2-2的光路的角度受到变更的倾斜角可变镜。x扫描镜1148ex以变更测量光ml#2-2在工件w上的沿着x轴方向的照射位置的方式摆动或旋转(即,变更x扫描镜1148ex相对于测量光ml#2-2的光路的角度),由此将测量光ml#2-2偏转。y扫描镜1148ey以变更测量光ml#2-2在工件w上的沿着y轴方向的照射位置的方式摆动或旋转(即,变更y扫描镜1148ey相对于测量光ml#2-2的光路的角度),由此将测量光ml#2-2偏转。
226.检流计镜1148e将偏转的测量光ml#2-2朝向合成光学系统115射出。测量光ml#2-2经由合成光学系统115及共用光学系统116照射至工件w。进而,作为起因于测量光ml#2-2的照射而自工件w射出的光的至少一部分的测量光ml#2-3,经由共用光学系统116及合成光学系统115入射至测量光学系统114e的检流计镜1148e。入射至检流计镜1148e的测量光ml#2-3,经由检流计镜1148e、镜1147、分束器1144及分束器1142入射至检测器1146。
227.再者,测量光学系统114e也可取代检流计镜1148e/除此以外,包括位置调整光学系统(未图示)。所述位置调整光学系统也可具有能相对于测量光ml2-2的行进方向倾斜的平行平面板,以将来自测量光学系统114e的测量光ml2-2在与测量光ml2-2的光路正交的面上的位置设为任意位置。
228.此种第五实施方式的加工系统syse能够享有与所述第一实施方式的加工系统sysa可享有的效果同样的效果。进而,第五实施方式的加工系统syse包括不偏转加工光el而能偏转测量光ml#2-2的检流计镜1148e。因此,加工系统syse能够使测量光ml#2-2在工件w上的照射位置相对于加工光el在工件w上的照射位置移动。加工系统syse能够使被照射测量光ml#2-2的被照射区域ma相对于被照射加工光el的被照射区域ea移动。如此,加工系统syse能够独立地变更加工光el在工件w上的照射位置及测量光ml#2-2在工件w上的照射位置。加工系统syse能够独立地变更被照射区域ea的位置及被照射区域ma的位置。
229.再者,在第五实施方式中,也可采用在所述第二实施方式至第四实施方式的至少一个中所说明的构成要件。第四实施方式中所说明的构成要件包含与多个测量光ml的射出相关的构成要件。
230.(6)第六实施方式的加工系统sysf
231.继而,对第六实施方式的加工系统sys(以下,将第六实施方式的加工系统sys称作“加工系统sysf”)进行说明。与所述第一实施方式的加工系统sysa相比,第六实施方式的加工系统sysf的不同之处在于,取代加工装置1而包括加工装置1f。加工系统sysf的其他特征也可与加工系统sysa的其他特征相同。与加工装置1相比,加工装置1f的不同之处在于,取代加工头11而包括加工头11f。加工装置1f的其他特征也可与加工装置1的其他特征相同。与加工头11相比,加工头11f的不同之处在于,共用光学系统116相对于加工头11f能拆装。与加工头11相比,加工头11f的不同之处在于共用光学系统116能更换。加工头11f的其他特征也可与加工头11的其他特征相同。
232.也可在加工头11f安装有一光学系统候补118f,其选自分别能作为共用光学系统116利用的多个不同的光学系统候补118f中。例如,可在加工头11f安装有自多个不同的光学系统候补118f中,根据加工系统sysf的加工内容而选择的一光学系统118f。
233.例如,多个光学系统候补118f可包含加工光el和/或测量光ml相对于光学系统候补118f的光轴(尤其是加工光el和/或测量光ml的入射侧的光轴)的射出方向不同的至少两个光学系统候补118f。所述情况下,可在加工头11f安装有多个光学系统候补118f中的一光学系统118f,其能朝向与加工系统sysf的加工内容相适合的射出方向射出加工光el和/或测量光ml。
234.例如,多个光学系统候补118f可包含自合成光学系统115射出加工光el和/或测量光ml的位置至光学系统候补118射出加工光el和/或测量光ml的位置为止的距离不同的至少两个光学系统候补118f。所述情况下,可在加工头11f安装有多个光学系统候补118f中的一光学系统118f,其中,自合成光学系统115射出加工光el和/或测量光ml的位置至光学系统候补118射出加工光el和/或测量光ml的位置为止的距离成为适合于加工系统sysf的加工内容的距离。
235.例如,多个光学系统候补118f可包含自加工光学系统112射出加工光el的位置至光学系统候补118射出加工光el的位置为止的距离(即,自加工光学系统112至光学系统候补118射出加工光el的位置为止的距离)不同的至少两个光学系统候补118f。所述情况下,可在加工头11f安装有多个光学系统候补118f中的一光学系统118f,其中,自加工光学系统112射出加工光el的位置至光学系统候补118射出加工光el的位置为止的距离成为适合于加工系统sysf的加工内容的距离。
236.例如,多个光学系统候补118f可包含自测量光学系统114射出测量光ml的位置至光学系统候补118射出测量光ml的位置为止的距离(即,自测量光学系统114至光学系统候补118射出加工光el的位置为止的距离)不同的至少两个光学系统候补118f。所述情况下,可在加工头11f安装有多个光学系统候补118f中的一光学系统118f,其中,自测量光学系统114射出测量光ml的位置至光学系统候补118射出测量光ml的位置为止的距离成为适合于加工系统sysf的加工内容的距离。
237.例如,多个光学系统候补118f可包含自加工光el和/或测量光ml入射至光学系统候补118f的位置至加工光el和/或测量光ml自光学系统候补118f射出的位置为止的距离(即,自光学系统候补118f的入射面至光学系统候补118f的射出面为止的距离)不同的至少两个光学系统候补118f。所述情况下,可在加工头11f安装有自加工光el和/或测量光ml入射至光学系统候补118f的位置至加工光el和/或测量光ml自光学系统候补118f射出的位置为止的距离成为适合于加工系统sysf的加工内容的距离的一光学系统118f。
238.以下,一边参照图21至图23,一边对光学系统候补118f的一例进行说明。
239.图21是表示安装有第一光学系统候补118f#1作为共用光学系统116的加工头11f的剖面图。如图21所示,第一光学系统候补118f#1是包括检流计镜1161及fθ透镜1162的光学系统。即,第一光学系统候补118f#1与参照图3等进行说明的第一实施方式的共用光学系统116相同。第一光学系统候补118f#1可作为能沿着第一光学系统候补118f#1的入射侧的光轴射出加工光el和/或测量光ml的共用光学系统116发挥功能。由于第一光学系统候补118f#1的入射侧的光轴与z轴平行,故第一光学系统候补118f#1可作为能沿着z轴方向射出加工光el和/或测量光ml的共用光学系统116发挥功能。此种第一光学系统候补118f#1也可被选择为例如在加工系统sysf对工件w的表面中与z轴交叉的表面进行加工的情况下应安装至加工头11f的共用光学系统116。
240.图22是表示安装有第二光学系统候补118f#2作为共用光学系统116的加工头11f的剖面图。如图22所示,第二光学系统候补118f#2包括:框体1161f#2、致动器1162f#2、聚光透镜1163f#2及扫描镜(scanning mirror)1164f#2。框体1161f#2是圆筒状的框体,在其内部形成有沿着z轴方向延伸的空间1165f#2。致动器1162f#2以使框体1161f#2绕z轴旋转的方式进行动作。在框体1161f#2的空间1165f#2配置有聚光透镜1163f#2及扫描镜1164f#2。自合成光学系统115射出的加工光el和/或测量光ml自形成于框体1161f#2的上部的开口1166f#2入射至空间1165f#2。入射至空间1165f#2的加工光el和/或测量光ml经由聚光透镜1163f#2入射至扫描镜1164f#2。扫描镜1164f#2将沿着z轴方向传播的加工光el和/或测量光ml朝向与z轴交叉的方向反射。由于第二光学系统候补118f#2的入射侧的光轴与z轴平行,故第二光学系统候补118f#2可作为能沿着与第二光学系统候补118f#2的入射侧的光轴交叉的方向射出加工光el和/或测量光ml的共用光学系统116发挥功能。此时,扫描镜1164f#2以使来自第二光学系统候补118f#2的加工光el和/或测量光ml的射出方向沿着绕x轴或绕y轴的方向变更的方式摆动或旋转。自扫描镜1164f#2射出的加工光el和/或测量光ml经由形成于框体1161f#2的侧面的开口1167f#2射出至第二光学系统候补118f#2的外部。此处,通过致动器1162f#2引起的框体1161f#2绕z轴的旋转,来自第二光学系统候补118f#2的加工光el和/或测量光ml的射出方向绕z轴变更。此种第二光学系统候补118f#2可被选择为例如在加工系统sysf对工件w的表面中沿着z轴的表面进行加工的情况下应安装至加工头11f的共用光学系统116。第二光学系统候补118f#2也可被选择为例如在加工系统sysf以在工件w形成圆筒形的凹陷的方式对工件w进行加工的情况下应安装至加工头11f的共用光学系统116。第二光学系统候补118f#2也可被选择为例如在以形成包围共用光学系统116的结构的方式对工件w进行加工的情况下应安装至加工头11f的共用光学系统116。
241.图23是表示安装有第三光学系统候补118f#3作为共用光学系统116的加工头11f的剖面图。如图23所示,第三光学系统候补118f#3包括:框体1161f#3、聚光透镜1162f#3及检流计镜1163f#3。框体1161f#3是圆筒状的框体,在其内部形成有沿着z轴方向延伸的空间1164f#3。在框体1161f#3的空间1164f#3配置有聚光透镜1162f#3及检流计镜1163f#3。自合成光学系统115射出的加工光el和/或测量光ml自形成于框体1161f#3的上部的开口1165f#3入射至空间1164f#3。入射至空间1164f#3的加工光el和/或测量光ml经由聚光透镜1162f#3入射至检流计镜1163f#3。检流计镜1163f#3将沿着z轴方向传播的加工光el和/或测量光ml朝向与z轴交叉的方向反射。由于第三光学系统候补118f#3的入射侧的光轴与z轴平行,故第三光学系统候补118f#3可作为能沿着与第三光学系统候补118f#3的入射侧的光轴交叉的方向射出加工光el和/或测量光ml的共用光学系统116发挥功能。此时,检流计镜1163f#3以使来自第二光学系统候补118f#2的加工光el和/或测量光ml的射出方向沿着绕x轴及绕y轴的方向分别变更的方式摆动或旋转。具体而言,检流计镜1163f#3包含x扫描镜1163fx#3及y扫描镜1163fy#3,所述x扫描镜1163fx#3以使来自第二光学系统候补118f#2的加工光el和/或测量光ml的射出方向沿着绕x轴的方向变更的方式摆动或旋转;所述y扫描镜1163fy#3以使来自第二光学系统候补118f#2的加工光el和/或测量光ml的射出方向沿着绕y轴的方向变更的方式摆动或旋转。自检流计镜1163f#3射出的加工光el和/或测量光ml经由形成于框体1161f#3的侧面的开口1166f#3射出至第三光学系统候补118f#3的外部。此种第三光学系统候补118f#3可被选择为例如在加工系统sysf对工件w的表面中沿着z轴的
