用于制造高压管的方法
1.本技术是申请日为2016年12月16日、国家申请号为201680074532.7(pct申请号为pct/ep2016/081554)、发明名称为“用于制造高压管的方法”的发明专利申请的分案申请。
技术领域
2.本发明涉及一种用于制造管的方法。
背景技术:
3.在许多技术领域中,像例如在用于内燃机的喷油技术和化学工业中,使用管线路,它们加载有高压力并且必须长期承受住这样的压力。在此,管线路的静压负荷(即,时间上和空间上保持不变的压力负荷)和管线路的动压负荷(即,时间上和/或空间上变化的压力负荷)有所区别。在许多技术应用领域中,引导压力的构件承受时间上和空间上变化的、部分地也是周期性脉动的压力负荷,从而它们视负荷级而定地由比受静压负荷的构件明显更高的要求或压力负荷能力而决定。这在相同的结构类型中导致的是,受动压负荷的构件引起更快的磨损并且与在受静压负荷的构件的情况下相比必须更为频繁地更换。在此,磨损度依赖于各个负荷因子,像例如压力变换的频率和最大压力与最小压力之差,即压力增量。
4.构件的抗静压性能主要依赖于机械特性,像例如所使用的材料的屈服强度和抗拉强度,而在抗动压性能中还添加有其他的重要的参量,像例如材料的可延展性(断裂延长)、构件的壁中的已经存在的裂缝的深度、纯度、微管结构和表面质量。
5.管和其它构件的故障通常由于裂纹的严重的增长,例如其方式是:管内面的裂纹蔓延直至管外面。在此,裂纹可能由于局部的应力集中而出现,在例如以晶体缺陷形式的材料缺陷处和在粗糙表面处由于应力尖峰而出现,或者已经存在的裂缝由于压力负荷而持续发展。因此,受动压负荷的部件的磨损尤其由每个压力波动时的裂纹的增长和材料特性确定,其中,良好的表面质量可以明显降低裂纹形成的可能性。
6.为了实现管和其它构件在动压负荷下的高抗压性,以如下方式选定要制造的管和构件的原材料,即,它们优化上文提到的重要的影响因子。同样也经常考虑到例如通过自增强的材料特性的补充改进。
7.为了在较长时间段内承受住15000巴的压力,除了相应地选定合适的材料之外,管的壁厚也是在制造管时的重要因子。管的壁厚通过从管外直径减去管内直径计算出。在相同的材料组成下,管的抗压性随着管的壁厚增加而增加,因为在壁厚增加时裂纹从管的内壁到管的外壁的生长持续更长时间。因此往往在高压技术中使用厚壁的管。
8.因此,存在用于制造高压技术中的如下管的方法的需求,其具有改进的抗动压性能或管的改进的使用寿命。
技术实现要素:
9.本发明的任务在于,提供一种用于制造管的方法,其中,外管和内管实现了彼此持续的稳定的机械连接。
10.本发明的另一任务在于,提供一种用于制造具有内周面的高表面质量的管的方法。
11.本发明的另一任务在于,提供一种制造具有内周面的高表面质量的管的方法。
12.上述任务中的至少一个通过具有如下步骤的用于制造管的方法来解决:提供由金属构成的具有第一内直径和第一外直径的内管,提供由金属构成的具有第二内直径和第二外直径的外管,其中,第一外直径小于第二内直径,将内管引入到外管中,使得内管在外管之中延伸,通过将内管和外管共同拉伸穿过第一拉伸型模,其中,将第二内直径减小,从而导致外管与内管的力锁合(kraftschl
ü
ssig)的连接。
13.一种用于单个金属管的型材改型的典型方法是将这样的型材拉伸穿过成型的拉伸型模,这通常在拉伸床上实现。在此,工件在工件的起始端由卡夹装置夹紧并且被拉伸穿过拉伸型模。当拉伸型模在改型之后限定工件的外周时,在空心的、纵向延展的工件,即尤其是管或空心型材改型时,除了拉伸型模之外可以附加地设置第二模具,第二模具布置在要改型的工件之中。这样的用于通过拉伸进行冷改型的第二模具要么是活动的栓塞或拉伸芯,要么栓塞或拉伸芯保持在工件内部中的杆上作为拉伸内模具。
