1.本实用新型涉及板材修边技术领域,特别涉及了一种防止压伤底部板材的自动八面修边机。
背景技术:
2.目前的板材在修边时只是将板材上表面四侧的毛刺修理,并未将底面四侧的毛刺修理,这就会导致板材底面会有毛刺,在板材堆叠时下方的板材会受上方的板材毛刺压伤导致质量缺陷。
3.为此申请号202021171947.6公开了八边磨边机,包括:机架,向前输送板料的输送系统,机架的左侧和右侧分别安装有左磨头组和右磨头组;前固定架,其固定连接有前横梁,前横梁设有第一直线移动机构,第一直线移动机构安装有前磨头组;后固定架,其前后活动连接有后横梁,后横梁设有第二直线移动机构,第二直线移动机构安装有后磨头组;前横梁和后横梁均位于输送系统的上方,输送系统在前磨头组和后磨头组的移动路径上分别设有前避让空间和后避让空间。能够在一个工位上对板料的八条棱边进行磨边,使得板料在进行涂胶的过程中,涂胶辊不会与板料的四个侧面进行接触,避免板料上的木屑颗粒附着在涂胶辊上,虽然有效提升板料的良品率,但是磨边效率不高,在对板料前后端进行打磨时,需将板料停止输送原地打磨。
4.本技术所要解决的技术问题为:设计一款防止压伤下方板材且能够不停机对板材进行打磨的自动八面修边装置。
技术实现要素:
5.为了克服现有技术的不足,本实用新型的目的在于提供不停机提高工作效率的木板自动八面修边机。
6.本实用新型所采用的技术方案为:木板自动八面修边机,包括机架、用于输送板材的输送装置,输送装置包括横向输送组和纵向输送组,横向输送组内包括横向输送排,横向输送排两侧的机架上设有用于对板材横向进行上下修边的横向修边机构,横向修边机构与机架限位滑动配合,纵向输送组内包括纵向输送排,纵向输送排两侧设有用于对板材纵向进行上下修边的纵向修边机构,纵向修边机构与机架限位滑动配合,横向输送组与纵向输送组正交设置,纵向输送组包括与横向输送组正交形成的过渡段,过渡段包括转角输送排和纵向输送辊,转角输送排可上下升降,横向输送排将板材输送时,横向修边机构对板材的横侧进行上下的打磨修边,横向打磨完后板材经过渡段过渡至纵向输送排,转角输送排主要将板材从横向输送排转接到纵向输送排上。
7.在一些实施方式中,横向修边机构和纵向修边机构均包括上修边机构和下修边机构,机架上设有与之固定安装的托板,托板上设有与之限位滑动的第一滑动板,横向修边机构和纵向修边机构分别与第一滑动板固定安装,本方案限定了横向修边机构和纵向修边机构与第一滑动板的安装方式。
8.在一些实施方式中,第一滑动板设有与之传动连接的调节杆,调节杆设有与之固定连接的第一调节手轮,通过调节第一调节手轮使调节杆带动第一滑动板发生位移变化进而带动横向修边机构与纵向修边机构发生位置变化。
9.在一些实施方式中,上修边机构与下修边机构均设有支撑座,支撑座与第一滑动板固定安装,支撑座上设有与之固定连接的驱动马达,驱动马达设有与之传动连接的驱动机构,驱动机构包括传动轴和驱动杆,传动轴和驱动马达传动连接,本方案限定了驱动马达与驱动机构的连接方式。
10.在一些实施方式中,支撑座侧面设有与之横向固定安装的滑块,滑块设有与之限位滑动配合的安装板,安装板表面设有与之纵向固定安装的第二滑块,第二滑块设有与之限位滑动配合的第二滑动板,第二滑动板表面设有与之限位滑动配合的修边轮机构,修边轮机构与驱动杆传动连接,修边轮机构在第二滑动板表面倾斜滑动,修边轮机构包括对板材直接修边的砂轮,本方案限定了滑块与安装板、第二滑块与第二滑动板和第二滑动板与修边轮机构的连接方式。
11.在一些实施方式中,安装板设有与之传动连接的前后调节手轮,第二滑动板设有与之传动连接的上下调节手轮,前后调节手轮主要调节修边轮机构发生前后位置的变化,上下调节手轮控制修边轮机构打磨频率。
12.在一些实施方式中,上修边机构与下修边机构的修边轮机构成水平镜像设置,本方案限定了上修边机构和下修边机构内部结构的设置方式。
13.在一些实施方式中,输送装置两侧均设有多个定位轮,定位轮用于对板材输送修边时进行定位。
14.在一些实施方式中,修边轮机构对应设有载料桶,载料桶与上修边机构和下修边机构固定安装,载料桶用于装载修边时产生的碎屑,并且能随修边机构移动。
15.本实用新型的有益效果在于:
16.该木板自动八面修边机通过将输送装置分为横向输送组和纵向输送组,并将横向输送组和纵向输送组正交设置,且在输送装置两侧均设有用于对板材进行修边的上、下修边机构,板材经横向输送组转接至纵向输送组即可不停机完成对板材的八面修边,提高了修边工作效率,修边后的板材也不会压伤下方板材。
附图说明
17.图1为本实用新型木板自动八面修边机的俯视图结构示意图;
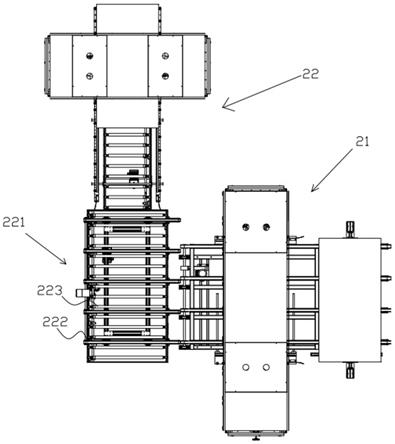
18.图2为本实用新型木板自动八面修边机的整体结构示意图;
19.图3为本实用新型木板自动八面修边机的内部结构示意图;
20.图4为本实用新型木板自动八面修边机局部a的结构示意图;
21.图5为本实用新型木板自动八面修边机上修边机构的结构示意图。