表面进行加工的情况下应安装至加工头11f的共用光学系统116。第三光学系统候补118f#2也可被选择为例如在加工系统sysf以在工件w形成沿着x轴方向或y轴方向延伸的狭缝(即,狭缝状的凹陷或槽)的方式对工件w进行加工的情况下应安装至加工头11f的共用光学系统116。
242.再者,第六实施方式中,设为共用光学系统116能更换,但也可设为仅fθ透镜1162能更换。例如,可在分束器1151与聚光透镜1163f#2之间配置共用光学系统116的至少一部分,也可在分束器1151与聚光透镜1162f#3之间配置共用光学系统116的至少一部分。此时,共用光学系统116可包括扫描镜,所述扫描镜在与由检流计镜1164f#2及检流计镜1163f#3形成的扫描方向不同的方向上具有扫描方向。此处,扫描方向也可设为加工光和/或测量光在工件w上移动的方向。
243.此种第六实施方式的加工系统sysf能够享有与所述第一实施方式的加工系统sysa可享有的效果同样的效果。进而,第六实施方式的加工系统sysf能够使用适于加工系统sysf的加工内容的共用光学系统116来加工工件w。因此,能够以更多样的加工内容加工工件w。
244.再者,以上所述的说明中,共用光学系统116的整体能更换。然而,也可取代共用光学系统116的整体能更换,而为共用光学系统116的一部分能更换。即,可为构成共用光学系统116的多个光学构件中的一部分能更换。
245.而且,在第六实施方式中,也可采用在所述第二实施方式至第五实施方式的至少一个中所说明的构成要件。第五实施方式中所说明的构成要件包含与测量光ml在工件w上的照射位置的独立控制相关的构成要件。
246.(7)第七实施方式的加工系统sysg
247.继而,一边参照图24,一边对第七实施方式的加工系统sys(以下,将第七实施方式的加工系统sys称作“加工系统sysg”)进行说明。图24是示意性地表示第七实施方式的加工系统sysg的整体结构的剖面图。
248.如图24所示,与所述第一实施方式的加工系统sysa相比,第七实施方式的加工系统sysg的不同之处在于,还包括位置测量装置6g。加工系统sysg的其他特征也可与加工系统sysa的其他特征相同。
249.位置测量装置6g对工件w与加工头11之间的相对位置关系进行测量。第七实施方式中,位置测量装置6g对工件w相对于加工头11的位置进行测量。为了对工件w相对于加工头11的位置进行测量,位置测量装置6g也可对工件w进行测量。再者,由于加工头11具备各光学系统,因此对工件w与加工头11之间的相对位置关系进行测量的动作实质上等效于对工件w与加工头11所具备的各光学系统之间的相对位置关系进行测量的动作。即,对工件w相对于加工头11的位置进行测量的动作实质上是对工件w相对于加工头11所具备的各光学系统的位置进行测量。
250.位置测量装置6g也可被配置在相对于加工头11(尤其是加工头11所具备的各光学系统)而固定的位置。位置测量装置6g也可被配置在相对于加工头11的相对位置被固定的位置。位置测量装置6g也可被配置在即便头驱动系统12使加工头11移动,加工头11与位置测量装置6g之间的相对位置也不变的位置。例如,图24表示了位置测量装置6g被安装于加工头11的外表面(例如框体117的外表面)的示例。
251.于在相对于加工头11而固定的位置配置位置测量装置6g的情况下,来自位置测量装置6g的输出(即,位置测量装置6g的测量结果)将会包含与工件w相对于加工头11的位置相关的信息。具体而言,位置测量装置6g的测量结果包含与工件w相对于位置测量装置6g的位置相关的信息。即,位置测量装置6g的测量结果包含与工件w在位置测量装置6g的测量座标系上的位置相关的信息。此处,于在相对于加工头11而固定的位置配置有位置测量装置6g的情况下,与工件w相对于位置测量装置6g的位置相关的信息实质上将会包含与工件w相对于被配置在相对于位置测量装置6g而固定的位置的加工头11的位置相关的信息。因而,控制装置5能够适当地确定工件w相对于加工头11的位置。
252.位置测量装置6g只要能测量工件w,则也可为任何种类的测量装置。例如,位置测量装置6g也可包含能拍摄工件w等物体的表面的拍摄装置(即,摄像机)。位置测量装置6g也可包含:照射装置,将在工件w上描绘规定图案的测量光照射至工件w;以及拍摄装置,对由测量光描绘于工件w的图案进行拍摄。如此,位置测量装置6g也可为以非接触方式(作为一例,为光检测方式、音波检测方式及电波检测方式等中的至少一种)来测量工件w的测量装置。
253.位置测量装置6g的测量结果(即,与工件w相对于加工头11的位置相关的信息)可用于控制加工系统sysa。具体而言,位置测量装置6g的测量结果可用于控制加工装置1。位置测量装置6g的测量结果也可用于控制加工头11。位置测量装置6g的测量结果也可用于控制头驱动系统112。位置测量装置6g的测量结果也可用于控制载台装置3。位置测量装置6g的测量结果也可用于控制载台驱动系统33。
254.例如,控制装置5也可基于位置测量装置6g的测量结果,来变更工件w与加工头11之间的相对位置关系,以使工件w与加工头11之间的相对位置关系成为所期望的位置关系。即,控制装置5也可基于位置测量装置6g的测量结果,来控制能变更工件w与加工头11之间的相对位置关系的装置,以使工件w与加工头11之间的相对位置关系成为所期望的位置关系。作为能变更工件w与加工头11之间的相对位置关系的装置的一例,如以上所述。而且,关于“所期望的位置关系”,也如以上所述。
255.例如,控制装置5也可基于位置测量装置6g的测量结果,来变更工件w与加工头11所具备的各光学系统之间的相对位置关系,以使工件w与加工头11所具备的各光学系统(例如,加工光学系统112、测量光学系统114、合成光学系统115及共用光学系统116中的至少一个)之间的相对位置关系成为所期望的关系。即,控制装置5也可基于位置测量装置6g的测量结果,来控制能变更工件w与加工头11所具备的各光学系统之间的相对位置关系的装置,以使工件w与加工头11所具备的各光学系统之间的相对位置关系成为所期望的关系。作为能变更工件w与加工头11所具备的各光学系统之间的相对位置关系的装置的一例,如以上所述。
256.例如,控制装置5也可基于位置测量装置6g的测量结果,来变更被照射区域ea相对于工件w的相对位置,以在工件w上的期望位置设定被照射区域ea(即,被照射加工光el)。即,控制装置5也可基于位置测量装置6g的测量结果,来控制能变更被照射区域ea相对于工件w的相对位置的装置,以在工件w上的期望位置设定被照射区域ea。作为能变更被照射区域ea相对于工件w的相对位置的装置的一例,如以上所述。
257.例如,控制装置5也可基于位置测量装置6g的测量结果,来变更被照射区域ma相对
于工件w的相对位置,以在工件w上的期望位置设定被照射区域ma(即,被照射测量光ml#2-2)。即,控制装置5也可基于位置测量装置6g的测量结果,来控制能变更被照射区域ma相对于工件w的相对位置的装置,以在工件w上的期望位置设定被照射区域ma。作为能变更被照射区域ma相对于工件w的相对位置的装置的一例,如以上所述。
258.例如,控制装置5也可基于根据检测器1143及检测器1146的检测结果计算出的工件w的状态来进行第一动作,并基于位置测量装置6g的测量结果来进行第二动作。例如,控制装置5也可基于根据检测器1143及检测器1146的检测结果计算出的工件w的状态,来控制头驱动系统12的第一驱动系统121,并基于位置测量装置6g的测量结果来控制头驱动系统12的第二驱动系统122。更具体而言,控制装置5也可通过基于根据检测器1143及检测器1146的检测结果计算出的工件w的状态来控制第一驱动系统121,从而使被照射区域ea和/或被照射区域ma相对于工件w而相对粗略地对位。然后,控制装置5也可通过基于位置测量装置6g的测量结果来控制第二驱动系统122,从而使被照射区域ea和/或被照射区域ma相对于工件w更高精度地对位。控制装置5也可通过基于位置测量装置6g的测量结果来控制第二驱动系统122,从而抵消第一驱动系统121的振动,以防止第一驱动系统121的振动经由第二驱动系统122传递至加工头11。
259.再者,在第七实施方式中,位置测量装置6g安装在加工头11的外表面,但也可将位置测量装置6g的一部分安装在加工头11的内部(框体117的内部),也可将位置测量装置6g整体安装在加工头11的内部(框体117的内部)。
260.此种第七实施方式的加工系统sysg能够享有与所述第一实施方式的加工系统sysa可享有的效果同样的效果。进而,除了使用检测器1143及检测器1146的检测结果以外,第七实施方式的加工系统sysg还能够使用位置测量装置6g的检测结果来加工工件w。因此,加工系统sysg能够更适当地加工工件w。例如,加工系统sysg能够更高精度地加工工件w。
261.再者,在第七实施方式中,也可采用在所述第二实施方式至第六实施方式的至少一个中所说明的构成要件。第六实施方式中所说明的构成要件包含与共用光学系统116的更换相关的构成要件。
262.(8)第八实施方式的加工系统sysh
263.继而,对第八实施方式的加工系统sys(以下,将第八实施方式的加工系统sys称作“加工系统sysh”)进行说明。与所述第一实施方式的加工系统sysa相比,第八实施方式的加工系统sysh的不同之处在于,取代加工装置1而包括加工装置1h。加工系统sysh的其他特征也可与加工系统sysa的其他特征相同。与加工装置1相比,加工装置1h的不同之处在于,取代加工头11而包括加工头11h。加工装置1h的其他特征也可与加工装置1的其他特征相同。因而,以下,一边参照图25,一边对第八实施方式的加工头11h进行说明。图25是表示第八实施方式的加工头11h的结构的一例的剖面图。
264.如图25所示,与加工头11相比,加工头11h的不同之处在于,也可不包括合成光学系统115。进而,与加工头11相比,加工头11h的不同之处在于,取代共用光学系统116而包括加工照射光学系统118h及测量照射光学系统119h。加工头11h的其他特征也可与加工头11的其他特征相同。
265.在加工照射光学系统118h入射自加工光学系统112射出的加工光el。加工照射光学系统118h将入射至加工照射光学系统118h的加工光el照射至工件w。另一方面,在加工照
射光学系统118h,不会入射自测量光学系统114射出的测量光ml#2-2。加工照射光学系统118h不会将自测量光学系统114射出的测量光ml#2-2照射至工件w。
266.为了将加工光el照射至工件w,加工照射光学系统118h包括检流计镜1181h及fθ透镜1182h。
