1.本发明涉及倒角设备技术领域,特别是涉及一种直线导轨双面连续倒角设备及其连续加工方法。
背景技术:
2.在直线导轨生产过程中,需要对直线导轨的端面进行倒角加工。传统的做法为人工操作加工,倒角的精度较低,工人劳动强度较高,于是人们发明了对直线导轨进行倒角的倒角设备,然而现有的倒角设备一般每次只能对直线导轨的一端进行倒角,当直线导轨的一端完成倒角后,需要将直线导轨转向,再对直线导轨的另一端进行倒角,工作效率不高,此外在直线导轨在转向时,会因转向后的位置偏差而影响两端的倒角精度,再者,当一根直线导轨的两端均完成倒角加工后,需要更换新的直线导轨进行加工,在更换的过程中,倒角设备处于停机状态,无法连续工作,影响生产效率。
技术实现要素:
3.本发明要解决的技术问题是提供一种能同时对直线导轨的两端进行倒角,加工效率高的,精度高,可连续加工的直线导轨双面连续倒角设备。
4.为了实现上述目的,本发明提供了一种直线导轨双面连续倒角设备,包括底框架、左倒角机、右倒角机、上料装置以及料架,所述底框架的长度方向为纵向,所述底框架的宽度方向为横向,所述左倒角机和所述右倒角机相向设于所述底框架上,所述左倒角机和所述右倒角机分别设有用于架设加工件的工作平台,所述工作平台上设有过渡支架,所述过渡支架的顶部设有过渡工位,所述过渡支架的横向的一侧设有第一倒角工位,所述过渡支架的横向的另一侧设有第二倒角工位,所述上料装置包括上料钩以及驱动所述上料钩移动的移动模组,所述上料钩包括上料杆以及钩座,所述钩座分别设于所述上料杆的横向的两侧。
5.作为本发明的优选方案,所述移动模组包括横向移动机构、竖向移动机构和纵向移动机构,所述纵向移动机构包括挂钩纵梁、第一齿条、第二齿条、主动齿轮、纵向移动电机、第一挂钩座和第二挂钩座,所述第一齿条和所述第二齿条沿纵向平行设置,所述第一齿条和所述第二齿条分别与所述挂钩纵梁沿纵向可滑动连接,所述主动齿轮分别与所述第一齿条和所述第二齿条啮合,所述纵向移动电机的输出轴与所述主动齿轮连接,所述第一挂钩座与所述第一齿条固定连接,所述第二挂钩座与所述第二齿条固定连接,所述上料钩设置两个,两个所述上料钩分别与所述第一挂钩座和所述第二挂钩座固定连接。
6.作为本发明的优选方案,所述左倒角机和所述右倒角机分别与所述底框架沿纵向可滑动连接,所述纵向移动机构分别与所述左倒角机和所述右倒角机可拆卸连接。
7.作为本发明的优选方案,所述第一挂钩座与所述左倒角机可拆卸连接,所述第二挂钩座与所述右倒角机可拆卸连接。
8.作为本发明的优选方案,所述左倒角机和所述右倒角机的底部分别设有锁紧动力
机构,所述锁紧动力机构连接有锁紧块,所述锁紧块的底部设有锁紧槽,所述底框架设有与所述锁紧槽配合的固定梁,所述锁紧动力机构驱动所述锁紧块移动压紧所述固定梁或与所述固定梁分离。
9.作为本发明的优选方案,所述第一倒角工位远离所述过渡支架的一侧设有第一辅助工位,所述第一倒角工位和所述第一辅助工位的顶面设有沿横向设置的第一导槽,所述第一导槽的下方设有第一拨杆机构,所述第一拨杆机构包括第一驱动器以及竖向设置的第一辅助工位切换杆和第一倒角工位切换杆连接,所述第一辅助工位切换杆和所述第一倒角工位切换杆分别穿过所述第一导槽,所述第一辅助工位切换杆设于所述第一倒角工位切换杆靠近所述过渡支架的一侧,所述第一辅助工位切换杆与所述第一倒角工位切换杆之间的距离大于或等于加工件的宽度,所述第一驱动器驱动所述第一辅助工位切换杆和所述第一倒角工位切换杆沿横向移动;
