1.本发明涉及电磁热熔夹具异常检测技术领域,特别涉及一种电磁热熔焊机自动检测电磁热熔夹具异常的方法。
背景技术:
2.钢塑复合管是以高强度钢管和无规共聚聚丙烯塑料为原材料,以高强度钢管作为芯层,以无规共聚聚丙烯塑料为内,外层,而形成整体管壁的一种新型复合结构壁管材。电磁热熔焊机输出高频交变电流,当高频电流通过加热线圈时产生交变磁场,磁性物体(钢塑管的钢管层)置于磁场中切割交变磁力线,从而在钢管层产生交变电流(即涡流),涡流使钢管层的原子高速无规则运动,原子相互碰撞摩擦产生热能,热量通过热传导使管材内外层以及钢塑管件的内外壁发生熔融、结合,达到管材与管件相连接的目的。电磁热熔焊接机与电磁热熔夹具配套在建筑工地上使用,由于施工环境比较复杂,电磁热熔夹具的风扇会产生损坏、电磁热熔夹具的加热线圈会烧坏等异常,如果电磁热熔夹具发生以上异常情况,继续使用异常的电磁热熔夹具,会导致管材管件熔接质量不可靠,存在虚焊、过焊等情况,埋下质量隐患。
技术实现要素:
3.本发明的目的在于提供一种电磁热熔焊机自动检测电磁热熔夹具异常的方法,以解决上述背景技术中提出的问题。
4.为实现上述目的,本发明提供如下技术方案:一种电磁热熔焊机自动检测电磁热熔夹具异常的方法,涉及到检测的设备,包括电磁热熔焊机、夹具加热线圈、夹具散热风扇和焊机与夹具的连接线,电磁热熔焊机通过焊机与夹具的连接线接在夹具加热线圈上,夹具散热风扇朝向夹具加热线圈,包括以下步骤:
5.s1:电磁热熔焊机开机后,mcu控制夹具散热风扇的开关打开,电流检验模块检验检测夹具风扇工作的电流i1;
6.s2:mcu将检测夹具散热风扇的电流值i1与预设电流阈值i0进行比较,若电流值大于或小于设置的电流阈值范围,则判断夹具散热风扇异常,mcu做出夹具散热风扇异常的处理;若电流值在电流阈值范围内,则进行下一步工作。
7.s3:电磁热熔焊机开始加热工作后,计时器开始计时,当计时器记得时间t1超过t0时,开始检测夹具的驱动频率f1;
8.s4:mcu将检测的驱动频率f1与预设置频率f0进行比较,若驱动频率不在设置的频率阈值范围内,则判断夹具加热线圈异常,mcu做出夹具加热线圈异常处理,若驱动频率在频率阈值范围内,则返回到驱动频率的检测步骤。
9.进一步地,mcu异常处理的方式为:通过电磁热熔焊机显示屏显示警告代码,和/或通过mcu控制电磁热熔焊机停止加热工作。
10.进一步地,电磁热熔焊机的正面上安装有显示屏、指示灯以及控制开关,电磁热熔
焊机的侧面连接有接口,焊机与夹具的连接线的一端接入接口,焊机与夹具的连接线的另一端与电磁热熔夹具连接。
11.进一步地,电磁热熔夹具包括主座、夹板和导热板,主座的中部设有容纳夹具散热风扇的风孔;
12.所述主座呈y型,并且主座分叉的一端口通过销轴与夹板的一端活动连接,夹具加热线圈置于主座和夹板内,夹板绕销轴旋转与主座形成开闭的夹具,夹具加热线圈与夹具散热风扇均与夹具的连接线导通。
13.进一步地,电磁热熔焊机中设置mcu、计时器、谐振电路、驱动频率检测和电流检验模块,其中,接口与电磁热熔焊机中mcu、计时器、谐振电路、驱动频率检测和电流检验模块通过导线分别与夹具加热线圈与夹具散热风扇连接,mcu内预设置各个规格电磁热熔夹具的驱动频率阈值、夹具散热风扇的工作电流阈值以及预设置时间。
14.进一步地,夹具散热风扇的风孔与放置夹具加热线圈的主座和夹板之间通过气流通道连通,并在气流通道内设有防护组件。
15.进一步地,防护组件包括导向外弧板、导向内弧板、齿轮、齿条和防护板,导向外弧板和导向内弧板贴合在风孔的内壁上,并且导向外弧板和导向内弧板之间留有弧槽,齿条沿着导向外弧板的内壁设置,齿条固定在防护板的一端,防护板插入导向外弧板和导向内弧板的弧槽内,齿条与齿条啮合,夹具散热风扇驱动工作时,齿条旋转带动防护板缩入弧槽内,夹具散热风扇停止工作,齿条旋转带动防护板隔断气流通道。