267.在检流计镜1181h入射自加工光学系统112射出的加工光el。检流计镜1181h通过将加工光el偏转,来变更加工光el在工件w上的照射位置。例如,检流计镜1181h包含x扫描镜1181hx及y扫描镜1181hy。x扫描镜1181hx及y扫描镜1181hy分别是相对于入射至检流计镜1181h的加工光el的光路的角度受到变更的倾斜角可变镜。x扫描镜1181hx以变更加工光el在工件w上的沿着x轴方向的照射位置的方式摆动或旋转(即,变更x扫描镜1181hx相对于加工光el的光路的角度),由此将加工光el偏转。y扫描镜1181hy以变更加工光el在工件w上的沿着y轴方向的照射位置的方式摆动或旋转(即,变更y扫描镜1181hy相对于加工光el的光路的角度),由此将加工光el偏转。若考虑此种检流计镜1181h的特性,则与共用光学系统116的检流计镜1161相比,检流计镜1181h的不同之处在于,变更加工光el在工件w上的照射位置,另一方面不变更测量光ml在工件w上的照射位置。与检流计镜1161相比,检流计镜1181h的不同之处在于,加工光el通过,另一方面测量光ml不通过。检流计镜1181h的其他特征也可与检流计镜1161的其他特征相同。
268.在fθ透镜1182h入射来自检流计镜1181h的加工光el。fθ透镜1182h是用于将来自检流计镜1181h的加工光el照射至工件w的光学系统。尤其,fθ透镜1182h是用于将来自检流计镜1181h的加工光el聚光在工件w上的光学系统。若考虑此种fθ透镜1182h的特性,则与共用光学系统116的fθ透镜1162相比,fθ透镜1182h的不同之处在于,对工件w照射加工光el,另一方面工件w上不变更测量光ml的照射位置。与fθ透镜1162相比,fθ透镜1182h的不同之处在于,加工光el通过,另一方面测量光ml不通过。fθ透镜1182h的其他特征也可与fθ透镜1162的其他特征相同。
269.在测量照射光学系统119h入射自测量光学系统114射出的测量光ml#2-2。测量照射光学系统119h将入射至测量照射光学系统119h的测量光ml#2-2照射至工件w。另一方面,在测量照射光学系统119h,不会入射自加工光学系统112射出的加工光el。测量照射光学系统119h不会将自加工光学系统112射出的加工光el照射至工件w。
270.为了将测量光ml#2-2照射至工件w,测量照射光学系统119h包括检流计镜1191h及fθ透镜1192h。
271.在检流计镜1191h入射自测量光学系统114射出的测量光ml#2-2。检流计镜1191h通过将测量光ml#2-2偏转,来变更测量光ml#2-2在工件w上的照射位置。例如,检流计镜1191h包含x扫描镜1191hx及y扫描镜1191hy。x扫描镜1191hx及y扫描镜1191hy分别是相对于入射至检流计镜1191h的测量光ml#2-2的光路的角度受到变更的倾斜角可变镜。x扫描镜1191hx以变更测量光ml#2-2在工件w上的沿着x轴方向的照射位置的方式摆动或旋转(即,变更x扫描镜1191hx相对于测量光ml#2-2的光路的角度),由此将测量光ml#2-2偏转。y扫描镜1191hy以变更测量光ml#2-2在工件w上的沿着y轴方向的照射位置的方式摆动或旋转(即,变更y扫描镜1191hy相对于测量光ml#2-2的光路的角度),由此将测量光ml#2-2偏转。若考虑此种检流计镜1191h的特性,则与共用光学系统116的检流计镜1161相比,检流计镜1191h的不同之处在于,变更测量光ml#2-2在工件w上的照射位置,另一方面不变更加工光
el在工件w上的照射位置。与检流计镜1161相比,检流计镜1191h的不同之处在于,测量光ml通过,另一方面加工光el不通过。检流计镜1191h的其他特征也可与检流计镜1161的其他特征相同。
272.在fθ透镜1192h入射来自检流计镜1191h的测量光ml#2-2。fθ透镜1192h是用于将来自检流计镜1191h的测量光ml#2-2照射至工件w的光学系统。尤其,fθ透镜1192h是用于将来自检流计镜1191h的测量光ml#2-2聚光在工件w上的光学系统。若考虑此种fθ透镜1192h的特性,则与共用光学系统116的fθ透镜1162相比,fθ透镜1192h的不同之处在于,对工件w照射测量光ml#2-2,另一方面工件w上不变更测量光ml的照射位置。与fθ透镜1162相比,fθ透镜1192h的不同之处在于,测量光ml通过,另一方面加工光el不通过。fθ透镜1192h的其他特征也可与fθ透镜1162的其他特征相同。
273.第八实施方式中,将加工光el照射至工件w的fθ透镜1182h的光轴与将测量光ml照射至工件w的fθ透镜1192h的光轴彼此大致平行。然而,fθ透镜1182h的光轴与fθ透镜1192h的光轴也可不相互平行。例如,也可使fθ透镜1182h的光轴与fθ透镜1192h的光轴在工件w的表面所处的面或其附近相互交叉,也可以fθ透镜1182的视野与fθ透镜1192h的视野的至少一部分彼此重复的方式设定fθ透镜1182的光轴与fθ透镜1192h的光轴。这些情况下,也可说fθ透镜1182h的光轴倾向fθ透镜1192h侧,也可说fθ透镜1192h的光轴倾向fθ透镜1182h侧。而且,fθ透镜1182h的光轴与fθ透镜1192h的光轴也可设定为,当自与fθ透镜1182h、fθ透镜1192h排列的面交叉的方向观察两光轴时,两光轴形成锐角。
274.如此,第八实施方式中,在加工头11内,与加工光el相关的光学系统(具体而言为加工光学系统112及加工照射光学系统118h)和与测量光ml相关的光学系统(具体而言为测量光学系统114及测量照射光学系统119h)在光学上分离。即,加工头11h也可不包括加工光el及测量光ml的两者通过的光学元件或光学构件。此种第八实施方式的加工系统sysh也与第一实施方式的加工系统sysa同样地,能够使用加工光el适当地加工工件w,且使用测量光ml适当地测量工件w。
275.再者,在第八实施方式中,也可为以下结构,即,使来自检流计镜1181h的加工光el与来自检流计镜1191h的测量光ml入射至一个fθ透镜。
276.再者,在第八实施方式中,也可采用在所述第二实施方式至第七实施方式的至少一个中所说明的构成要件。第七实施方式中所说明的构成要件包含与位置测量装置6g相关的构成要件。而且,第八实施方式中,由于加工头11h取代共用光学系统116而包括加工照射光学系统118h及测量光学系统119h,因此可在加工照射光学系统118h及测量光学系统119h的至少一者中采用共用光学系统116中能采用的构成要件。例如,加工照射光学系统118h及测量光学系统119h的至少一者也可与第六实施方式的共用光学系统116同样地能进行更换。
277.(9)第九实施方式的加工系统sysi
278.继而,一边参照图26至图27,一边对第九实施方式的加工系统sys(以下,将第九实施方式的加工系统sys称作“加工系统sysi”)进行说明。图26是示意性地表示第九实施方式的加工系统sysi的整体结构的剖面图。图27是表示第九实施方式的加工系统sysi的系统结构的系统结构图。
279.如图26及图27所示,与所述第一实施方式的加工系统sysa相比,第九实施方式的
加工系统sysi的不同之处在于,取代加工装置1而包括加工装置1i。进而,与所述第一实施方式的加工系统sysa相比,第九实施方式的加工系统sysi的不同之处在于,还包括测量装置2i。加工系统sysi的其他特征也可与加工系统sysa的其他特征相同。
280.与加工装置1相比,加工装置1i的不同之处在于,取代加工头11而包括加工头11i。加工装置1i的其他特征也可与加工装置1的其他特征相同。加工头11i对工件w射出加工光el,另一方面不射出测量光ml,所述点与对工件w分别射出加工光el及测量光ml的所述加工头11不同。此种加工头11i的结构的一例示于图28中。如图27及图28所示,加工头11i包括:加工光源111、加工光学系统112、及加工照射光学系统118h。加工光源111、加工光学系统112及加工照射光学系统118h可收容于加工头11i的框体117内。加工头11i可称之为选择性地包括图25所示的第八实施方式的加工头11h所具备的多个光学构件中有助于加工光el的射出的光学构件的光学构件。因此,省略加工头11i的详细说明。
281.测量装置2i包括:对工件w射出测量光ml的测量头21i、以及使测量头21i移动的头驱动系统22i。测量头21i是指能对工件w射出测量光ml的任意的构件。因此,测量头21i虽然包含头这一语句,但不一定是指安装在某个构件的前端的构件。因此,测量头21i也可被称作测量构件。
282.测量头21i对工件w射出测量光ml,另一方面不射出加工光el,所述点与对工件w分别射出加工光el及测量光ml的所述加工头11不同。此种测量头21i的结构的一例示于图29中。如图27及图29所示,测量头21i包括:测量光源113、测量光学系统114、及测量照射光学系统119h。测量光源113、测量光学系统114及测量照射光学系统119h可收容于测量头21i的框体217i内。测量头21i可称之为选择性地包括图25所示的第八实施方式的加工头11h所具备的多个光学构件中有助于测量光ml的射出的光学构件的光学构件。因此,省略测量头21i的详细说明。
283.头驱动系统22i可具有与所述头驱动系统12相同的结构。即,头驱动系统22i可包括第一驱动系统121及第二驱动系统122。头驱动系统22i与测量头21i可以和头驱动系统12与加工头11连接的连接形态相同的连接形态连接。因此,省略头驱动系统22i的详细说明。
284.第九实施方式中,当加工头11i移动时,加工光el在工件w上的照射位置改变,另一方面,测量光ml在工件w上的照射位置不变。因而,在第九实施方式中使加工头11i移动等效于变更加工光el在工件w上的照射位置(或者,被照射区域ea的位置)。另一方面,当测量头21i移动时,测量光ml在工件w上的照射位置改变,另一方面,加工光el在工件w上的照射位置不变。因而,在第九实施方式中使测量头21i移动等效于变更测量光ml在工件w上的照射位置(或者,被照射区域ma的位置)。如此,第九实施方式中,加工系统sysi能够独立地变更加工光el在工件w上的照射位置及测量光ml#2-2在工件w上的照射位置。
285.第九实施方式中,载台32可以在加工装置1i应当对工件w射出加工光el的加工期间的至少一部分中,被照射加工光el的被照射区域ea设定在工件w上的方式移动。载台32也可以在加工期间的至少一部分中,工件w位于加工装置1i能照射加工光el的位置的方式移动。另一方面,载台32也可以在测量装置2i应当对工件w射出测量光ml的测量期间的至少一部分中,被照射测量光ml的被照射区域ma设定在工件w上的方式移动。载台32也可以在测量期间的至少一部分中,工件w位于测量装置2i能照射测量光ml的位置的方式移动。即,载台32可在加工装置1i能照射加工光el的位置与测量装置2i能照射测量光ml的位置之间移动。
286.如此,第九实施方式中,与第八实施方式同样地,与加工光el相关的光学系统(具体而言为加工光学系统112及加工照射光学系统118h)和与测量光ml相关的光学系统(具体而言为测量光学系统114及测量照射光学系统119h)在光学上分离。进而,第九实施方式中,对工件w射出加工光el的装置(即,加工装置1i)与对工件w射出测量光ml的装置(即,测量装置2i)为不同的装置。此种第九实施方式的加工系统sysi也与第一实施方式的加工系统sysa同样地,能够使用加工光el适当地加工工件w,且使用测量光ml适当地测量工件w。