14.拉伸机的原理是:使要改型的工件穿过拉伸型模从出口侧拉出,其中,工件在改型之前具有比拉伸型模更大的周长。因此需要的是,在出口侧,即沿着工件的拉伸或运动方向在拉伸型模后方,可以将拉伸力导入到工件中。为此,拉伸机具有拉伸装置,其具有以能相对于拉伸型模运动的方式受驱动的夹紧装置。夹紧装置在拉伸期间抓握工件并且导入拉伸力。
15.根据本发明,将内管引入到外管中,使得内管在外管中延伸,并且将内管和外管共同地拉伸通过拉伸床的拉伸型模。在本发明的意义下,该拉伸型模被称为第一拉伸型模。在此,在一个实施方式中,不存在例如栓塞或拉伸芯那样的内模具,因此在所谓的空心拉伸时仅使要制造的管的外直径减少且平滑。因此要制造的管的壁厚从绝对上看产生减小,但是在此不对要制造的管的内面施加任何影响。
16.然而,拉伸型模的拉伸过程以减少的形式不仅影响第二外直径,即,即外管的外直径,而且影响第二内直径,即,外管的内直径。此外,由在拉伸通过拉伸型模的期间出现的力实现了外管与内管的力锁合的连接。
17.力锁合的连接原则上通过力传递来产生,例如以压力或摩擦力的形式。在此,力锁合的连接的牢固纯粹通过作用力来确保。
18.根据本发明的方法相比于由现有技术已知的方法具有一些优点:
19.(1)在将内管和外管共同拉伸穿过拉伸型模时,在两个管之间产生力锁合的连接,其防止了内管和外管在轴向方向上的滑移,而在径向方向上存在形状锁合(formschluss)。在内管与外管之间的持续稳定且完整的连接尤其在将这样的所谓的双壁管使用在高压技术中时起到重要作用。如果没有该持续稳定且完整的连接,例如由于在内管与外管之间存在气隙或间隙,或者由于在两个管之间缺少力锁合,那么这在双壁管遭受高压力时导致内管由于裂纹的持续发展而明显更易于破裂。
20.(2)制造根据本发明的双壁管,即由外管和内管构成的管,导致了,制造的管一方面具有足够大的壁厚,并且另一方面同时也具有外周面的非常高的表面品质,以及特别是内周面的非常高的表面品质。只有满足这两个要求时,当管加载以超过12000巴的压力时才
能实现对要制造的管的足够高的保护,以防破裂。在拉伸之后由外管和内管的壁厚之和得到的很大的壁厚增加了管的抗压性,这是因为裂缝直至它们持续发展到外周面上必须在内周面上经过更大的距离。此外,内管与外管之间的力锁合的连接用于使得裂纹不会沿着在内管与外管之间的接触面延展并且不会在最坏情况下使内管破裂。此外在一个实施方式中,在原始材料(即,所进入的管)的冷状态下对内管和外管进行共同拉伸。由此,要制造的管的强度以及尺寸和表面质量相对于在其中要加工的管被加热的方法有所增加。在管的冷改型时不出现由于管的非均匀受热引起的温度梯度和材料缺陷或晶体缺陷,该温度梯度导致在管的金属结构中的畸变,该材料缺陷或晶体缺陷由于温度升高而扩大。通过在拉伸床中的冷改型,因此可以制造具有高表面品质的高度精确的管,然而这只能达到特定的最大壁厚。如果要拉伸的管的壁厚超过该最大壁厚,表面品质就急剧下降。通过根据本发明在内管和外管共同拉伸通过拉伸型模之前彼此分开地制作内管和外管,可以实现的是,制造内管的具有高表面品质的内周面并且仍然为管提供高抗压强度所需的壁厚。因此,根据本发明的方法通过将一方面是要制造的管的很大的壁厚的要求与另一方面是要制造的管的内周面的高表面品质的要求进行组合而特别适合于制造具有针对高压力明显改进的抗动压性能的管。