10.所述第二倒角工位远离所述过渡支架的一侧设有第二辅助工位,所述第二倒角工位和所述第二辅助工位的顶面设有沿横向设置的第二导槽,所述第二导槽的下方设有第二拨杆机构,所述第二拨杆机构包括第二驱动器以及竖向设置的第二辅助工位切换杆和第二倒角工位切换杆连接,所述第二辅助工位切换杆和所述第二倒角工位切换杆分别穿过所述第二导槽,所述第二辅助工位切换杆设于所述第二倒角工位切换杆靠近所述过渡支架的一侧,所述第二辅助工位切换杆与所述第二倒角工位切换杆之间的距离大于或等于加工件的宽度,所述第二驱动器驱动所述第二辅助工位切换杆和所述第二倒角工位切换杆沿横向移动。
11.作为本发明的优选方案,所述过渡支架上设有回转气缸,所述回转气缸的伸缩轴连接有压紧块。
12.作为本发明的优选方案,所述左倒角机和所述右倒角机分别设有对刀仪。
13.作为本发明的优选方案,所述料架的横向两侧设有多排竖向设置的用于放置加工件的托架。
14.同时,本发明还提供了所述的直线导轨双面连续倒角设备的连续加工方法,包括以下步骤:
15.步骤一:所述上料钩取料,将料架上的加工件输送至所述第一倒角工位,所述左倒角机和所述右倒角机分别对加工件的两端进行倒角,然后所述上料钩再次取料,将料架上的加工件输送至所述第二倒角工位,等待倒角;
16.步骤二:当处于第一倒角工位的加工件完成倒角后,所述左倒角机和所述右倒角机对处于第二倒角工位的加工件进行倒角,同时所述上料钩取料并移动至第一倒角工位远离所述过渡支架的一侧,其中靠近所述过渡支架一侧的所述钩座为空载,另一侧的所述钩座载有加工件;
17.步骤三:所述上料钩通过空载的所述钩座将处于所述第一倒角工位的已完成倒角的加工件输送至过所述过渡工位暂存,然后所述上料钩将处于另一侧的所述钩座的加工件输送至所述第一倒角工位,最后所述上料钩将处于所述过渡工位的已完成倒角的加工件输送至料架;
18.步骤四:当处于第二倒角工位的加工件完成倒角后,所述左倒角机和所述右倒角机对处于第一倒角工位的加工件进行倒角,同时所述上料钩取料并移动至第二倒角工位远
离所述过渡支架的一侧,其中靠近所述过渡支架一侧的所述钩座为空载,另一侧的所述钩座载有加工件;
19.步骤五:所述上料钩通过空载的所述钩座将处于所述第二倒角工位的已完成倒角的加工件输送至过所述过渡工位暂存,然后所述上料钩将处于另一侧的所述钩座的加工件输送至所述第二倒角工位,最后所述上料钩将处于所述过渡工位的已完成倒角的加工件输送至料架;
20.步骤六:重复步骤二至五,实现连续加工。
21.本发明实施例一种直线导轨双面连续倒角设备及其连续加工方法,与现有技术相比,其有益效果在于:左倒角机和右倒角机的设置,能同时对加工件的两端进行倒角加工,无需将加工件转向;第一倒角工位和第二倒角工位均放置有加工件,当左倒角机和右倒角机完成对其中一个工位的倒角加工后,便对另一工位的加工件进行倒角加工,无需停机等待上料;上料钩设有两个钩座,能在一次输送中完成上料和下料;过渡支架的顶部设有过渡工位,用于暂存已完成倒角的加工件,避免上料的加工件和下料的加工件发生干涉阻碍;本发明能连续加工,生产效率高。
附图说明
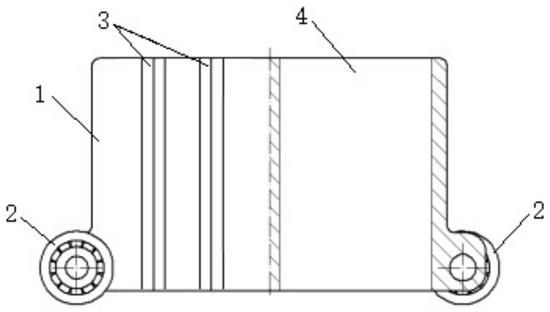
22.图1是本发明提供的一种直线导轨双面连续倒角设备的结构图;
23.图2是本发明的加工件放置在工作平台的结构图;
24.图3是本发明的工作平台的结构图;
25.图4是本发明第一倒角工位切换杆与第一驱动器的连接结构图;
26.图5是本发明的上料钩的结构图;
27.图6是本发明的纵向移动机构的结构图;
28.图7是本发明的锁紧动力机构与锁紧块的连接结构图;
