1.本技术涉及电子产品技术领域,特别是涉及一种粘合物、粘合方法及电子产品。
背景技术:
2.在电脑、平板电脑、手机或数字音频播放器等电子产品的制造过程中,经常需要在相邻两个部件之间设置粘合物,并通过压合的方式使相邻两个部件粘合。而目前在制造电子产品的过程中,容易出现粘合物在压合之后厚度不均匀的情况,导致相邻两个部件之间的贴合效果不佳,从而导致电子产品的稳定性不佳。
技术实现要素:
3.基于此,有必要针对粘合物在压合之后厚度不均匀,导致相邻两个部件贴合效果不佳的问题,提供一种粘合物、粘合方法及电子产品。
4.一种粘合物,用于电子产品,所述电子产品包括层叠设置的第一部件和第二部件,所述电子产品具有可操作区和至少部分地围绕所述可操作区的周边区,所述粘合物包括:第一粘合胶,用于将所述第一部件和所述第二部件粘合,且所述第一粘合胶位于所述可操作区;多个支撑颗粒,均匀分散于所述第一粘合胶内;以及支撑件,设于所述第一部件和所述第二部件之间,且所述支撑件位于所述周边区。
5.在一些实施例中,所述支撑颗粒的硬度为莫氏硬度7至9。
6.在一些实施例中,所述支撑颗粒包括氧化铝颗粒。
7.在一些实施例中,所述支撑颗粒与所述第一粘合胶的体积比为30%至50%。
8.在一些实施例中,所述支撑件的材质包括金属、碳纤维增强基复合材料中的一种或多种。
9.在一些实施例中,所述粘合物还包括第二粘合胶;所述第二粘合胶设于所述支撑件与所述第一部件之间;和/或,所述第二粘合胶设于所述支撑件与所述第二部件之间。
10.在一些实施例中,所述粘合物的厚度为5微米至15微米;和/或所述支撑颗粒的最大直径等于所述粘合物的厚度。
11.一种粘合方法,包括以下步骤:
12.提供电子产品的第一部件和第二部件;其中,所述电子产品具有可操作区和至少部分地围绕所述可操作区的周边区;
13.提供第一粘合胶、支撑件和多个支撑颗粒,并将多个支撑颗粒分散于所述第一粘合胶内,形成第一粘合层;
14.将所述第一粘合层和支撑件设于所述第一部件的一侧表面,并将所述第二部件叠设于所述第二粘合层背向所述第一部件的一侧表面以及所述支撑件背向所述第一部件的一侧表面;其中,所述第一粘合层位于所述可操作区,所述支撑件位于所述周边区。
15.在一些实施例中,所述将多个支撑颗粒分散于所述第一粘合胶内,形成第一粘合层的步骤具体包括:
16.利用超声波将多个所述支撑颗粒与所述第一粘合胶混合;
17.对多个所述支撑颗粒与所述第一粘合胶的混合物进行加热,以使所述第一粘合胶固化,并得到所述第一粘合层。
18.一种电子产品,包括如前述的粘合物。
19.上述粘合物,通过位于可操作区的第一粘合胶对第一部件和第二部件进行粘合,并在第一粘合胶内分散设置多个支撑颗粒,以提高杨氏模量、提升散热性能,并避免第一粘合胶厚度过薄。基于此,进一步在第一部件和第二部件之间设置位于周边区的支撑件,利用支撑件在第一部件和第二部件之间进行支撑,且支撑的部位位于周边区,使压合过程中第一粘合胶受力更均匀,从而使压合后第一粘合胶厚度均匀,以保障第一部件和第二部件之间进行良好地粘合,进而保障电子产品具备良好的抗震性和稳定性。
附图说明
20.图1为本技术一实施例的粘合物的结构示意图;
21.图2为图1中粘合物的使用过程示意图;
22.图3为采用传统粘合物将两片刚性物进行压合后得到的胶体厚度曲线图;
23.图4为采用本技术实施例中的粘合物将两片刚性物进行压合后得到的胶体厚度曲线图;
24.图5为本技术一实施例中粘合方法的流程框图。
25.附图标号说明:
26.10:
ꢀꢀꢀꢀꢀꢀꢀꢀ
可操作区