21.在本发明的一个实施方式中,第一拉伸型模的成型的内面的模具直径、外管的第二外直径、外管的第二内直径、内管的第一外直径和内管的第一内直径以如下方式选择,即,在通过将外管和在其中延伸的内管共同拉伸穿过第一拉伸型模时使内管的第一内直径减小至多5%。
22.这个5%的上限值是通过如下得到的,即,在超过该上限值时导致内管的内周面的在变形意义上的不希望的改变。在此,沿内管纵向方向的至少一个定位处的改变在内管横截面中观察的型廓与第一内直径的平均值偏差至多5%。在一个实施方式中,沿内管纵向方向的至少一个定位处的改变在内管横截面中观察的型廓与第一内直径的平均值偏差至多3%。在另一个实施方式中,该偏差为至多1%。
23.对模具直径以及外管和内管的第一和第二外直径和内直径的这样的要求用于实现,在将外管和在其中延伸的内管共同拉伸穿过拉伸型模时引起的力锁合对内周面的表面特性几乎没有影响或在最好的情况下完全没有影响。这是重要的,因为内管的内周面的高表面质量不应该由于拉伸穿过第一拉伸型模而受到不利影响。上述各个直径的自由选择具有如下优点,即通过拉伸穿过第一拉伸型模而引起的力锁合能以能选定的方式设定。因此,力锁合可以最优地调整到内管和外管的相应的材料特性上。这又能够实现要制造的双壁管的期望的特性,例如在内管与外管之间的由于力锁合而引起的持续稳定且完整的连接和因此提高的抗动压性能,这依赖于所使用的内管和外管的各自的初始条件。
24.在本发明的一个实施方式中,通过将外管和在其中延伸的内管共同拉伸穿过第一拉伸型模使内管的第一外直径减小至少0.01mm且至多0.3mm。内管的第一外直径的减小的值是针对所出现的力锁合的度量。内管的第一外直径的减小越多,内管与外管之间出现的力锁合的连接就越强。
25.在根据本发明的方法的另一实施方式中,在将外管和在其中延伸的内管共同拉伸穿过第一拉伸型模之后,内管被冷作硬化并且具有至少为900n的抗拉强度。在一个实施方式中,在共同拉伸之后,内管具有至少1050n的抗拉强度。在这种情况下,抗拉强度被理解为
内管原材料在内管断裂或撕裂之前能承受的最大的机械拉伸应力。
26.在根据本发明的方法中,内管的冷作硬化可以在制造内管时就已经进行,即,在共同拉伸通过第一拉伸型模之前。然而,内管的冷作硬化也可能由于将外管和内管共同拉伸穿过第一拉伸型模而实现,或者可能由于内管的制造与共同的拉伸的组合而出现。通过冷作硬化,通常实现与在热输送下的改型相比非常小的尺寸公差和良好的表面特性。在将外管和内管共同拉伸穿过第一拉伸型模之后存在的内管的冷作硬化具有的优点是,冷作硬化导致原材料强度增加。这可以通过以下事实来解释,即位错密度由于塑性变形而增加,并且位错因此使得在它们运动时彼此阻碍。由此,屈服强度和强度增加。为了在冷作硬化后进一步使内管变形,需要明显更大的应力。当要根据本发明的方法制造的管承受高压时,这是特别有利的,因为内管的冷作硬化导致抗压性的明显增加。因此,要根据本发明制造的管适合在高压下使用。
27.在本发明的一个实施方式中,内管的第一外直径在将外管和在其中延伸的内管共同拉伸穿过第一拉伸型模之前处于6.25mm至6.45mm的范围内,并且在共同拉伸之后处于6.08mm至6.28mm的范围内,其中,内管的第一外直径(d2)通过共同拉伸而减小。