287.再者,在第九实施方式中,也可采用在所述第二实施方式至第八实施方式的至少一个中所说明的构成要件。第八实施方式中所说明的构成要件包含与有关于加工光el的光学系统和有关于测量光ml的光学系统的光学分离相关的构成要件。而且,第九实施方式中,由于加工系统sysi取代共用光学系统116而包括加工照射光学系统118h及测量光学系统119h,因此可在加工照射光学系统118h及测量光学系统119h的至少一者中采用共用光学系统116中能采用的构成要件。例如,加工照射光学系统118h及测量光学系统119h的至少一者也可与第六实施方式的共用光学系统116同样地能更换。
288.(10)第十实施方式的加工系统sysj
289.继而,一边参照图30,一边对第十实施方式的加工系统sys(以下,将第十实施方式的加工系统sys称作“加工系统sysj”)进行说明。图30是示意性地表示第十实施方式的加工系统sysj的整体结构的剖面图。
290.如图30所示,与所述第九实施方式的加工系统sysi相比,第十实施方式的加工系统sysj的不同之处在于,测量装置2i以测量光ml相对于工件w倾斜入射的方式对工件w射出测量光ml。加工系统sysj的其他特征也可与加工系统sysi的其他特征相同。此种第十实施方式的加工系统sysj也能够享有与第九实施方式的加工系统sysi可享有的效果同样的效果。进而,第十实施方式的加工系统sysj能够朝向工件w上的相同位置射出加工光el及测量光ml。即,即便在加工装置1i与测量装置2i为不同的装置的情况下,加工系统sysj也能够以加工光el的光路与测量光ml的光路至少部分地重复的方式射出加工光el及测量光ml。其结果,载台32可不必在加工装置1i能照射加工光el的位置与测量装置2i能照射测量光ml的位置之间移动。
291.再者,在第十实施方式中,也可采用在所述第二实施方式至第九实施方式的至少一个中所说明的构成要件。第九实施方式中所说明的构成要件包含对工件w射出加工光el的装置与对工件w射出测量光ml的装置为不同的装置的构成要件。
292.(11)第十一实施方式的加工系统sysk
293.继而,一边参照图31,一边对第十一实施方式的加工系统sys(以下,将第十一实施方式的加工系统sys称作“加工系统sysk”)进行说明。图31是示意性地表示第十一实施方式的加工系统sysk的整体结构的剖面图。
294.如图31所示,与所述第十实施方式的加工系统sysj相比,第十一实施方式的加工系统sysk的不同之处在于,取代测量装置2i而包括多个测量装置2。图31所示的示例中,加工系统sysk包括两个测量y装置2k(具体而言,测量装置2k#1及测量装置2k#2)。加工系统sysk的其他特征也可与加工系统sysj的其他特征相同。
295.测量装置2k#1是至少包括测量装置2i所具备的光学构件中的一部分的装置。测量装置2k#2是至少包括测量装置2i所具备的光学构件中的其余的一部分(即,测量装置2k#1
所不具备的光学构件)的装置。即,可以说第十一实施方式的加工系统sysk与所述第十实施方式的加工系统sysj的不同之处在于,测量装置2i进一步分割为多个测量装置2k。再者,测量装置2k#1及测量装置2k#2可包括相同的光学构件。即,测量装置2k#1及测量装置2k#2可包括具有相同功能或起相同作用的光学构件。
296.图31所示的示例中,测量装置2k#1至少包括测量光源113、与测量光学系统114中的一部分相当的测量光学系统114#1、以及测量照射光学系统119h。另一方面,测量装置2k#2至少包括与测量光学系统114中的其余的一部分相当(即,至少包含测量光学系统114所具备的多个光学构件中测量光学系统114#1所不具备的光学构件)的测量光学系统114#2。尤其,测量光学系统114#2至少包括检测器1146。因此,图31所示的示例中,自测量光学系统114#1对工件w射出测量光ml(具体而言为测量光ml#2-2),来自工件w的测量光ml(具体而言为测量光#2-3)入射至测量光学系统114#2。
297.此种第十一实施方式的加工系统sysk能够享有与第十实施方式的加工系统sysj可享有的效果同样的效果。
298.再者,在第十一实施方式中,也可采用在所述第二实施方式至第十实施方式的至少一个中所说明的构成要件。第十实施方式中所说明的构成要件包含测量光ml相对于工件w倾斜入射的构成要件。
299.(12)第十二实施方式的加工系统sysl
300.继而,一边参照图32,一边对第十二实施方式的加工系统sys(以下,将第十二实施方式的加工系统sys称作“加工系统sysl”)进行说明。图32是示意性地表示第十二实施方式的加工系统sysl的整体结构的剖面图。
301.如图32所示,与所述第十实施方式的加工系统sysj相比,第十二实施方式的加工系统sysl的不同之处在于,在加工装置1i安装有测量装置2i能测量的指标13l。例如,指标13l也可安装于加工装置1i的框体117(例如框体117的外表面)。加工系统sysl的其他特征也可与加工系统sysj的其他特征相同。
302.测量装置2i除了对工件w射出测量光ml以外,也对指标13l射出测量光ml(具体而言为测量光ml#2-2)。例如,测量装置2i也可通过利用检流计镜1191h将测量光ml偏转,而对指标13l射出测量光ml。例如,测量装置2i也可通过利用头驱动系统22i来使测量装置2i在x轴方向、y轴方向、z轴方向、θx方向、θy方向及θz方向中的至少一个方向上的位置变更,而对指标13l射出测量光ml。
303.测量装置2i也可在加工装置1i开始工件w的加工之前(例如,在工件w载置于载台32的时序),对指标13l射出测量光ml。测量装置2i也可在加工装置1i将加工光el照射至工件w之前,对指标13l射出测量光ml。测量装置2i也可在加工装置1i将加工光el照射至工件w的期间的至少一部分,对指标13l射出测量光ml。测量装置2i也可在加工装置1i将加工光el照射至工件w之后,对指标13l射出测量光ml。测量装置2i也可在加工装置1i完成工件w的加工之后,对指标13l射出测量光ml。
304.当测量光ml(具体而言为测量光ml#2-2)照射至指标13l时,自指标13l产生起因于测量光ml#2-2的照射的光(例如,所述反射光、散射光、衍射光及透过光中的至少一个)。因此,第十二实施方式中,在检测器1146,入射包含起因于测量光ml#2-2的照射而自指标13l射出的光的至少一部分的测量光ml#2-3。因此,控制装置5能够基于检测器1143及检测器
1146的检测结果来计算指标13l的状态(具体而言为指标13l相对于测量头21i的位置)。进而,由于指标13l安装于加工头11i,故控制装置5能够基于计算出的指标13l的位置,来计算加工头11i相对于测量头21i的位置。即,控制装置5能够计算测量头21i的基准点与加工头11i的基准点之间的相对位置关系(典型的是测量头21i的基准点与加工头11i的基准点之间的距离)。再者,被照射测量光ml(ml#2-2)的指标13l可为标记,也可为工具球(tooling ball)那样的基准球。而且,测量光ml(ml#2-2)也可不照射至指标13l。例如,测量光ml(ml#2-2)可照射至加工装置1i、典型的是加工装置1i的框体117的外表面的一部分。
305.控制装置5也可基于和计算出的测量头21i的基准点与加工头11i的基准点之间的相对位置关系相关的信息(以下称作“基线量”),来控制加工头11i和/或测量头21i的位置。控制装置5也可基于基线量来控制载台32的位置。控制装置5也可基于基线量来控制加工光el的照射位置和/或测量光ml的照射位置。例如,控制装置5可基于基线量,以加工光el照射至工件w的期望位置的方式,来控制加工头11i的位置、测量头21i的位置、载台32的位置、加工光el的照射位置和/或测量光ml的照射位置。例如,控制装置5可基于基线量,以测量光ml照射至工件w的期望位置的方式,来控制加工头11i的位置、测量头21i的位置、载台32的位置、加工光el的照射位置和/或测量光ml的照射位置。
306.此种第十二实施方式的加工系统sysl能够享有与第十实施方式的加工系统sysj可享有的效果同样的效果。进而,加工系统sysl能够基于基线量来加工工件w。因此,即便在加工装置1i与测量装置2i之间的位置关系偏离理想的位置关系(典型的是设计上的言位置关系)的情况下,加工系统sysl也能够基于反映所述位置关系的偏离的基线量来加工工件w。因此,加工系统sysl能够更适当地加工工件w。
307.再者,在第十二实施方式中,也可采用在所述第二实施方式至第十一实施方式的至少一个中所说明的构成要件。第十一实施方式中所说明的构成要件包含与测量头21i的分割相关的构成要件。
308.(13)其他变形例
309.以上所述的说明中,加工系统sys在工件w的表面形成有沟槽结构。然而,加工系统sys也可在工件w的表面上,形成具有任意形状的任意结构。所述情况下,也只要控制装置5控制加工头11等,以使加工光el沿着与应形成的结构相应的扫描轨迹来扫描工件w的表面,则可形成具有任意形状的任意结构。作为任意结构的一例,可列举有规则或不规则地形成的微米/纳米级的微细纹理结构(典型的是凹凸结构)。此种微细纹理结构也可包含具有降低流体(气体和/或液体)所造成的阻力的功能的鲨鱼皮结构及微坑(dimple)结构中的至少一者。微细的纹理结构也可包含具有斥液功能及自清洁(self cleaning)功能的至少一者(例如具有莲花效应(lotus effect))的莲叶表面结构。微细的纹理结构也可包含具有液体输送功能的微细突起结构(参照美国专利公开第2017/0044002号公报)、具有亲液性功能的凹凸结构、具有防污功能的凹凸结构、具有反射率降低功能及斥液功能的至少一者的蛾眼(moth-eye)结构、利用干涉来仅加强特定波长的光而呈现结构色的凹凸结构、具有利用凡得瓦力(van der waals'forces)的粘着功能的柱阵列(pillar array)结构、具有空气动力噪音降低功能的凹凸结构、及具有液滴捕集功能的蜂窝(honeycomb)结构等中的至少一个。
310.以上所述的说明中,加工系统sys在工件w形成用于降低工件w的表面对于流体的阻力的沟槽结构。然而,加工系统sys也可在工件w形成与用于降低表面对于流体的阻力的
沟槽结构不同的其他结构。例如,加工系统sys也可在工件w形成用于降低流体与工件w的表面相对移动时所产生的噪音的沟槽结构。例如,加工系统sys也可在工件w形成相对于工件w表面上的流体的流动而产生涡流的结构。例如,加工系统sys也可在工件w形成用于对工件w的表面赋予疏水性的结构。
311.以上所述的说明中,对利用加工光el来加工物体的加工系统sys进行了说明。即,以上所述的说明中,对第二驱动系统122连接加工头11与第一驱动系统121的示例进行了说明。然而,除了加工系统sys中的加工头11以外,或者取而代之,也可使用对物体起作用的末端执行器。例如,如示出包括末端执行器的加工装置1m的结构的一例的图33所示,第二驱动系统122也可连接末端执行器13m与第一驱动系统121。图33所示的示例中,末端执行器13m被安装于加工头11,第二驱动系统122经由加工头11来连接末端执行器13m与第一驱动系统121。但是,末端执行器13m也可不经由加工头11而安装于第二驱动系统122。包括此种末端执行器的加工系统sys也可称作机器人系统。再者,图33表示了第一实施方式的加工装置1包括末端执行器13m的示例,但也可为第二实施方式的加工装置1至第十二实施方式的加工装置1i的至少一个包括末端执行器13m。