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
300:
ꢀꢀꢀꢀꢀꢀꢀ
第一粘合胶
27.20:
ꢀꢀꢀꢀꢀꢀꢀꢀ
周边区
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
400:
ꢀꢀꢀꢀꢀꢀꢀ
支撑颗粒
28.100:
ꢀꢀꢀꢀꢀꢀꢀ
第一部件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
500:
ꢀꢀꢀꢀꢀꢀꢀ
支撑件
29.200:
ꢀꢀꢀꢀꢀꢀꢀ
第二部件
具体实施方式
30.为使本技术的上述目的、特征和优点能够更加明显易懂,下面结合附图对本技术的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本技术。但是本技术能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本技术内涵的情况下做类似改进,因此本技术不受下面公开的具体实施例的限制。
31.在本技术的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
32.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本技术的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
33.在本技术中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等
术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
34.在本技术中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
35.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“上”、“下”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
36.在电脑、平板电脑、手机或数字音频播放器等电子产品的制造过程中,经常需要在相邻两个部件之间设置粘合物,并通过压合的方式使相邻两个部件粘合。在粘合面积较大的情况下,若粘合物分布不均匀,会导致粘合后的杨氏模量不均匀,因此对粘合均匀性要求较高。而目前在制造电子产品的过程中,容易出现粘合物在压合之后厚度不均匀的情况,导致相邻两个部件之间的贴合效果不佳,从而导致电子产品的稳定性不佳。
37.为解决上述问题,本技术实施例提供一种粘合物,通过在粘合胶内分散设置多个支撑颗粒,利用支撑颗粒提高杨氏模量、提升散热性能,并避免第一粘合胶厚度过薄,并在此基础上进一步在粘合胶的周围设置支撑件,利用支撑件在压合过程中起到支撑作用,使得粘合胶受力更均匀,以保障粘合胶压合后厚度均匀,从而提升电子产品的抗震性和稳定性。
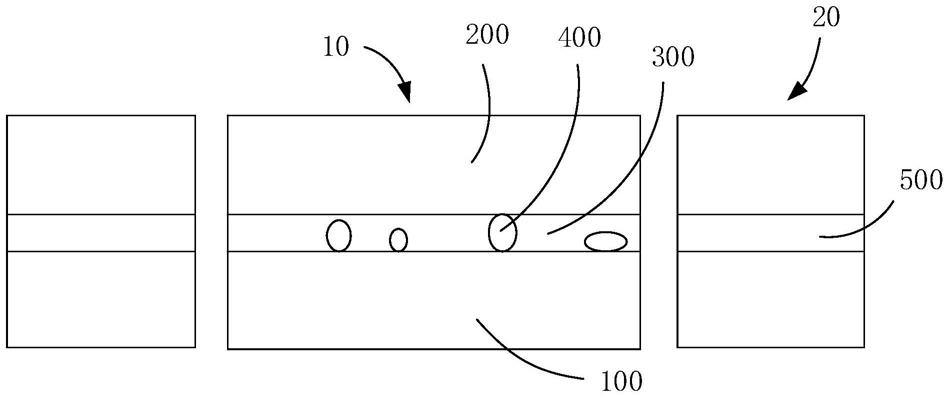
38.图1示出了本技术一实施例中的粘合胶的结构示意图,图2示出了图1中粘合物的使用过程示意图。
39.参阅图1和图2,本技术一实施例提供了的粘合物,电子产品包括层叠设置的第一部件100和第二部件200,电子产品具有可操作区10和至少部分地围绕可操作区10的周边区20。该粘合物包括第一粘合胶300、支撑件500以及多个支撑颗粒400。第一粘合胶300用于将第一部件100和第二部件200粘合,且第一粘合胶300位于可操作区10;多个支撑颗粒400分散于第一粘合胶300内;支撑件500设于第一部件100和第二部件200之间,且支撑件500位于周边区20。