29.图中,1、底框架;11、固定梁;2、左倒角机;3、右倒角机;4、上料装置;41、上料钩;411、上料杆;412、钩座;42、移动模组;421、纵向移动机构;422、挂钩纵梁;423、第一齿条;424、第二齿条;425、主动齿轮;426、第一挂钩座;427、第二挂钩座;5、料架;6、工作平台;61、过渡支架;611、过渡工位;612、回转气缸;613、压紧块;62、第一倒角工位;621、第一辅助工位;622、第一导槽;623、第一驱动器;624、第一辅助工位切换杆;625、第一倒角工位切换杆;63、第二倒角工位;631、第二辅助工位;632、第二导槽;633、第二驱动器;634、第二辅助工位切换杆;635、第二倒角工位切换杆;7、锁紧动力机构;71、锁紧块;72、锁紧槽。
具体实施方式
30.下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
31.在本发明的描述中,应当理解的是,本发明采用术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解
为指示或暗示相对重要性。
32.如图1~7所示,本发明优选实施例的一种直线导轨双面连续倒角设备,包括底框架1、左倒角机2、右倒角机3、上料装置4以及料架5,底框架1的长度方向为纵向,底框架1的宽度方向为横向,左倒角机2和右倒角机3相向设于底框架1上,左倒角机2和右倒角机3分别设有用于架设加工件(直线导轨)的工作平台6,工作平台6上设有过渡支架61,过渡支架61的顶部设有过渡工位611,过渡支架61的横向的一侧设有第一倒角工位62,过渡支架61的横向的另一侧设有第二倒角工位63,上料装置4包括上料钩41以及驱动上料钩41移动的移动模组42,上料钩41包括上料杆411以及钩座412,钩座412分别设于上料杆411的横向的两侧,上料装置4设于底框架1的横向的一侧,料架5设于底框架1的横向的另一侧,以便上料钩41从料架5中上料和下料至料架5。
33.本实施例设置左倒角机2和右倒角机3,能同时对加工件的两端进行倒角加工,无需将加工件转向;第一倒角工位62和第二倒角工位63均放置有加工件,当左倒角机2和右倒角机3完成对其中一个工位的倒角加工后,便对另一工位的加工件进行倒角加工,无需停机等待上料;上料钩41设有两个钩座412,能在一次输送中完成上料和下料;过渡支架61的顶部设有过渡工位611,用于暂存已完成倒角的加工件,避免上料的加工件和下料的加工件发生干涉阻碍。
34.本实施例的连续加工方法为,包括以下步骤:
35.步骤一:上料钩41取料,将料架5上的加工件输送至第一倒角工位62,左倒角机2和右倒角机3分别对加工件的两端进行倒角,然后上料钩41再次取料,将料架5上的加工件输送至第二倒角工位63,等待倒角;
36.步骤二:当处于第一倒角工位62的加工件完成倒角后,左倒角机2和右倒角机3对处于第二倒角工位63的加工件进行倒角,同时上料钩41取料并移动至第一倒角工位62远离过渡支架61的一侧,其中靠近过渡支架61一侧的钩座412为空载,另一侧的钩座412载有加工件,能同时实现上料和下料,减少上料钩41的输送次数,提高生产效率;
37.步骤三:上料钩41通过空载的钩座412将处于第一倒角工位62的已完成倒角的加工件输送至过渡工位611暂存,将第一倒角空位腾空,然后上料钩41将处于另一侧的钩座412的加工件输送至第一倒角工位62,最后上料钩41将处于过渡工位611的已完成倒角的加工件输送至料架5;