312.再者,末端执行器也可为具备对作业对象(例如物体)直接起作用的功能的部分。而且,末端执行器也可为可获得作业对象(例如物体)的属性(property)的部分。此处,物体(例如作业对象)的属性也可包含物体的形状、物体的位置、物体的特征点的位置、物体的姿势、物体的表面性状(例如反射率、分光反射率、表面粗糙度及颜色等中的至少一个)、及物体的硬度等中的至少一个。再者,以上所述的说明中的加工头11、测量头21i及位置测量装置6g可视为末端执行器的一种。
313.以上所述的说明中,将加工光源与测量光源设为不同的光源,但也可将这些设为一个光源。
314.以上所述的说明中,作为照射位置变更光学系统而使用检流计镜,但也可使用多面镜(polygonal mirror)或微机电系统(micro electro mechanical system,mems)镜。
315.以上所述的说明中,作为将加工光el和/或测量光ml照射至工件w的照射光学系统,使用了投影特性为fθ的fθ透镜,但也可使用具有其他投影特性的光学系统。而且,如以上所述的说明那样,照射光学系统不限定于全折射型光学系统(折光(dioptric)光学系统),既可为反射折射型光学系统(折反射(catadioptric)光学系统),也可为全反射型光学系统(反射(catoptric)光学系统)。
316.以上所述的说明中,设为能利用头驱动系统12来移动加工头11。此处,头驱动系统12不限定于机器人,例如也可为能在离开工件w的位置飞行的飞行体。作为飞行体的一例,可列举飞机、无人机(drone)、直升机(helicopter)、气球及飞船中的至少一者。
317.(9)附记
318.关于以上所说明的实施方式,进而公开以下的附记。
319.[附记1]
[0320]
一种加工构件,其是通过将来自加工光源的加工光照射至物体来加工所述物体的加工构件,包括:
[0321]
测量光学系统,射出包含脉冲光的测量光;以及
[0322]
照射光学系统,将来自所述测量光学系统的所述测量光照射至所述物体,且
[0323]
所述加工光的光路与所述测量光的光路有至少一部分重叠。
[0324]
[附记2]
[0325]
根据附记1所述的加工构件,其中
[0326]
所述加工光的所述光路重叠于所述照射光学系统与所述物体之间的所述测量光的光路的至少一部分。
[0327]
[附记3]
[0328]
根据附记1或附记2所述的加工构件,包括:
[0329]
照射位置变更光学系统,变更所述测量光在所述物体上的照射位置。
[0330]
[附记4]
[0331]
根据附记3所述的加工构件,其中
[0332]
所述测量光的光路是通过所述照射位置变更光学系统而所述测量光能通过的区域。
[0333]
[附记5]
[0334]
根据附记3或附记4所述的加工构件,其中
[0335]
所述照射光学系统将来自照射位置变更光学系统的所述测量光聚光。
[0336]
[附记6]
[0337]
根据附记3至附记5中任一项所述的加工构件,其中
[0338]
所述照射位置变更光学系统变更所述测量光的射出角度。
[0339]
[附记7]
[0340]
根据附记6所述的加工构件,其中
[0341]
当通过所述照射位置变更光学系统而变更了所述测量光的射出角度时,所述物体上的所述照射位置受到变更。
[0342]
[附记8]
[0343]
根据附记1至附记7中任一项所述的加工构件,其中
[0344]
所述照射光学系统将所述测量光及所述加工光分别朝向所述物体射出。
[0345]
[附记9]
[0346]
根据附记8所述的加工构件,包括:
[0347]
照射位置变更光学系统,变更所述加工光在所述物体上的照射位置及所述测量光在所述物体上的照射位置。
[0348]
[附记10]
[0349]
根据附记9所述的加工构件,其中
[0350]
所述加工光的光路是通过所述照射位置变更光学系统而所述加工光能通过的区域,且
[0351]
所述测量光的光路是通过所述照射位置变更光学系统而所述测量光能通过的区域。
[0352]
[附记11]
[0353]
根据附记9或附记10所述的加工构件,其中
[0354]
所述照射位置变更光学系统联动地变更所述加工光在所述物体上的所述照射位置及所述测量光在所述物体上的所述照射位置。
[0355]
[附记12]
[0356]
根据附记8至附记11中任一项所述的加工构件,其中
[0357]
所述照射光学系统将来自照射位置变更光学系统的所述加工光及所述测量光聚光。
[0358]
[附记13]
[0359]
根据附记8至附记12中任一项所述的加工构件,其中
[0360]
所述照射位置变更光学系统变更所述加工光的射出角度及所述测量光的射出角度。
[0361]
[附记14]
[0362]
根据附记8至附记13中任一项所述的加工构件,其中
[0363]
所述照射位置变更光学系统包括相对于入射的所述加工光的光路及入射的所述测量光的光路的角度受到变更的倾斜角可变镜。
[0364]
[附记15]
[0365]
根据附记1至附记14中任一项所述的加工构件,其中
[0366]
在所述照射光学系统内,所述加工光的路径与所述测量光的路径至少部分地重复。
[0367]
[附记16]
[0368]
根据附记1至附记15中任一项所述的加工构件,其中
[0369]
在所述照射光学系统内,所述加工光的路径与所述测量光的路径沿着与所述照射光学系统的光轴交叉的方向至少部分地分开。
[0370]
[附记17]
[0371]
根据附记1至附记16中任一项所述的加工构件,还包括:
[0372]
加工光学系统,将自所述加工光源入射的所述加工光射出至所述照射光学系统。
[0373]
[附记18]
[0374]
根据附记17所述的加工构件,包括:
[0375]
合成光学系统,将来自所述加工光学系统的所述加工光与来自所述测量光学系统的所述测量光合成并射出至所述照射光学系统。
[0376]
[附记19]
[0377]
根据附记18所述的加工构件,其中
[0378]
所述合成光学系统将相对于所述合成光学系统自不同的方向分别入射的所述测量光及所述加工光,向相同的方向射出。
[0379]
[附记20]
[0380]
根据附记17至附记19中任一项所述的加工构件,其中
[0381]
所述加工光学系统与所述测量光学系统在光学上分离。
[0382]
[附记21]
[0383]
根据附记1至附记20中任一项所述的加工构件,
[0384]
包括供给所述测量光的测量光源,且
[0385]
所述测量光学系统将来自所述测量光源的所述测量光朝向所述照射光学系统射出。
[0386]
[附记22]
[0387]
根据附记21所述的加工构件,其中
[0388]
所述测量光源设置于收容有所述测量光学系统的框体内。
[0389]
[附记23]
[0390]
根据附记1至附记22中任一项所述的加工构件,其中
[0391]
所述测量光学系统包括检测器,所述检测器检测通过照射至所述物体的所述测量光而产生的光。
[0392]
[附记24]
[0393]
根据附记23所述的加工构件,其中
[0394]
所述检测器检测通过照射至所述物体的所述测量光而产生的所述光与自所述测量光的一部分所生成的参照光发生干涉的干涉光。
[0395]
[附记25]
[0396]
根据附记24所述的加工构件,其中
[0397]
所述参照光不经由所述物体。
[0398]
[附记26]
[0399]
根据附记23至附记25中任一项所述的加工构件,其中
[0400]
所述检测器经由所述照射光学系统来检测通过照射至所述物体的所述测量光而产生的所述光。
[0401]
[附记27]
[0402]
根据附记23至附记26中任一项所述的加工构件,其中
[0403]
对于所述加工构件,基于所述检测器的检测结果来进行控制。
[0404]
[附记28]
[0405]
根据附记23至附记27中任一项所述的加工构件,其中
[0406]
基于所述检测器的检测结果来控制所述加工光在所述物体上的照射位置与所述物体之间的相对位置。
[0407]
[附记29]
[0408]
根据附记23至附记28中任一项所述的加工构件,其中
[0409]
基于所述检测器的检测结果来控制所述照射光学系统与所述物体之间的相对位置。
[0410]
[附记30]
[0411]
根据附记23至附记29中任一项所述的加工构件,
[0412]
还包括照射位置变更光学系统,变更所述加工光在所述物体的表面上的照射位置,且
[0413]
对于所述照射位置变更光学系统,基于所述检测器的检测结果来进行控制。
[0414]
[附记31]
[0415]
根据附记1至附记30中任一项所述的加工构件,
[0416]
还包括所述加工光源。
[0417]
[附记32]
[0418]
根据附记1至附记31中任一项所述的加工构件,还包括:
[0419]
加工光照射光学系统,将来自所述加工光源的所述加工光朝向所述物体射出。
[0420]
[附记33]
[0421]
根据附记32所述的加工构件,其中
[0422]
来自所述加工光源的所述加工光不经由所述照射光学系统。
[0423]
[附记34]
[0424]
根据附记1至附记33中任一项所述的加工构件,其中
[0425]
所述加工光的波长与所述测量光的波长不同。
[0426]
[附记35]
[0427]
根据附记1至附记34中任一项所述的加工构件,其中
[0428]
所述加工光包含脉冲光。
[0429]
[附记36]
[0430]
根据附记1至附记35中任一项所述的加工构件,其中
[0431]
所述测量光包含来自光梳光源的光作为所述脉冲光。
[0432]
[附记37]
[0433]
根据附记1至附记36中任一项所述的加工构件,其中
[0434]
所述测量光包括在频率轴上等间隔地排列的包含频率成分的光作为所述脉冲光。
[0435]
[附记38]
[0436]
根据附记1至附记37中任一项所述的加工构件,其中
[0437]
构成所述照射光学系统的光学构件中至少一部分的光学构件能更换。
[0438]
[附记39]
[0439]
根据附记38所述的加工构件,其中
[0440]
能更换的所述一部分的光学构件是所述测量光对所述加工构件的射出方向不同的多个测量候补光学系统中的一个测量候补光学系统。
[0441]
[附记40]
[0442]
根据附记38或附记39所述的加工构件,其中
[0443]
能更换的所述一部分的光学构件是所述测量光向所述照射光学系统的入射位置与来自所述照射光学系统的所述测量光的射出位置的、沿着所述测量光的光路的距离不同的多个测量候补光学系统中的一个测量候补光学系统。
[0444]
[附记41]
[0445]
根据附记1至附记40中任一项所述的加工构件,
[0446]
包括将自所述加工光源入射的所述加工光朝向所述物体射出的加工光照射光学系统,且
[0447]
构成所述加工光照射光学系统的光学构件中至少一部分的光学构件能更换。
[0448]
[附记42]
[0449]
根据附记41所述的加工构件,其中
[0450]
能更换的所述一部分的光学构件是所述加工光对所述加工构件的射出方向不同的多个加工候补光学系统中的一个加工候补光学系统。
[0451]
[附记43]
[0452]
根据附记41或附记42所述的加工构件,其中
[0453]
能更换的所述一部分的光学构件是所述加工光向所述加工光照射光学系统的入射位置与来自所述加工光照射光学系统的所述加工光的射出位置的、沿着所述加工光的光路的距离不同的多个加工候补光学系统中的一个加工候补光学系统。