40.本技术实施例提供的粘合物,通过位于可操作区10的第一粘合胶300对第一部件100和第二部件200进行粘合,并在第一粘合胶300内分散设置多个支撑颗粒400,以提高杨氏模量、提升散热性能,并避免第一粘合胶300厚度过薄。基于此,进一步在第一部件100和第二部件200之间设置位于周边区20的支撑件500,利用支撑件500在第一部件100和第二部件200之间进行支撑,且支撑的部位位于周边区20,使压合过程中第一粘合胶300受力更均匀,从而使压合后第一粘合胶300厚度均匀,以保障第一部件100和第二部件200之间进行良好地粘合,进而保障电子产品具备良好的抗震性和稳定性。其中,第一粘合胶300可以是环
氧树脂胶或者daf膜(die attach film,晶片黏结薄膜)。
41.在一些实施例中,支撑颗粒400的硬度为莫氏硬度7至9。可以理解的是,当支撑颗粒400的硬度过低时,支撑颗粒400在第一粘合胶300内所起到的支撑作用不佳,而当支撑颗粒400的硬度过高时,则可能会在压合过程中对第一部件100和第二部件200造成损伤。本技术实施例是支撑颗粒400的硬度为莫氏硬度7至9,实现在避免支撑颗粒400在压合过程中对第一部件100和第二部件200造成损伤的同时,提升支撑颗粒400在第一粘合胶300内的支撑效果。
42.在一些实施例中,支撑颗粒400包括氧化铝颗粒,利用氧化铝颗粒在第一粘合胶300内进行支撑,以提高杨氏模量、提升散热性能,并避免第一粘合胶300厚度过薄。
43.在一些实施例中,支撑颗粒400与第一粘合胶300的体积比为30%至50%。可以理解的是,支撑颗粒400与第一粘合胶300的体积比越大,支撑颗粒400所起到的支撑效果越强,但支撑颗粒400与第一粘合胶300的体积比越大,第一粘合胶300的量就越少,粘合力就越弱。本技术实施例将支撑颗粒400与第一粘合胶300的体积比限定为30%至50%,一方面,保障支撑颗粒400在第一粘合胶300内起到良好的支撑作用,另一方面,保障第一粘合加对第一部件100和第二部件200的粘合效果较好。
44.在一些实施例中,支撑件500的材质包括金属、碳纤维增强基复合材料中的一种或多种。例如,在一具体实施例中,支撑件500的材质为铜,利用铜在第一部件100和第二部件200之间进行支撑,且支撑的部位位于周边区20,使得第一粘合胶300在压合过程中的受力更均匀,从而使压合后第一粘合胶300厚度均匀,以保障第一部件100和第二部件200之间进行良好地粘合,进而保障电子产品具备良好的抗震性和稳定性。
45.在一些实施例中,粘合物还包括第二粘合胶,第二粘合胶设于支撑件500与第一部件100之间。通过设置第二粘合胶将支撑件500与第一部件100进行局部或者全部粘合,使得支撑件500在压合过程中能够更好地固定,不容易发生偏移,从而更好地起到均匀支撑的作用。
46.在一些实施例中,粘合物还包括第二粘合胶,第二粘合胶设于支撑件500与第二部件200之间。通过设置第二粘合胶将支撑件500与第二部件200进行局部或者全部粘合,使得支撑件500在压合过程中能够更好地固定,不容易发生偏移,从而更好地起到均匀支撑的作用。
47.在一些实施例中,粘合物还包括第二粘合胶,支撑件500与第一部件100之间以及支撑件500与第二部件200之间均设有第二粘合胶。通过设置第二粘合胶将支撑件500与第一部件100进行局部或者全部粘合,并将支撑件500与第二部件200进行局部或者全部粘合,使得支撑件500在压合过程中能够更好地固定,不容易发生偏移,从而更好地起到均匀支撑的作用。
