1.本发明涉及连铸自动化检测技术领域,更具体地说,涉及一种基于连铸结晶器对中自动检测装置的对中精度补充方法。
背景技术:
2.随着连铸技术的不断发展、钢材市场对产品质量要求的不断提升和钢厂本身提升效率、控制成本的需求,国内外相关企业对板坯连铸机的弧度越来越重视。传统的铸机结晶器和支撑导向段精度与其它区域的精度要求一致,为偏差小于
±
0.5mm,有些企业根据质量管控的要求,将这个精度提升到小于
±
0.3mm,甚至更高的要求。与此同时,如以奥钢联为代表的连铸技术对铸机支撑导向段的固定结构和结晶器的对弧调整结构均进行了专门的探索和设计改进,以便更快捷地调整对弧偏差。
3.而作为结晶器和支撑导向段对弧的检测方法,目前国内外均采用直线型弧板(形制不一,原理一致,用于检测结晶器足辊和支撑导向段的接弧)、整体式长弧规板(形制基本一致,以新日铁为代表,检测结晶器足辊、支撑导向段和弧形段的接弧)和水平仪式对弧量具(以奥钢联为代表,用于检测结晶器足辊和支撑导向段入口之间的接弧)等几种形式。除此之外,多功能诊断仪作为铸机对弧精度趋势管理的一个辅助工具(德国:vegard英国:sarclad、韩国:power等)对结晶器和支导段之间的接弧精度的测量基本没有参考价值(主要是此时多功能诊断仪的扩展弹簧板没有撑开,设备处于不稳定状态,一般也不检测数据)。
4.请结合图1所示,连铸结晶器对中自动检测装置包括驱动机构1,驱动机构1的底部通过固定板2连有导向框架3和四个带内螺纹撑脚4,四个带内螺纹撑脚4内均配有螺杆撑脚5,螺杆撑脚5上均还配有调节螺栓6。固定板2与驱动机构1之间设有四个缓冲张紧弹簧7,固定板2的上表面还设有限位开关8。驱动机构1的底部通过一根检测单元升级钢丝绳9连有检测单元10,在连铸结晶器对中自动检测装置处于非工作状态时,检测单元升级钢丝绳9收紧,检测单元10回收在导向框架3内,检测单元10上设有一个倾角仪18和两个对称设置的激光测距仪。驱动机构1的底部通过两根走行轨道钢丝绳11连有检测底座12。
5.请结合图2所示,由两根绷紧的走行轨道钢丝绳11组成的柔性轨道,检测单元10通过其内部设置的走行稳定结构沿柔性轨道走行。走行稳定结构包括四个滑轮13直接安装在检测单元10的底板上,每个滑轮13上开有与走行轨道钢丝绳11直径一致的开槽,且与走行轨道钢丝绳11的切线角控制在-2到 2之间,滚轮轴承14安装在弹簧板15端部,弹簧板15由弹簧板安装底板16固定,并在弹簧板15靠检测单元10外缘侧安装有调节螺栓17,通过调整调节螺栓17使滚轮轴承14将走行轨道钢丝绳11始终压紧在滑轮13的开槽中,防止走行轨道钢丝绳11出槽或因为间隙导致的检测单元10走行时晃动。检测单元10上所有的设置是沿检测单元升降钢丝绳9的垂线两侧对称分布,倾角仪18和信号采集单元19安装在垂线上,同时,该通过该信号采集单元19的安装底板设计成一个插槽20,并用固定螺栓21固定的方式,用于微调整个检测单元10的上下和左右重心位置,确保检测单元10上下运行的稳定性,提
高对中检测的检测精度。
6.再请结合图1和图3所示,将连铸结晶器对中自动检测装置的四个螺杆撑脚5放置到结晶器的上口平面22的检测位置ⅰ23后,用调节螺栓6调节安装于带内螺纹撑脚4内的螺杆撑脚5,使固定板2和驱动机构1基本水平,然后将导向框架3紧靠结晶器的外弧铜板24或内弧铜板25,由走行轨道钢丝绳11与检测单元升级钢丝绳9构成的连线与外弧铜板24或内弧铜板25保持基本垂直,然后启动驱动机构1,将走行轨道钢丝绳11放下至目标检测范围长度(即支撑导向辊26)的下方,展开检测底座12后,收紧走行轨道钢丝绳11,直至任一个限位开关8被触发,此时,四个缓冲张紧弹簧7将走行轨道钢丝绳11绷紧形成一个柔性轨道,检测单元10沿该柔性轨道走行至检测位置ⅱ27、检测位置ⅲ28进行对中检测。
7.这种采用柔性走行轨道的连铸结晶器对中自动检测装置受本身特性的限制和外在因素的影响,检测过程中会出现微量抖动,在一定程度上存影响测量精度。因此,一种基于连铸结晶器对中自动检测装置的对中精度补偿算法显得尤为必要的。