[0454]
[附记44]
[0455]
根据附记1至附记43中任一项所述的加工构件,其中
[0456]
所述照射光学系统将多个所述测量光朝向所述物体射出。
[0457]
[附记45]
[0458]
根据附记44所述的加工构件,其中
[0459]
所述照射光学系统将所述多个测量光分别朝向所述物体的不同位置射出。
[0460]
[附记46]
[0461]
根据附记44或附记45所述的加工构件,其中
[0462]
所述多个测量光中的第一测量光在第一用途中使用,
[0463]
所述多个测量光中的与所述第一测量光不同的第二测量光在与所述第一用途不同的第二用途中使用。
[0464]
[附记47]
[0465]
根据附记46所述的加工构件,其中
[0466]
所述第一用途包括用于确定所述物体的形状的用途,
[0467]
所述第二用途包括用于确定所述物体与所述测量光学系统及朝向所述物体射出所述加工光的加工光学系统的至少一者之间的相对位置的用途。
[0468]
[附记48]
[0469]
根据附记1至附记47中任一项所述的加工构件,还包括:
[0470]
位置变更装置,变更所述物体与收容有所述加工构件的框体之间的相对位置。
[0471]
[附记49]
[0472]
根据附记48所述的加工构件,其中
[0473]
所述位置变更装置包括:
[0474]
可动构件,与所述物体的一部分之间的相对位置关系能变更;以及
[0475]
连接装置,以所述可动构件与所述框体之间的相对位置关系能变更的方式,连接所述可动构件与所述框体,且
[0476]
所述连接装置包括:驱动构件,使所述可动构件与所述框体中的至少一者移动;以及弹性构件,将所述可动构件与所述框体予以结合。
[0477]
[附记50]
[0478]
根据附记49所述的加工构件,其中
[0479]
所述位置变更装置基于由照射至所述物体的所述测量光产生的光的检测结果,来变更所述框体与所述物体之间的相对位置。
[0480]
[附记51]
[0481]
根据附记1至附记50中任一项所述的加工构件,包括:
[0482]
位置测量装置,测量所述照射光学系统及朝向所述物体射出所述加工光的加工光照射光学系统的至少一者与所述物体之间的相对位置。
[0483]
[附记52]
[0484]
根据附记51所述的加工构件,其中
[0485]
所述位置测量装置包括拍摄装置,拍摄所述物体的表面。
[0486]
[附记53]
[0487]
一种机器人系统,包括:
[0488]
第一光学系统,朝向物体射出包含脉冲光的测量光;
[0489]
第二光学系统,通过将加工光照射至所述物体来加工所述物体;
[0490]
支撑部,以所述第一光学系统的至少一部分能相对于所述物体移位的状态来支撑所述第一光学系统的至少一部分,且以所述第二光学系统的至少一部分能相对于所述物体移位的状态来支撑所述第二光学系统的至少一部分;以及
[0491]
驱动部,经由所述支撑部来驱动所述第一光学系统的至少一部分及所述第二光学系统的至少一部分。
[0492]
[附记54]
[0493]
一种测定装置,包括:
[0494]
光源,射出作为彼此相位同步且具有干涉性的参照光的光频率梳、及作为测定光的光频率梳;
[0495]
照射光学系统,将自所述光源射出的测定光照射至物体;
[0496]
参照面,入射自所述光源射出的参照光;
[0497]
检测部,检测基于干涉光的干涉信号,所述干涉光是通过照射至所述物体的所述测定光而自所述物体产生的光与自所述参照面返回的参照光的干涉光;
[0498]
光纤,传递自所述光源朝向所述照射光学系统的所述测定光、及通过照射至所述物体的所述测定光而自所述物体产生的所述光中至少一者的光;以及
[0499]
信号处理部,使用由所述检测部检测出的干涉信号来求出与所述物体的位置相关的信息,且
[0500]
所述光纤包含图像光纤,所述图像光纤具有多个芯,所述多个芯排列于横切所述至少一者的光的行进方向的面。
[0501]
[附记55]
[0502]
根据附记54所述的测定装置,其中
[0503]
所述检测部具有沿着至少一个方向排列的多个光电转换元件。
[0504]
[附记56]
[0505]
根据附记55所述的测定装置,还包括:
[0506]
使所述光纤的所述检测器侧的端面与所述多个光电转换元件排列的面共轭的光学系统。
[0507]
[附记57]
[0508]
根据附记54至附记56中任一项所述的测定装置,其中
[0509]
所述图像光纤具有排列于所述横切面的多个纤维的束。
[0510]
[附记58]
[0511]
根据附记54至附记57中任一项所述的测定装置,其中
[0512]
所述图像光纤具有多芯光纤,所述多芯光纤具有排列于所述横切面的多个芯及所述多个芯之间的包层。
[0513]
[附记59]
[0514]
一种加工装置,其是通过将来自加工光源的加工光照射至物体来加工所述物体的加工装置,包括:
[0515]
合成光学系统,将来自所述加工光源的所述加工光的光路与包含脉冲光的测量光的光路合成;
[0516]
照射光学系统,将经由所述合成光学系统的所述加工光及所述测量光照射至所述物体;以及
[0517]
照射位置变更光学系统,配置在所述合成光学系统与所述照射光学系统之间,变更所述加工光在所述物体上的照射位置及所述测量光在所述物体上的照射位置。
[0518]
[附记60]
[0519]
根据附记59所述的加工装置,其中
[0520]
所述照射位置变更光学系统联动地变更所述加工光在所述物体上的所述照射位置及所述测量光在所述物体上的所述照射位置。
[0521]
[附记61]
[0522]
根据附记59或附记60所述的加工装置,其中
[0523]
所述照射位置变更光学系统配置在所述合成光学系统与所述照射光学系统之间。
[0524]
[附记62]
[0525]
根据附记59至附记61中任一项所述的加工装置,其中
[0526]
所述照射位置变更光学系统变更所述加工光的射出角度及所述测量光的射出角度。
[0527]
[附记63]
[0528]
根据附记62所述的加工装置,其中
[0529]
在所述照射光学系统入射所述加工光及所述测量光,且
[0530]
通过所述照射位置变更光学系统所引起的所述加工光的射出角度及所述测量光的射出角度的变更,所述加工光在所述物体上的所述照射位置及所述测量光在所述物体上的所述照射位置变更。
[0531]
[附记64]
[0532]
根据附记59至附记63中任一项所述的加工装置,
[0533]
包括供给所述测量光的测量光源,且
[0534]
在所述合成光学系统入射来自所述测量光源的所述测量光。
[0535]
[附记65]
[0536]
根据附记59至附记64中任一项所述的加工装置,其中
[0537]
当将所述测量光设为第一测量光时,在所述照射光学系统入射通过所述第一测量光向所述物体的照射而自所述物体产生的第二测量光的至少一部分。
[0538]
[附记66]
[0539]
根据附记65所述的加工装置,其中
[0540]
入射至所述照射光学系统的所述第二测量光经由所述合成光学系统射出。
[0541]
[附记67]
[0542]
根据附记65或附记66所述的加工装置,其中
[0543]
自所述合成光学系统射出的所述第二测量光,朝向检测所述第二测量光的检测器。
[0544]
[附记68]
[0545]
根据附记67所述的加工装置,其中
[0546]
所述检测器对自所述第一测量光的一部分所生成的参照光与所述第二测量光的至少一部分之间的干涉光进行检测。
[0547]
[附记69]
[0548]
根据附记59至附记68中任一项所述的加工装置,其中
[0549]
所述测量光包含来自光梳光源的光作为所述脉冲光。
[0550]
[附记70]
[0551]
根据附记59至附记69中任一项所述的加工装置,其中
[0552]
所述测量光包括在频率轴上等间隔地排列的包含频率成分的光作为所述脉冲光。
[0553]
[附记71]
[0554]
根据附记59至附记70中任一项所述的加工装置,其中
[0555]
所述加工光包含脉冲光。
[0556]
[附记72]
[0557]
根据附记71所述的加工装置,其中
[0558]
所述测量光的所述脉冲光向所述物体的照射时期与所述加工光的所述脉冲光向所述物体的照射时期不同。
[0559]
[附记73]
[0560]
根据附记71或附记72所述的加工装置,其中
[0561]
所述测量光的所述脉冲光向所述物体的照射时期与所述加工光的所述脉冲光向所述物体的照射时期不重叠。
[0562]
[附记74]
[0563]
根据附记71至附记73中任一项所述的加工装置,其中
[0564]
所述测量光包含多个脉冲光,
[0565]
所述加工光包含多个脉冲光,
[0566]
所述加工光的所述多个脉冲光中至少一个脉冲光向所述物体的照射时期,是所述测量光的所述多个脉冲光中第一测量脉冲光向所述物体的照射时期、和所述测量光的所述多个脉冲光中在与所述第一测量脉冲光不同的时期向所述物体照射的第二测量脉冲光向所述物体的照射时期之间。
[0567]
[附记75]
[0568]
根据附记59至附记74中任一项所述的加工装置,其中
[0569]
当将所述测量光设为第一测量光时,在所述照射光学系统入射通过所述第一测量光而产生的第二测量光的至少一部分。
[0570]
[附记76]
[0571]
根据附记75所述的加工装置,其中
[0572]
入射至所述照射光学系统的所述第二测量光经由所述合成光学系统射出。
[0573]
[附记77]
[0574]
根据附记75或附记76所述的加工装置,其中
[0575]
自所述合成光学系统射出的所述第二测量光,朝向检测所述第二测量光的检测器。
[0576]
[附记78]
[0577]
根据附记59至附记77中任一项所述的加工装置,其中
[0578]
当将所述测量光设为第一测量光时,通过所述第一测量光向所述物体的照射而自所述物体产生的第二测量光的至少一部分经由所述照射光学系统入射至检测器,
[0579]
所述检测器的检测结果输出至控制所述加工装置的控制装置。
[0580]
[附记79]
[0581]
根据附记78所述的加工装置,还包括:
[0582]
加工光学系统,朝向所述物体射出所述加工光;以及位置变更装置,变更所述加工光学系统与所述物体之间的相对位置,且
[0583]
所述控制装置基于所述检测器的检测结果,来控制所述位置变更装置。
[0584]
[附记80]
[0585]
根据附记78或附记79所述的加工装置,其中
[0586]
所述照射光学系统将所述测量光及所述加工光分别朝向所述物体射出,
[0587]
所述加工装置还包括变更所述照射光学系统与所述物体之间的相对位置的位置变更装置,且
[0588]
所述控制装置基于所述检测器的检测结果,来控制所述位置变更装置。
[0589]
[附记81]
[0590]
根据附记78至附记80中任一项所述的加工装置,其中
[0591]
所述控制装置基于所述检测器的检测结果,来控制所述照射位置变更光学系统。
[0592]
[附记82]
[0593]
根据附记59至附记81中任一项所述的加工装置,其中
[0594]
所述加工光的波长与所述测量光的波长不同。
[0595]
[附记83]
[0596]
根据附记82所述的加工装置,其中
[0597]
所述测量光的波长较所述加工光的波长更短。
[0598]
[附记84]
[0599]