16.与现有技术相比,本发明的有益效果是:
17.1、本发明提出的一种电磁热熔焊机自动检测电磁热熔夹具异常的方法,通过检测夹具散热风扇的工作电流来判断夹具散热风扇的状态,从而能有效防止电磁热熔夹具过热,对夹具加热线圈造成损坏或缩短使用寿命。通过检测电磁热熔夹具的驱动频率来判断夹具的状态,从而能有效防止故障电磁热熔夹具对管材进行加热,故障电磁热熔夹具对管材加热会使管材过热或管材加热不够;使管材在使用中存在质量隐患。
18.2、本发明提出的一种电磁热熔焊机自动检测电磁热熔夹具异常的方法,通过防护板的移动,实现工作时将气流通道导通,夹具散热风扇产生的气流流过夹具加热线圈的外侧,将热量从散热孔带出,避免内部温度过高,设备发生损坏,不工作时将气流通道切断,避免外部灰尘顺着散热孔流入夹具散热风扇所在区域,导致夹具散热风扇的旋转处发生阻塞,工作的电流发生变化,导致检测的数据发送偏差,影响判断异常的准确度。
附图说明
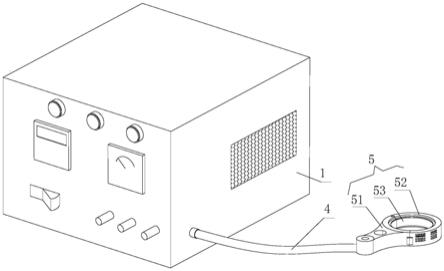
19.图1为本发明的整体立体图;
20.图2为本发明的电磁热熔夹具剖视图;
21.图3为本发明的图2的a处放大图;
22.图4为本发明的流程图。
23.图中:1、电磁热熔焊机;2、夹具加热线圈;3、夹具散热风扇;4、焊机与夹具的连接线;5、电磁热熔夹具;51、主座;52、夹板;53、导热板;6、防护组件;61、导向外弧板;62、导向内弧板;63、齿轮;64、齿条;65、防护板。
具体实施方式
24.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.请参阅图4,一种电磁热熔焊机自动检测电磁热熔夹具异常的方法,涉及到检测的设备,包括电磁热熔焊机1、夹具加热线圈2、夹具散热风扇3和焊机与夹具的连接线4,电磁热熔焊机1通过焊机与夹具的连接线4接在夹具加热线圈2上,夹具散热风扇3朝向夹具加热线圈2,包括以下步骤:
26.步骤一:电磁热熔焊机1开机后,mcu控制夹具散热风扇3的开关打开,电流检验模块检验检测夹具风扇工作的电流i1;
27.步骤二:mcu将检测夹具散热风扇3的电流值i1与预设电流阈值i0进行比较,若电流值大于或小于设置的电流阈值范围,则判断夹具散热风扇3异常,mcu做出夹具散热风扇3异常的处理;若电流值在电流阈值范围内,则进行下一步工作。
28.步骤三:电磁热熔焊机1开始加热工作后,计时器开始计时,当计时器记得时间t1超过t0时,开始检测夹具的驱动频率f1;
29.步骤四:mcu将检测的驱动频率f1与预设置频率f0进行比较,若驱动频率不在设置的频率阈值范围内,则判断夹具加热线圈2异常,mcu做出夹具加热线圈2异常处理,若驱动频率在频率阈值范围内,则返回到驱动频率的检测步骤。
30.mcu异常处理的方式为:通过电磁热熔焊机1显示屏显示警告代码,和/或通过mcu控制电磁热熔焊机1停止加热工作。
31.一、当电磁热熔夹具5的夹具散热风扇3发生异常时,夹具散热风扇3的工作电流会发生较大改变,通过检测夹具散热风扇3的工作电流来判断夹具散热风扇3的状态,从而能有效防止电磁热熔夹具5过热,对夹具加热线圈2造成损坏或缩短使用寿命。
32.二、当电磁热熔夹具5的夹具加热线圈2烧坏或电感量发生变化,电磁热熔夹具5的驱动频率会发生较大改变,通过检测电磁热熔夹具5的驱动频率来判断夹具的状态,从而能有效防止故障电磁热熔夹具5对管材进行加热,故障电磁热熔夹具5对管材加热会使管材过热或管材加热不够;使管材在使用中存在质量隐患。