38.步骤四:当处于第二倒角工位63的加工件完成倒角后,左倒角机2和右倒角机3对处于第一倒角工位62的加工件进行倒角,同时上料钩41取料并移动至第二倒角工位63远离过渡支架61的一侧,其中靠近过渡支架61一侧的钩座412为空载,另一侧的钩座412载有加工件;
39.步骤五:上料钩41通过空载的钩座412将处于第二倒角工位63的已完成倒角的加工件输送至过渡工位611暂存,然后上料钩41将处于另一侧的钩座412的加工件输送至第二倒角工位63,最后上料钩41将处于过渡工位611的已完成倒角的加工件输送至料架5;
40.步骤六:重复步骤二至五,实现连续加工。
41.示例性的,移动模组包括横向移动机构、竖向移动机构和纵向移动机构,纵向移动机构421包括挂钩纵梁422、第一齿条423、第二齿条424、主动齿轮425、纵向移动电机(图中未画出)、第一挂钩座426和第二挂钩座427,第一齿条423和第二齿条424沿纵向平行设置,
第一齿条423和第二齿条424分别与挂钩纵梁422沿纵向可滑动连接,主动齿轮425设于相互平行的第一齿条423和第二齿条424之间,主动齿轮425分别与第一齿条423和第二齿条424啮合,纵向移动电机的输出轴与主动齿轮425连接,第一挂钩座426与第一齿条423固定连接,第二挂钩座427与第二齿条424固定连接,纵向移动电机驱动主动齿轮425转动,使得第一齿条423和第二齿条424在挂钩纵向上沿纵向同步滑动(相向或对向),带动第一挂钩座426和第二挂钩座427同步移动,上料钩41设置两个,两个上料钩41分别与第一挂钩座426和第二挂钩座427固定连接,两个上料钩41同时装载加工件,稳定地输送加工件,纵向移动机构421驱动两个上料架5同步移动。
42.本实施中,横向移动机构驱动竖向移动机构和纵向移动机构421横向移动,竖向移动机构驱动纵向移动机构421竖向移动,纵向移动机构421驱动上料钩41纵向移动,横向移动机构、竖向移动机构和纵向移动机构421配合实现上料钩41的横向、纵向和竖向移动。
43.示例性的,左倒角机2和右倒角机3分别与底框架1沿纵向可滑动连接,从而调节左倒角机2与右倒角机3之间的距离,以适应不同长度的加工件的倒角加工,本实施例中,底框架1设有纵向导轨,左倒角机2和右倒角机3的底部分别设有与纵向导轨滑动配合的纵向滑块,纵向移动机构421分别与左倒角机2和右倒角机3可拆卸连接,当需要调节左倒角机2和右倒角机3之间的距离时,分别将左倒角机2和右倒角机3连接,纵向移动机构421分别驱动左倒角机2和右倒角机3沿纵向移动,便于调节左倒角机2和右倒角机3之间的距离,待调节完毕后,分别将左倒角机2和右倒角机3拆卸分离,不影响移动模组42驱动上料钩41装载输送加工件。
44.示例性的,第一挂钩座426与左倒角机2可拆卸连接,第二挂钩座427与右倒角机3可拆卸连接,实现左倒角机2和右倒角机3的同步移动,从而调节左倒角机2与右倒角机3之间的距离,以适应不同长度的加工件的使用,本实施例中,左倒角机2与第一挂钩座426,右倒角机3与第二挂钩座427分别通过插销连接,实现可拆卸连接,左倒角机2和右倒角机3的顶部分别设有多个沿纵向设置的销孔,通过不同销孔与插销连接,以增大左倒角机2和右倒角机3的位置的可调节范围。