28.在本发明的另外的实施方式中,在将外管和内管共同拉伸穿过第一拉伸型模之后,要制造的管具有如下壁厚,其由外管的第二外直径与内管的第一内直径之差的一半得出,至少是外管的外直径的三分之一。这样的壁厚有利于要制造的管的大的稳定性并且因此可以实现将要制造的管用作高压管,以至于其承受住超过10000巴的压力而不破裂。
29.在本发明的一个实施方式中,要制造的管的壁厚至少有内管的内直径那么大。
30.在根据本发明的方法的一个实施方式中,在将内管和外管共同拉伸穿过第一拉伸型模之前,第一拉伸型模的成型的内面的模具直径比外管的第二外直径小了至少5%。在一个实施方式中,在将内管和外管共同拉伸穿过第一拉伸型模之前,第一型模的内成形表面的模具直径比外管的第二外直径小了至少7%。在另一实施方式中,在将内管和外管共同拉伸穿过第一拉伸型模之前,该模具直径比外管的第二外直径小了至少10%。
31.为了主要形成在内管与外管之间的力锁合的连接,必须要求在共同拉伸之前第一拉伸型模的成型的内表面的模具直径小于外管的第二外直径。在此,第一拉伸型模的成型的内表面的模具直径与外管的第二外直径的百分比的偏差表示针对将出现的力锁合的度量。假定有恒定的拉伸速度,该百分比的偏差越大,力锁合就越强。如果第一拉伸型模的成型的内表面的模具直径的百分比的偏差太小,则不存在力锁合的连接并且外管的第二外直径的减小也下降很小。然而,在一个实施方式中,也有针对百分比的偏差的上限,当内管的第一内直径在内管的纵向方向上和周向方向上改变都超过5时达到该上限。在另一个实施方式中,在相应的改变超过3%时就已达到该上限,而在另一个实施方式中,甚至在相应的改变超过1%就已达到上限。由此,排除了力锁合对第一内直径的高表面质量的负面影响。
32.在本发明的一个实施方式中,内管的内周面具有如下表面质量,即,表面上存在的裂纹不超过50μm的深度。在根据本发明的方法的一个实施方式中,在内管的内周面上存在的裂纹不超过20μm的深度,并且在另一个实施方式中,它们不超过10μm的深度。在存在的裂缝的最大深度上典型的能达到的值甚至为7μm。如此高的表面纯度确保了存在的裂纹很难从内管的内周面朝着内管的第一外直径的方向扩散,从而内管具有高抗压性。
33.在本发明的一个实施方式中,通过借助第二拉伸型模并且经由拉伸内模具拉伸由
金属构成的管坯类似制造内管。拉伸内模具要么可以是固定的拉伸芯要么可以是芯轴棒。在此在一个实施方式中,坯料经受经由芯轴或松动的拉伸栓塞的几个拉伸通路,其中,要制造的管的坯件被称为管坯。通过多次拉伸不仅改进了管坯的内直径和外直径的尺寸的准确度并且因此改进了能由内直径与外直径之差确定的壁厚的准确度,以及改进了内周面和外周面的表面的质量。在管坯与拉伸内模具之间使用润滑剂或拉伸油可以减少在要拉伸的管坯与拉伸内模具之间出现的滑动摩擦,这有利于均匀的拉伸速度。因此,拉伸油的使用附加地导致要制造的管的低表面粗糙度。
34.在本发明的一个替选实施方式中,内管在周期式轧机(pilgerwalzanlage)中通过经由轧制芯轴对由金属构成的管坯进行轧制而制造。周期式轧机优选是周期式冷轧机。
35.最常用的管缩小方法被称为周期式冷轧。管坯在轧制时经由经校准的、即具有所制作的管的内直径的、渐细的轧制芯轴而移动,并且在此从外部被两个经校准、即限定了所制作的管的外直径的辊子包围并且在纵向方向上经由轧制芯轴精轧。管坯在周期式冷轧期间在很小的转动时在朝向轧制芯轴的方向上逐步前移并且因此离开该轧制芯轴,而辊子以转动的方式在芯轴之上且因此在管坯之上往复地水平运动。辊子的水平运动在此通过辊子支架预定,辊子以能转动的方式支承在辊子支架上。辊子支架在已知的周期式冷轧机中借助曲柄传动机构在平行于轧制芯轴的方向上往复运动,而辊子本身通过相对于辊子支架牢固放置的齿杆保持其转动运动,与辊子轴连接的齿轮牢固地嵌接到该齿杆中。