48.在一具体实施例中,第二粘合胶的材质为压敏胶(pressure sensitive adhesive,psa)。利用压敏胶在支撑件500与第一部件100之间以及支撑件500与第二部件200之间进行粘接固定,使得支撑件500在压合过程中不容易发生偏移,从而更好地起到均匀支撑的作用。
49.在一些实施例中,粘合物的厚度为5微米至15微米。粘合物的厚度在此范围内时,通过该粘合物粘合得到的产品的谐振频率稳定,从而提升产品的稳定性。
50.在一些实施例中,支撑颗粒400的最大直径等于粘合物的厚度。进一步地,支撑颗粒400的形状规则或者不规则,多个支撑颗粒400的形状相同或者相异。当支撑颗粒400的形状不规则,支撑颗粒400在某一方向的尺寸最大,且该方向与粘合物的厚度方向一致时,支撑颗粒400在该方向的尺寸与粘合物的厚度相等,能够保障支撑颗粒400不伸出第一粘合胶300外,同时又能够最大化地提升支撑颗粒400在第一粘合胶300内的支撑效果。具体地,支撑颗粒400的形状可以是球形、椭球形、立方体形或者其结合形状,在此不做限定。
51.在一些实施例中,粘合物的厚度为5微米至15微米,支撑颗粒400的最大直径等于粘合物的厚度。通过设置粘合物的厚度为5微米至15微米,使得由该粘合物粘合得到的产品的谐振频率稳定,从而提升产品的稳定性。同时,设置支撑颗粒400的最大直径等于粘合物的厚度,在保障支撑颗粒400不伸出第一粘合胶300外的情况下,最大化地提升支撑颗粒400在第一粘合胶300内的支撑效果。
52.一些电子产品不具有周边区20或者周边区20非常窄,如全面屏手机,基于此,在利用粘合物对第一部件100和第二部件200进行粘合的过程中,通过治具模拟电子产品的周边区20,将支撑件500设于治具上,粘合完成后,治具和支撑件500可重复利用。
53.需要注意的是,本技术实施例中,粘合物对第一部件100和第二部件200的贴合面积较大,例如,在一具体实施例中,贴合面积为10800mm2。在贴合面积较大的情况下,粘合后的胶体厚度更容易出现不均匀的情况,而本技术实施例提供的粘合物,通过支撑颗粒400和支撑件500的设置,使得第一部件100和第二部件200之间进行良好地粘合,从而保障电子产品具备良好的抗震性和稳定性。
54.为了更加量化地说明本技术实施例提供的粘合物压合后的均匀性,本技术发明人在温度为24℃
±
2℃,湿度为50%
±
10%的室内环境如无尘车间内,采用以下方法进行实验验证:
55.获取铜片、氧化铝颗粒和环氧树脂胶,将氧化铝颗粒与环氧树脂胶混合,得到混合胶;
56.获取两片刚性物,如两片不锈钢,分别记为第一刚性物和第二刚性物,第一刚性物模拟第一部件100,第二刚性物模拟第二部件200;其中,第一刚性物的中间区域和第二刚性物的中间区域对应电子产品的可操作区10,第一刚性物的边缘区域和第二刚性物的边缘区域对应电子产品的周边区20,可操作区10和周边区20连续或者间断;
57.将混合胶设置在第一刚性物的一侧表面,并将铜片围绕混合胶的周围排布;
58.将第二刚性物叠设在混合胶和铜片上;
59.采用硬对硬贴合方式进行热压固化;
60.截面切片并测量胶体厚度数据。
61.图3示出了采用传统粘合物将两片刚性物进行压合后得到的胶体厚度数据,图4示出了采用本技术实施例中的粘合物将两片刚性物进行压合后得到的胶体厚度数据。图3和图4中横坐标表示样品编号,纵坐标表示样品厚度,单位为微米(μm)。