技术实现要素:
8.针对现有技术中存在的上述缺陷,本发明的目的是提供一种基于连铸结晶器对中自动检测装置的对中精度补充方法,对连铸结晶器对中自动检测装置所收集的数据以及数据波形进一步的分析,对影响数据的波动进行滤波,根据波形进行补偿计算得出更接近于真实的数据。
9.为实现上述目的,本发明采用如下技术方案:
10.一种基于连铸结晶器对中自动检测装置的对中精度补充方法,包括柔性轨道定位偏斜补偿;
11.所述柔性轨道定位偏斜补偿包括利用倾角仪测得检测单元沿柔性轨道实际走行线与结晶器中垂线之间的夹角α;
12.利用两个激光测距仪分别测得至外弧铜板的距离和至内弧铜板的距离,通过补偿计算得到外弧铜板侧偏差修正结果和内弧铜板侧偏差修正结果。
13.较佳的,所述补偿计算进一步包括:
14.当所述夹角α=0时,两个所述激光测距仪分别测得至所述外弧铜板的距离d1和至所述内弧铜板的距离d2,两个所述激光测距仪之间连线的中心点与所述结晶器中垂线相重叠,所述外弧铜板至所述内弧铜板的距离d=d1 d2 d0,d0为两个所述激光测距仪之间连线的距离;
15.当所述夹角α≠0时,两个所述激光测距仪分别测得至所述外弧铜板的距离d1’和至所述内弧铜板的距离d2’,通过三角函数关系计算得到实际两个所述激光测距仪分别测得至所述外弧铜板的距离d1和至所述内弧铜板的距离d2,两个所述激光测距仪之间连线的中心点与所述结晶器中垂线之间的距离通过三角函数关系计算得到d01,即沿修正后的所述结晶器中垂线的检测值分为:
16.所述外弧铜板侧偏差修正结果为:dw=d1 d0/2 d01;
17.所述内弧铜板侧偏差修正结果为:dn=d2 d0/2 d01。
18.较佳的,还包括柔性轨道微量抖动补偿,在所述柔性轨道定位偏斜补偿的结果基础上,对dw和dn进一步进行修正。
19.较佳的,所述柔性轨道微量抖动补偿进一步包括:
20.将两个所述激光测距仪的同步检测结果取同一时刻的检测值进行比较,计算晃动偏差量d02=(d2-d1)/2,晃动偏差修正后的检测结果为:
21.所述外弧铜板侧晃动偏差修正结果为:dw’=dw d02;
22.所述内弧铜板侧晃动偏差修正结果为:dn’=dn d02。
23.本发明所提供的一种基于连铸结晶器对中自动检测装置的对中精度补充方法,以达到高效、精准地给出结晶器宽面铜板、足辊与支撑导向辊的对弧精度,从而指导结晶器对中调整和各种板坯表面缺陷质量分析,实际检测精度偏差≤0.1mm,为铸机生产质量的控制和结晶器设备使用寿命的提升提供了可靠的依据。
附图说明
24.图1是连铸结晶器对中自动检测装置的结构示意图;
25.图2是连铸结晶器对中自动检测装置中检测单元的结构示意图;
26.图3是连铸结晶器对中自动检测装置与结晶器的内外弧铜板的关系示意图;
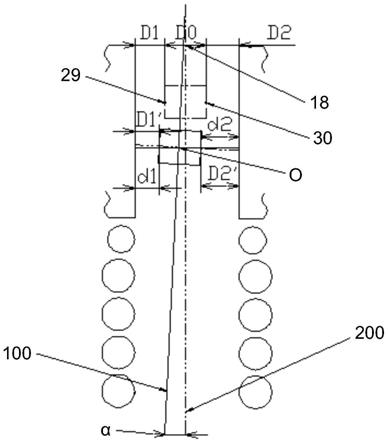
27.图4是本发明对中精度补充方法中柔性轨道定位偏斜补偿的物理量标识示意图;
28.图5是激光测距仪实际检测的波形图。
具体实施方式
29.下面结合附图和实施例进一步说明本发明的技术方案。
30.本发明所提供的一种基于连铸结晶器对中自动检测装置的对中精度补充方法,连铸结晶器对中自动检测装置在检测过程中会受到各种因素干扰导致测量结果偏差,最主要的是1)柔性轨道在定位过程的微量偏斜;2)运行过程中柔性轨道的微量抖动。
31.再请结合图1至图3,以及图4所示,对连铸结晶器对中自动检测装置的柔性轨道定位偏斜补偿:
32.连铸结晶器对中自动检测装置的柔性轨道定位结束后,利用倾角仪18测得检测单元10沿柔性轨道实际走行线100与结晶器中垂线200之间的夹角α,从倾角仪18到各检测位置(检测位置ⅰ23、检测位置ⅱ27、检测位置ⅲ28)的距离是定值l。