22.图中的标号与名称对应如下:21、横向输送组;22、纵向输送组;210、横向修边机构;220、纵向修边机构;221、过渡段;222、转角输送排;223、纵向输送辊;224、上修边机构;225、下修边机构;10、托板;101、第一滑动板;102、调节杆;103、第一调节手轮;226、支撑座;227、驱动马达;228、驱动机构;229、安装板;230、第二滑动板;231、修边轮机构;232、前后调节手轮;233、上下调节手轮;234、定位轮;235、载料桶。
具体实施方式
23.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
24.请参阅图1-5,本实用新型提供一种技术方案:一种木板自动八面修边机,包括机架、机架上设有用于输送板材的输送装置,输送装置包括横向输送组21和纵向输送组22,横向输送组21内包括横向输送排,横向输送排由多根输送圆辊组成,输送圆辊经传动电机带动转动,从而带动板材向前运输进行修边,横向输送排两侧的机架上设有用于对板材横向进行上下修边的横向修边机构210,为使横向修边机构210能够适应各种型号板材的修边打磨,横向修边机构210与机架限位滑动配合,纵向输送组22内包括纵向输送排,纵向输送排两侧设有用于对板材纵向进行上下修边的纵向修边机构220,为使纵向修边机构220能够适应各种型号板材的修边打磨,纵向修边机构220与机架限位滑动配合,横向输送组21与纵向输送组22正交设置,纵向输送组22包括与横向输送组21正交形成的过渡段221,过渡段221包括转角输送排222和纵向输送辊223,转角输送排222可上下升降,转角输送排222为与纵向输送辊223同向设置的若干输送皮带,输送皮带两端分别套设有一根传动杆,输送皮带转动方向与横向输送排相同,当转角输送排222将板材转接至纵向输送组22上时,传动杆下降从而带动转角输送排222下降,进而将板材转接至纵向输送辊223上,由纵向输送辊223带动板材向前运输修边。
25.横向修边机构210和纵向修边机构220均包括上修边机构224和下修边机构225,机架上设有与之固定安装的托板10,托板10表面设有限位滑块,托板10上设有与之限位滑动的第一滑动板101,第一滑动板101依靠限位滑块在托板10上滑动,横向修边机构210和纵向修边机构220分别与第一滑动板101固定安装,进而实现横向修边机构210和纵向修边机构220在托板10上移动。
26.第一滑动板101设有与之传动连接的调节杆102,调节杆102为传动丝杠,第一滑动板101下表面设有固定安装的丝母底座,调节杆102穿过丝母底座安装,调节杆102设有固定安装的第一调节手轮103,只需调节第一调节手轮103即能够实现将第一滑动板101在托板10上滑动。
27.上修边机构224与下修边机构225均设有支撑座226,支撑座226通过螺钉与第一滑动板101固定安装,支撑座226上设有与之固定连接的驱动马达227,驱动马达227设有与之传动连接的驱动机构228,驱动机构228设有传动曲轮和驱动杆,驱动杆通过连接杆与传动曲轮传动连接,驱动马达227带动传动曲轮旋转,传动曲轮带动驱动杆发生运动。
28.支撑座226侧面设有与之横向固定安装的滑块,滑块设有与之限位滑动配合的安装板229,安装板229表面设有与之纵向固定安装的第二滑块,第二滑块设有与之限位滑动配合的第二滑动板230,第二滑动板230表面设有斜向设置的第二限位滑块,第二限位滑块设有与之限位滑动配合的修边轮机构231,修边轮机构231包括用于对板材进行修边的砂轮,修边轮机构231与驱动杆传动连接,修边轮机构231在第二滑动板230表面倾斜滑动。
29.安装板229设有与之传动连接的前后调节手轮232,第二滑动板230设有与之传动连接的上下调节手轮233,前后调节手轮232与安装板229的连接方式与调节杆102和第一滑
动板101的连接方式相同,通过调节上下调节手轮233使第二滑动板230能够发生位置的变化,进而能够使修边轮机构231发生位置的变化。
30.上修边机构224和下修边机构225的结构相同,但是设计为相互交错设置,在输送装置两侧设有多个定位轮234,定位轮234能对进行输送修边的板材进行定位,以免发生位置的偏移导致修边精度错误,上修边机构224和下修边机构225对应设有载料桶235,载料桶235安装在上修边机构224和下修边机构225的支撑座226上,载料桶235可防止修边产生的碎屑落入设备内,影响设备清洁。
31.本实用新型的工作原理及使用流程:板材由横向输送组21上的横向输送排输送,在横向输送排两侧设有可以对板材进行上下修边的横向修边机构210,在板材横向输送的过程中,横向修边机构210对板材的横向上下表面进行修边,当板材横向修边完成后,板材输送至过渡段221上的转角输送排222上,转角输送排222转动方向与横向输送排输送方向相同,当板材全部输送至转角输送排222上,转角输送排222下降将板材转接至纵向输送辊223上,纵向输送辊223将板材继续向前输送并且进行纵向修边,本设备可实现不停机将板材完成八面修边,提高修边工作效率,并且也防止板材堆叠压伤下方板材。
32.最后应说明的是:以上所述仅为本实用新型的优选实例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。