根据附记59至附记83所述的加工装置,其中
[0600]
自所述照射光学系统射出收敛状态的所述加工光及所述测量光。
[0601]
[附记85]
[0602]
根据附记84所述的加工装置,其中
[0603]
自所述照射光学系统朝向所述物体的所述测量光的孔径角较自所述照射光学系统朝向所述物体的所述加工光的孔径角更大。
[0604]
[附记86]
[0605]
根据附记84或附记85所述的加工装置,其中
[0606]
入射至所述照射光学系统的所述测量光的光束的尺寸较入射至所述照射光学系统的所述加工光的光束的尺寸更大。
[0607]
[附记87]
[0608]
根据附记59至附记86中任一项所述的加工装置,其中
[0609]
自所述合成光学系统至所述物体的所述加工光的光路与自所述合成光学系统至所述物体的所述测量光的光路至少部分地重复。
[0610]
[附记88]
[0611]
根据附记59至附记87中任一项所述的加工装置,其中
[0612]
自所述合成光学系统至所述物体的所述加工光的光路与自所述合成光学系统至所述物体的所述测量光的光路至少部分地分开。
[0613]
[附记89]
[0614]
根据附记59至附记88中任一项所述的加工装置,其中
[0615]
所述合成光学系统将相对于所述合成光学系统自不同的方向分别入射的所述测量光及所述加工光,朝向相同的方向射出。
[0616]
[附记90]
[0617]
根据附记59至附记89中任一项所述的加工装置,其中
[0618]
所述照射光学系统能更换。
[0619]
[附记91]
[0620]
根据附记90所述的加工装置,其中
[0621]
能更换的所述照射光学系统是相对于所述照射光学系统的入射侧的光轴而言所述测量光的射出方向不同的多个照射光学系统候补中的一个照射光学系统候补。
[0622]
[附记92]
[0623]
根据附记90或附记91所述的加工装置,其中
[0624]
能更换的所述照射光学系统是自来自所述合成光学系统的所述测量光的射出位置至来自所述照射光学系统的所述测量光的射出位置的距离不同的多个照射光学系统候补中的一个照射光学系统候补。
[0625]
[附记93]
[0626]
根据附记59至附记92中任一项所述的加工装置,其中
[0627]
所述照射光学系统将多个所述测量光朝向所述物体射出。
[0628]
[附记94]
[0629]
根据附记93所述的加工装置,其中
[0630]
所述照射光学系统将所述多个测量光分别朝向所述物体的不同位置射出。
[0631]
[附记95]
[0632]
根据附记93或附记94所述的加工装置,其中
[0633]
所述多个测量光中的第一测量光在第一用途中使用,
[0634]
所述多个测量光中的与所述第一测量光不同的第二测量光在与所述第一用途不同的第二用途中使用。
[0635]
[附记96]
[0636]
根据附记95所述的加工装置,其中
[0637]
所述第一用途包括用于确定所述物体的形状的用途,
[0638]
所述第二用途包括用于确定所述物体与所述照射光学系统之间的相对位置的用
途。
[0639]
[附记97]
[0640]
根据附记93至附记96中任一项所述的加工装置,还包括:
[0641]
控制装置,基于所述多个测量光中的第一测量光的检测结果,来确定所述物体的形状,且基于所述多个测量光中的第二测量光的检测结果,以所述加工光照射至确定了所述形状的所述物体的期望位置的方式,来对变更所述物体与所述照射光学系统之间的相对位置的位置变更装置进行控制。
[0642]
[附记98]
[0643]
根据附记59至附记97中任一项所述的加工装置,还包括:
[0644]
位置变更装置,变更所述物体与所述照射光学系统之间的相对位置。
[0645]
[附记99]
[0646]
根据附记98所述的加工装置,其中
[0647]
所述位置变更装置包括:
[0648]
可动构件,与所述物体的一部分之间的相对位置关系能变更;以及
[0649]
连接装置,以所述可动构件与所述照射光学系统之间的相对位置关系能变更的方式,连接所述可动构件与所述照射光学系统,且
[0650]
所述连接装置包括:驱动构件,使所述可动构件与所述照射光学系统中的至少一者移动;以及弹性构件,将所述可动构件与所述照射光学系统予以结合。
[0651]
[附记100]
[0652]
根据附记99所述的加工装置,其中
[0653]
所述位置变更装置基于经由所述物体的所述测量光的检测结果,来变更所述照射光学系统与所述物体之间的相对位置。
[0654]
[附记101]
[0655]
根据附记99或附记100所述的加工装置,包括:
[0656]
位置测量装置,测量所述照射光学系统与所述物体之间的相对位置,且
[0657]
所述位置变更装置基于所述位置测量装置的测量结果,来变更所述照射光学系统与所述物体之间的相对位置。
[0658]
[附记102]
[0659]
根据附记59至附记101中任一项所述的加工装置,包括:
[0660]
位置测量装置,测量所述照射光学系统与所述物体之间的相对位置。
[0661]
[附记103]
[0662]
根据附记101或附记102所述的加工装置,其中
[0663]
所述位置测量装置包括拍摄装置,拍摄所述物体的表面。
[0664]
[附记104]
[0665]
根据附记59至附记103中任一项所述的加工装置,包括:
[0666]
分支构件,将来自测量光源的所述测量光分支而生成参照光;参照反射构件,将来自所述分支构件的所述参照光反射至所述分支构件;以及光接收构件,接收通过来自所述照射光学系统的所述测量光而产生且通过所述照射光学系统及所述合成光学系统的光与所述参照光的干涉光。
[0667]
[附记105]
[0668]
根据附记104所述的加工装置,其中
[0669]
通过所述测量光向所述物体的照射而自所述物体产生的光是散射光,且
[0670]
在所述光接收构件入射所述散射光与所述参照光的干涉光。
[0671]
[附记106]
[0672]
根据附记59至附记105中任一项所述的加工装置,其中
[0673]
来自所述照射光学系统的所述测量光相对于所述物体的表面倾斜入射。
[0674]
[附记107]
[0675]
根据附记59至附记106中任一项所述的加工装置,其中
[0676]
入射至所述物体上的第一位置的所述加工光的行进方向和入射至所述第一位置的所述测量光的行进方向相同或平行,
[0677]
入射至所述物体上的与所述第一位置不同的第二位置的所述加工光的行进方向和入射至所述第二位置的所述测量光的行进方向相同或平行。
[0678]
[附记108]
[0679]
一种加工装置,其是通过将来自加工光源的加工光照射至物体来加工所述物体的加工装置,包括:
[0680]
合成光学系统,将来自所述加工光源的所述加工光的光路与来自测量光源的第一测量光的光路合成;
[0681]
照射光学系统,将经由所述合成光学系统的所述加工光及所述第一测量光照射至所述物体;
[0682]
位置变更装置,变更所述照射光学系统相对于所述物体的位置;
[0683]
拍摄装置,其位置与所述照射光学系统一起变更,并对所述物体进行拍摄;以及
[0684]
检测装置,经由所述照射光学系统及所述合成光学系统,来检测通过经由所述照射光学系统照射至所述物体的所述第一测量光而自所述物体产生的第二测量光。
[0685]
[附记109]
[0686]
根据附记108所述的加工装置,还包括:
[0687]
控制装置,基于所述拍摄装置所得的拍摄结果,来控制所述位置变更装置,变更所述照射光学系统的位置。
[0688]
[附记110]
[0689]
根据附记109所述的加工装置,其中
[0690]
所述位置变更装置包括:第一位置变更装置,与所述物体的一部分之间的相对位置关系能变更;以及第二位置变更装置,变更所述第一位置变更装置与所述照射光学系统之间的相对位置关系。
[0691]
[附记111]
[0692]
根据附记110所述的加工装置,其中
[0693]
所述第二位置变更装置连接所述第一位置变更装置与所述照射光学系统。
[0694]
[附记112]
[0695]
根据附记111所述的加工装置,其中
[0696]
所述第二位置变更装置包括:驱动构件,使所述第一位置变更装置及所述照射照
射光学系统中的至少一者移动;以及缓冲构件,将所述第一位置变更装置与所述照射光学系统予以结合。
[0697]
[附记113]
[0698]
根据附记110至附记112中任一项所述的加工装置,其中
[0699]
所述控制装置控制所述第二位置变更装置,变更所述照射光学系统的位置。
[0700]
[附记114]
[0701]
根据附记110至附记113中任一项所述的加工装置,其中
[0702]
所述控制装置控制所述第一位置变更装置,变更所述照射光学系统的位置。
[0703]
[附记115]
[0704]
根据附记114所述的加工装置,其中所述控制装置
[0705]
基于所述拍摄装置所得的拍摄结果,来控制所述第二位置变更装置,且
[0706]
基于所述检测装置所得的检测结果,来控制所述第一位置变更装置。
[0707]
[附记116]
[0708]
根据附记108至附记115中任一项所述的加工装置,还包括:
[0709]
照射位置变更光学系统,入射经由所述合成光学系统的所述加工光及所述测量光,变更所述加工光在所述物体上的照射位置及所述测量光在所述物体上的照射位置。
[0710]
[附记117]
[0711]
根据附记116所述的加工装置,还包括:
[0712]
控制装置,基于所述拍摄装置所得的拍摄结果,来控制所述照射位置变更光学系统,变更所述加工光在所述物体上的照射位置及所述测量光在所述物体上的照射位置。
[0713]
[附记118]
[0714]
一种加工装置,其是通过将来自加工光源的加工光照射至物体来加工所述物体的加工装置,包括:
[0715]
照射光学系统,将所述加工光照射至所述物体;
[0716]
位置变更装置,变更包含所述照射光学系统的至少一部分的加工头与所述物体之间的相对位置;以及
[0717]
位置测量装置,将包含脉冲光的第一测量光照射至所述加工头,接收通过所述第一测量光而自所述加工头产生的第二测量光,并基于所述第二测量光的光接收结果来测量所述加工头的位置。
[0718]
[附记119]
[0719]
根据附记118所述的加工装置,其中
[0720]
所述位置测量装置将包含脉冲光的第三测量光照射至所述物体,接收通过所述第三测量光而自所述物体产生的第四测量光,并基于所述第四测量光的光接收结果来测量所述物体的位置。
[0721]
[附记120]
[0722]
根据附记119所述的加工装置,其中
[0723]
所述位置测量装置包括:分束器,将来自测量光源的所述第一测量光及所述第三测量光分支;参照镜,将经所述分束器分支的所述第一测量光及所述第三测量光作为第一参照光及第二参照光返回至所述分束器;以及检测装置,检测经由所述分束器的所述第一
参照光及所述第二参照光、与经由所述分束器的第二参照光及第四参照光的干涉光。
[0724]
[附记121]
[0725]
根据附记118至附记120中任一项所述的加工装置,其中
[0726]
所述位置测量装置将所述第一测量光照射至所述加工头上的指标。
[0727]
[附记122]
[0728]
根据附记118至附记121中任一项所述的加工装置,其中
[0729]