33.当夹角α=0时,两个激光测距仪(对应外弧铜板24侧的激光测距仪29,及对应内弧铜板25侧的激光测距仪30)分别测得至外弧铜板24的距离d1和至内弧铜板25的距离d2,两个激光测距仪29、30之间连线的中心点o与结晶器中垂线200相重叠,外弧铜板24至内弧铜板25的距离d=d1 d2 d0,d0为两个激光测距仪29、30之间连线的距离。
34.当夹角α≠0时,两个激光测距仪29、30分别测得至外弧铜板24的距离d1’和至内弧铜板25的距离d2’,通过三角函数关系计算得到实际两个激光测距仪29、30分别测得至外弧铜板24的距离d1和至内弧铜板25的距离d2,两个激光测距仪29、30之间连线的中心点o与结晶器中垂线200之间的距离通过三角函数关系计算得到d01,则沿着结晶器中垂线200的激光测距仪29的检测补偿值=d1 d0/2 d01,垂线的激光测距仪30的检测补偿值=d2 d0/2 d01;
35.即沿着修正后的结晶器中垂线的检测值分为:
36.外弧铜板24侧偏差修正结果为:dw=d1 d0/2 d01;
37.内弧铜板25侧偏差修正结果为:dn=d2 d0/2 d01。
38.由于连铸结晶器对中自动检测装置的柔性轨道是一个柔性结构,在走行检测过程中必然存在微量的晃动现象,如图5的实际检测波形图所示。
39.在柔性轨道定位偏斜补偿修正结果的基础上,通过柔性轨道微量抖动补偿对dw和dn进一步进行修正。
40.当测量固定物体间距时,如果柔性轨道上的检测单元10存在晃动,当检测单元10向外弧铜板24侧晃动时,由于两个激光测距仪29、30是同步检测,则激光测距仪29的检测值比实际值减少d02的同时,激光测距仪30的检测值必然比实际值增加相同值d02;当检测单元10反向晃动到内弧铜板25侧的过程,情况类似。或者说检测单元10在微量晃动过程中,同一时刻两个激光测距仪29、30的检测结果相加不变。对高频率检测值的波动情况进行判定并进行中位值修正补偿。
41.柔性轨道微量抖动补偿进一步包括:
42.将两个激光测距仪29、30的同步检测结果取同一时刻的检测值进行比较,计算晃动偏差量d02=(d2-d1)/2,晃动偏差修正后的检测结果为:
43.外弧铜板24侧晃动偏差修正结果为:dw’=dw d02;
44.内弧铜板25侧晃动偏差修正结果为:dn’=dn d02。
45.连铸结晶器对中自动检测装置的检测结果经微量晃动数据过滤并经数据补偿计算后,与设备中心垂线进行对比修正,即可获得相应检测位置结晶器的外、内弧铜板24、25、足辊31和支撑导向段26入口辊子(2对以上)的排列图形,并与理论设备位置坐标进行对比(除结晶器铜板外,足辊和支撑导向段辊子的测点数据取最小值),得出各点与理论坐标之间的偏差量(即对中偏差量),包括结晶器内外弧的锥度值(结晶器的垂直度)、结晶器的开口度、足辊开口度、支导段入口辊子开口度、外弧对中偏差值、内弧对中偏差值;在同一结晶器上进行其它位置检测后,还可以获得结晶器和支导段安装的偏转角度,供设备调整和质量分析使用。
46.综上所述,本发明所提供的一种基于连铸结晶器对中自动检测装置的对中精度补充方法,是连铸结晶器对中自动检测装置所收集的数据以及数据波形进一步进行分析,对影响数据的波动进行滤波,并根据波形进行补偿计算得出更接近于真实的数据,是配合连铸结晶器对中的检测方法,提高检测精度的一种有效方式。也将提升目前连铸结晶器对中自动检测装置所测精确度。直接高效、高精度的给出结晶器宽面足辊与支撑导向辊的对弧精度,从而指导结晶器对中调整,提高生产效率。
47.同时也是一种提高连铸机结晶器对中检测精度的有效方式,检测数据排除人为因素和检测工具因素的干扰,更接近于设备实际情况。在当前国内外对连铸板坯质量和结晶器对中精度要求不断提升与对中工具不尽合理的矛盾下极具推广应用价值,对在同类工况条件下的精度检测也具有非常好的借鉴意义。
48.本技术领域中的普通技术人员应当认识到,以上的实施例仅是用来说明本发明,而并非用作为对本发明的限定,只要在本发明的实质精神范围内,对以上所述实施例的变化、变型都将落在本发明的权利要求书范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。