45.示例性的,左倒角机2和右倒角机3的底部分别设有锁紧动力机构7,锁紧动力机构7连接有锁紧块71,锁紧块71的底部设有锁紧槽72,底框架1设有与锁紧槽72配合的固定梁11,锁紧动力机构7驱动锁紧块71移动压紧固定梁11或与固定梁11分离,当左倒角机2和右倒角机3完成位置调节后,锁紧块71压紧固定梁11,一般地锁紧槽72与固定梁11过盈配合,实现左倒角机2和右倒角机3的锁定,避免其在工作过程中滑移,当需要调节左倒角机2和右倒角机3的位置时,锁紧块71与固定梁11分离,左倒角机2和右倒角机3可沿纵向自由移动。
46.示例性的,第一倒角工位62远离过渡支架61的一侧设有第一辅助工位621,第一倒角工位62和第一辅助工位621的顶面设有沿横向设置的第一导槽622,第一导槽622的下方设有第一拨杆机构,第一拨杆机构包括第一驱动器623以及与竖向设置的第一辅助工位切换杆624和第一倒角工位切换杆625连接,第一辅助工位切换杆624和第一倒角工位切换杆625分别穿过第一导槽622,第一辅助工位切换杆624设于第一倒角工位切换杆625靠近过渡支架61的一侧,第一辅助工位切换杆624与第一倒角工位切换杆625之间的距离大于等于加工件的宽度,第一驱动器623驱动第一辅助工位切换杆624和第一倒角工位切换杆625沿横向移动,当上料钩41需要将加工件输送至第一倒角工位62时,上料钩41先将加工件输送至
第一辅助工位621,然后第一驱动器623驱动第一倒角工位切换杆625往靠近过渡支架61的方向移动,第一倒角工位切换杆625将加工件从第一辅助工位621推动至第一倒角工位62,便于加工件的上料放置,避免由于空间不足导致上料的加工件与暂存在过渡工位611的加工件发生干涉(当加工件的宽度较大时,处于第一倒角工位62或第二倒角工位63的加工件上升时会受处于过度工位的加工件阻碍),当上料钩41需要将已完成倒角的加工件输送离开第一倒角工位62时,第一驱动器623驱动第一辅助工位切换杆624往远离过渡支架61的方向移动,第一辅助工位切换杆624将加工件从第一倒角工位62推动至第一辅助工位621,便于上料钩41的装载。
47.同理,第二倒角工位63远离过渡支架61的一侧设有第二辅助工位631,第二倒角工位63和第二辅助工位631的顶面设有沿横向设置的第二导槽632,第二导槽632的下方设有第二拨杆机构,第二拨杆机构包括第二驱动器633以及竖向设置的第二辅助工位切换杆634和第二倒角工位切换杆635连接,第一辅助工位切换杆624和第二倒角工位切换杆635分别穿过第二导槽632,第二辅助工位切换杆634设于第二倒角工位切换杆635靠近过渡支架61的一侧,第二辅助工位切换杆634与第二倒角工位切换杆635之间的距离大于等于加工件的宽度,第二驱动器633驱动第二辅助工位切换杆634和第二倒角工位切换杆635沿横向移动。
48.示例性的,过渡支架61上设有回转气缸612,回转气缸612的伸缩轴连接有压紧块613,当加工件被加工时,回转气缸612驱动压紧块613转动并下降,使得压紧块613压紧加工件,避免加工件在倒角时发生偏移,本实施例中,过渡支架61上设置两个回转气缸612和压紧块613,分别作用于位于第一倒角工位62的加工件和位于第二倒角工位63的加工件。
49.示例性的,左倒角机2和右倒角机3分别设有对刀仪,由于不同加工件的长度存在误差,因此设置对刀仪能确定加工件的端面与倒角刀具之间的位置关系,保证倒角的准确度。
50.由于上料钩41的两个料座交替装载加工件,因此示例性的,料架5的横向两侧设有多排竖向设置的用于放置加工件的托架,以便上料钩41装载加工件,为确保设备连续加工,料架5设置两个。
51.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。