所述位置测量装置在所述加工光照射至所述物体的期间的至少一部分中,将所述第一测量光照射至所述加工头。
[0730]
[附记123]
[0731]
根据附记118至附记122中任一项所述的加工装置,其中
[0732]
所述位置测量装置在与所述加工光照射至所述物体的期间不同的期间,将所述第一测量光照射至所述加工头。
[0733]
[附记124]
[0734]
一种加工装置,其是通过将来自加工光源的加工光照射至物体来加工所述物体的加工装置,包括:
[0735]
合成光学系统,将来自所述加工光源的所述加工光的光路与来自测量光源的测量光的光路合成;
[0736]
照射光学系统,将经由所述合成光学系统的所述加工光及所述测量光照射至所述物体;以及
[0737]
照射位置变更光学系统,配置在所述照射光学系统的入射侧,变更所述加工光在所述物体上的照射位置及所述测量光在所述物体上的照射位置,且
[0738]
所述照射位置变更光学系统变更所述加工光的所述照射位置与所述测量光的所述照射位置之间的位置关系。
[0739]
[附记125]
[0740]
根据附记124所述的加工装置,包括:
[0741]
分支构件,将来自所述测量光源的所述测量光分支而生成参照光;参照反射构件,将来自所述分支构件的所述参照光反射至所述分支构件;以及光接收构件,接收通过来自所述照射光学系统的所述测量光而产生且通过所述照射光学系统及所述合成光学系统的光与所述参照光的干涉光。
[0742]
[附记126]
[0743]
根据附记124或附记125所述的加工装置,其中
[0744]
所述照射位置变更光学系统配置在所述合成光学系统与所述照射光学系统之间。
[0745]
[附记127]
[0746]
根据附记124至附记126中任一项所述的加工装置,其中
[0747]
在所述照射光学系统入射通过所述测量光向所述物体的照射而自所述物体产生的散射光的至少一部分。
[0748]
[附记128]
[0749]
根据附记124至附记127中任一项所述的加工装置,其中
[0750]
来自所述照射光学系统的所述测量光倾斜入射至所述物体的表面。
[0751]
[附记129]
[0752]
根据附记124至附记128中任一项所述的加工装置,其中
[0753]
所述照射位置变更光学系统包括:第一照射位置变更光学系统,配置在所述合成光学系统与所述照射光学系统之间;以及第二照射位置变更光学系统,配置在所述合成光学系统的与所述照射光学系统相反一侧的光路。
[0754]
[附记130]
[0755]
根据附记129所述的加工装置,其中
[0756]
所述第二照射位置变更光学系统配置在所述合成光学系统与所述加工光源之间。
[0757]
[附记131]
[0758]
根据附记129所述的加工装置,其中
[0759]
所述第二照射位置变更光学系统配置在所述合成光学系统与所述测量光源之间。
[0760]
[附记132]
[0761]
一种加工装置,其是通过将来自加工光源的加工光照射至物体来加工所述物体的加工装置,包括:
[0762]
合成光学系统,将来自所述加工光源的所述加工光的光路与来自测量光源的测量光的光路合成;
[0763]
照射光学系统,将经由所述合成光学系统的所述加工光及所述测量光照射至所述物体;
[0764]
照射位置变更光学系统,入射所述加工光及所述测量光,变更所述加工光在所述物体上的照射位置及所述测量光在所述物体上的照射位置;以及
[0765]
控制装置,控制所述照射位置变更光学系统,以变更所述加工光的所述照射位置与所述测量光的所述照射位置之间的位置关系,或者,控制所述照射位置变更光学系统,以变更所述加工光的所述照射位置及所述测量光的所述照射位置,而不变更所述加工光的所述照射位置与所述测量光的所述照射位置之间的位置关系。
[0766]
[附记133]
[0767]
一种系统,其是利用测量光来测量物体的系统,包括:
[0768]
测量装置,朝向所述物体照射第一测量光,接收通过所述第一测量光而自所述物体产生的第二测量光,并基于所述第二测量光的光接收结果来测量所述物体的位置;
[0769]
位置变更装置,与所述测量装置连接,变更所述测量装置相对于所述物体的位置;以及
[0770]
末端执行器,设置于所述测量装置。
[0771]
[附记134]
[0772]
根据附记133所述的系统,其中
[0773]
所述位置变更装置包括:可动构件,与所述物体的一部分之间的相对位置关系能变更;以及连接装置,以所述可动构件与所述测量装置之间的相对位置关系能变更的方式,连接所述可动构件与所述测量装置。
[0774]
[附记135]
[0775]
根据附记134所述的系统,其中
[0776]
所述连接装置包括:驱动构件,使所述可动构件及所述测量装置中的至少一者移
动;以及缓冲构件,将所述可动构件与所述测量装置予以结合。
[0777]
[附记136]
[0778]
一种加工装置,其是通过将来自加工光源的加工光照射至物体来加工所述物体的加工装置,包括:
[0779]
合成光学系统,将来自所述加工光源的所述加工光的光路与包含脉冲光的测量光的光路合成;
[0780]
照射光学系统,将经由所述合成光学系统的所述加工光及所述测量光照射至所述物体;
[0781]
第一照射位置变更光学系统,变更所述加工光在所述物体上的照射位置;以及
[0782]
第二照射位置变更光学系统,变更所述测量光在所述物体上的照射位置,且
[0783]
经由所述第一照射位置变更光学系统的所述加工光与经由所述第二照射位置变更光学系统的所述测量光入射至所述照射光学系统。
[0784]
[附记137]
[0785]
根据附记136所述的加工装置,其中
[0786]
所述第一照射位置变更光学系统与所述测量光在所述物体上的照射位置独立地变更所述加工光在所述物体上的照射位置。
[0787]
[附记138]
[0788]
根据附记136或附记137所述的加工装置,其中
[0789]
所述第二照射位置变更光学系统与所述加工光在所述物体上的照射位置独立地变更所述测量光在所述物体上的照射位置。
[0790]
[附记139]
[0791]
一种加工装置,其是通过将来自加工光源的加工光照射至物体来加工所述物体的加工装置,包括:
[0792]
合成光学系统,将来自所述加工光源的所述加工光的光路与来自测量光源的第一测量光的光路合成;
[0793]
照射光学系统,将经由所述合成光学系统的所述加工光及所述第一测量光照射至所述物体;以及
[0794]
检测装置,经由所述照射光学系统及所述合成光学系统,来检测通过经由所述照射光学系统照射至所述物体的所述第一测量光而自所述物体产生的第二测量光,且
[0795]
所述第一测量光照射至通过所述加工光进行了加工的所述物体。
[0796]
[附记140]
[0797]
根据附记139所述的加工装置,包括:
[0798]
判定装置,基于来自所述检测装置的输出,来进行已加工后的所述物体的判定。
[0799]
[附记141]
[0800]
根据附记139或附记140所述的加工装置,
[0801]
包括照射位置变更光学系统,入射所述加工光及所述第一测量光,变更所述加工光在所述物体上的照射位置及所述第一测量光在所述物体上的照射位置,且
[0802]
所述照射位置以在所述物体上的非检查部位已被所述加工光照射之后,所述非检查部位被所述测量光照射的方式变更。
[0803]
[附记142]
[0804]
一种加工装置,其是通过将来自加工光源的加工光照射至物体来加工所述物体的加工装置,包括:
[0805]
合成光学系统,将来自所述加工光源的所述加工光的光路与来自测量光源的第一测量光的光路合成;
[0806]
照射光学系统,将经由所述合成光学系统的所述加工光及所述第一测量光照射至所述物体;以及
[0807]
检测装置,经由所述照射光学系统及所述合成光学系统,来检测通过经由所述照射光学系统照射至所述物体的所述第一测量光而自所述物体产生的第二测量光,且
[0808]
所述加工光照射至已被照射所述第一测量光之后的所述物体。
[0809]
[附记143]
[0810]
根据附记142所述的加工装置,包括:
[0811]
判定装置,基于来自所述检测装置的输出,来进行要加工前的所述物体的判定。
[0812]
[附记144]
[0813]
根据附记142或附记143所述的加工装置,
[0814]
包括照射位置变更光学系统,入射所述加工光及所述第一测量光,变更所述加工光在所述物体上的照射位置及所述第一测量光在所述物体上的照射位置,且
[0815]
所述照射位置以在所述物体上的非检查部位已被所述第一测量光照射之后,所述非检查部位被所述加工光照射的方式变更。
[0816]
[附记145]
[0817]
一种系统,其是利用测量光来测量物体的系统,包括:
[0818]
可动构件,与所述物体的一部分之间的相对位置关系能变更;
[0819]
测量装置,朝向所述物体照射第一测量光,接收通过所述第一测量光而自所述物体产生的第二测量光,并基于所述第二测量光的光接收结果来测量所述物体的位置;以及
[0820]
连接装置,以所述可动构件与所述测量装置之间的相对位置关系能变更的方式,连接所述可动构件与所述测量装置,且
[0821]
所述连接装置包括:驱动构件,使所述可动构件及所述测量装置中的至少一者移动;以及缓冲构件,将所述可动构件与所述测量装置予以结合。
[0822]
[附记146]
[0823]
根据附记145所述的系统,还包括:
[0824]
加工装置,经由所述连接装置与所述可动构件连接,将来自加工光源的加工光照射至所述物体来加工所述物体。
[0825]
[附记147]
[0826]
一种加工装置,其是通过将来自加工光源的加工光照射至物体来加工所述物体的加工装置,包括:
[0827]
合成光学系统,将来自所述加工光源的所述加工光的光路与来自测量光源的第一测量光的光路合成;
[0828]
照射光学系统,将经由所述合成光学系统的所述加工光及所述第一测量光照射至所述物体;
[0829]
位置变更装置,变更所述照射光学系统与所述物体之间的相对位置;以及
[0830]
检测装置,经由所述照射光学系统及所述合成光学系统,来检测通过经由所述照射光学系统照射至所述物体的所述第一测量光而自所述物体产生的散射光。
[0831]
所述各实施方式的要件可适当组合。也可不使用所述各实施方式的要件中的一部分。所述各实施方式的要件可适当地与其他实施方式的要件置换。而且,在法律所容许的范围内,援用在所述各实施方式中引用的与装置等相关的所有公开公报及美国专利的公开来作为本文所述的一部分。
[0832]
而且,本发明可在不违反能够自权利要求及整个说明书中读取的发明主旨或思想的范围内进行适当变更,伴随此种变更的加工装置、加工构件、系统、机器人系统及测定装置也包含在本发明的技术思想中。
[0833]
符号的说明
[0834]
1:加工装置
[0835]
11:加工头
[0836]
111:加工光源
[0837]
112:加工光学系统
[0838]
113:测量光源
[0839]
114:测量光学系统
[0840]
115:合成光学系统
[0841]
116:共用光学系统
[0842]
12:头驱动系统
[0843]
5:控制装置
[0844]
el:加工光
[0845]
ml:测量光
[0846]
sys:加工系统
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。