62.参阅图3和图4,可以看出,同样制成进行压合后,采用本技术实施例提供的粘合物得到的胶体厚度均匀性相较于采用传统粘合物得到的胶体厚度提高25%,cpk由0提升至1.12,其中,cpk指的是过程能力指数(process capability index),表示过程能力满足技术标准(例如规格、公差)的程度。此处具体是指采用本技术实施例提供的粘合物得到的胶
体厚度稳定保持在规格内(如图4),而采用传统粘合物得到的胶体厚度难以控制在规格内,且胶体厚度随机性较大(如图3)。
63.图5示出了本技术一实施例中粘合方法的流程框图。
64.参阅图2和图5,基于目前粘合物在压合之后厚度不均匀,导致相邻两个部件贴合效果不佳的问题,本技术还提供一种粘合方法,该粘合方法包括以下步骤:
65.步骤s1、提供电子产品的第一部件和第二部件;其中,电子产品具有可操作区和至少部分地围绕可操作区的周边区;
66.步骤s2、提供第一粘合胶、支撑件和多个支撑颗粒,并将多个支撑颗粒分散于第一粘合胶内,形成第一粘合层;
67.步骤s3、将第一粘合层和支撑件设于第一部件的一侧表面,并将第二部件叠设于第二粘合层背向第一部件的一侧表面以及支撑件背向第一部件的一侧表面;其中,第一粘合层位于可操作区,支撑件位于周边区。
68.本技术实施例提供的粘合方法,通过在第一粘合胶300内混合多个支撑颗粒400,形成第一粘合层,并将第一粘合层和支撑件500设于第一部件100的一侧表面,再将第二部件200叠设于第二粘合层背向第一部件100的一侧表面以及支撑件500背向第一部件100的一侧表面,其中,第一粘合层位于可操作区10,支撑件500位于周边区20,利用多个支撑颗粒400提高杨氏模量、提升散热性能,并避免第一粘合胶300厚度过薄,并利用支撑件500在第一部件100和第二部件200之间进行支撑,且支撑的部位位于周边区20,使压合过程中第一粘合胶300受力更均匀,从而使压合后第一粘合胶300厚度均匀,以保障第一部件100和第二部件200之间进行良好地粘合,进而保障电子产品具备良好的抗震性和稳定性。
69.在一些实施例中,将多个支撑颗粒分散于第一粘合胶内,形成第一粘合层的步骤具体包括:
70.利用超声波将多个支撑颗粒与第一粘合胶混合;
71.对多个支撑颗粒与第一粘合胶的混合物进行加热,以使第一粘合胶固化,并得到第一粘合层。
72.利用超声波使多个支撑颗粒400与第一粘合胶300充分混合,以使多个支撑颗粒400更均匀地分散在第一粘合胶300内,然后通过加热使第一粘合胶300固化,从而支撑颗粒400和第一粘合胶300保持混合均匀后的状态,即得到的第一粘合层内支撑颗粒400分布均匀。具体地,对多个支撑颗粒400与第一粘合胶300的混合物加热固化的时间可以是30分钟,加热温度可以是120℃,在其他实施例中,加热温度可超过200℃。
73.基于目前粘合物在压合之后厚度不均匀,导致相邻两个部件贴合效果不佳的问题,本技术还提供一种电子产品,该电子产品包括如前述的粘合物。由于该电子产品包括上述粘合物的全部技术特征,因此,该电子产品具备上述实施例中的全部技术效果,在此不再赘述。
74.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
75.以上所述实施例仅表达了本技术的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来
说,在不脱离本技术构思的前提下,还可以做出若干变形和改进,这些都属于本技术的保护范围。因此,本技术专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。