33.请参阅图1,电磁热熔焊机1的正面上安装有显示屏、指示灯以及控制开关,电磁热熔焊机1的侧面连接有接口,焊机与夹具的连接线4的一端接入接口,焊机与夹具的连接线4的另一端与电磁热熔夹具5连接。
34.请参阅图2,电磁热熔夹具5包括主座51、夹板52和导热板53,主座51的中部设有容纳夹具散热风扇3的风孔;
35.主座51呈y型,并且主座51分叉的一端口通过销轴与夹板52的一端活动连接,夹具加热线圈2置于主座51和夹板52内,夹板52绕销轴旋转与主座51形成开闭的夹具,通过开闭实现夹持的目的,夹具加热线圈2与夹具散热风扇3均与夹具的连接线4导通,通过设置的夹具的连接线4将夹具加热线圈2与夹具散热风扇3实时被电磁热熔焊机1中监控。
36.电磁热熔焊机1中设置mcu、计时器、谐振电路、驱动频率检测和电流检验模块,其中,接口与电磁热熔焊机1中mcu、计时器、谐振电路、驱动频率检测和电流检验模块通过导
线分别与夹具加热线圈2与夹具散热风扇3连接,mcu内预设置各个规格夹具的驱动频率阈值、夹具散热风扇3的工作电流阈值以及预设置时间,mcu内预设各个规格夹具的驱动频率阈值f0(例如,该值根据不同规格的夹具而有不同的设定值,如:dn40规格的频率范围为25-27khz)、夹具散热风扇3工作的电流阈值i0(例如风扇的电流范围0.25-0.28a)以及预设时间t0=12s。
37.夹具散热风扇3的风孔与放置夹具加热线圈2的主座51和夹板52之间通过气流通道连通,主座51和夹板52的外壁上还设有散热孔,夹具加热线圈2与散热孔连通,并在气流通道内设有防护组件6。
38.请参阅图3,防护组件6包括导向外弧板61、导向内弧板62、齿轮63、齿条64和防护板65,导向外弧板61和导向内弧板62贴合在风孔的内壁上,并且导向外弧板61和导向内弧板62之间留有弧槽,齿条64沿着导向外弧板61的内壁设置,齿条64固定在防护板65的一端,防护板65插入导向外弧板61和导向内弧板62的弧槽内,齿条64与齿条64啮合,夹具散热风扇3驱动工作时,齿条64旋转带动防护板65缩入弧槽内,夹具散热风扇3停止工作,齿条64旋转带动防护板65隔断气流通道,通过防护板65的移动,实现工作时将气流通道导通,夹具散热风扇3产生的气流流过夹具加热线圈2的外侧,将热量从散热孔带出,避免内部温度过高,设备发生损坏,不工作时将气流通道切断,避免外部灰尘顺着散热孔流入夹具散热风扇3所在区域,导致夹具散热风扇3的旋转处发生阻塞,则夹具散热风扇3旋转频率发生改变,通电线圈在磁场力的作用下产生转动。如果不转动的话电能不能转化为机械能。磁场不在线圈上产生感应电压。那么久只是将导线接入电路而已。电流肯定是会增大很多的,工作的电流发生变化,导致检测的数据发送偏差,影响判断异常的准确度。
39.综上所述;本发明的电磁热熔焊机自动检测电磁热熔夹具异常的方法,当电磁热熔夹具5的夹具散热风扇3发生异常时,夹具散热风扇3的工作电流会发生较大改变,通过检测夹具散热风扇3的工作电流来判断夹具散热风扇3的状态,从而能有效防止电磁热熔夹具5过热,对夹具加热线圈2造成损坏或缩短使用寿命。当电磁热熔夹具5的夹具加热线圈2烧坏或电感量发生变化,电磁热熔夹具5的驱动频率会发生较大改变,通过检测电磁热熔夹具5的驱动频率来判断夹具的状态。
40.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明披露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