36.周期式冷轧法虽然比通过拉伸型模对管坯进行滑动拉伸更加耗费,但是可以通过周期式冷轧获得具有要制造的管的外直径和内直径的特别准确的尺寸的管。此外,在周期式冷轧法时,可以在管坯与轧制芯轴之间使用润滑剂,所谓的芯轴棒润滑剂,以便减小出现的滑动摩擦并且以便实现要制造的内管的内周面的平滑的表面。
37.在本发明的实施方式中,拉伸内模具或轧制芯轴由具有抛光表面的钢构成,从而内管的由内管的长度和第一内直径展开的内周面在经由拉伸内模具拉伸内管时或在经由轧制芯轴轧制时被挤光。在挤光(其也被称为光面轧制)的范围内,高度硬化的、抛光的拉伸内模具或高度硬化的、抛光的轧制芯轴以很大的力压到要加工的内管的表面上并且在那里滚动。由此,高的压应力产生到粗糙尖端,即表面粗糙度的最大值处,从而导致粗糙尖端发生塑性变形。内管的挤光的内周面的出众之处在于低表面粗糙度、较高的尺寸准确度和硬度的增加,即,硬化的表面。这些特性对于抗受超过15000巴的高压力是非常重要的,这是因为这些特性明显减小了裂缝的形成和增长。
38.在根据本发明的方法的一个实施方式中,至少内管或外管的材料从由非合金钢、低合金钢和高合金钢或它们的组合构成的组中选定。在一个实施方式中,材料是高合金钢。在另一个实施方式中,至少内管或外管由hp 160制造。
39.在高压技术中,不同的金属原材料被用于制造管和其它构件。在此通常涉及非合金钢、低合金钢和高合金钢。在由高合金钢构成的管或其它构件中实现了特别高的抗动压性能,高合金钢被冷作硬化或回火,并且紧接着被挤光。hp 160是高强度的氮合金奥氏体不锈钢,其相对于标准原材料的出众之处在于改进的抗腐蚀性、高纯度、良好的改型能力和以将原材料自增强直至12000巴的能力。由于其化学成分和其高纯度,hp 160具有良好的抗晶间腐蚀性和氢脆性。高的钼含量提供良好的抗点状腐蚀和接触腐蚀性以及抗应力腐蚀性。因此,hp 160是用于制造具有高抗动压性能的管的优选原材料。
40.在本发明的一个实施方式中,内管是抗腐蚀的。这个特征对于高压技术中的使用是有利的,这是因为内管的掺杂的腐蚀,即逐渐的分解会导致其抗压性受损。
41.在本发明的一个实施方式中,内管和外管由相同原材料构成。这会导致由于通过共同拉伸穿过第一拉伸型模而引起的内管与外管的力锁合的连接,使内管和外管建立非常稳定的连接。在显微镜下观察,不仅内管而且外管在由相同的原材料构成的情况下在金属结构中存在相同的晶格结构,从而使晶格结构在内管的外周面处和外管的内周面处可以非常好地彼此组合。
42.在本发明的替选的实施方式中,内管和外管由不同原材料构成。这具有的优点是,取决于技术应用的要求,在要制造的管的内面和外面上可以存在不同的材料特性。在一个实施方式中,为了在动压加载下承受住高压,内管应由最高抗压且抗腐蚀的原材料,例如hp 160构成。如果内管由最高抗压且抗腐蚀的材料制造,则外管可以由与内管相比较低抗压和抗腐蚀的原材料制造。这可以实现节省制造成本而要制造的管仍然有非常高的质量。
附图说明
43.本发明的其他的优点、特征和应用可能性结合对实施方式的以下描述和附图得出。其中:
44.图1a示出在根据本发明的方法的实施方式通过第一拉伸型模的共同拉伸之前的外管和在外管中延伸的内管的示意性横截面图;
45.图1b示出在根据本发明的方法的实施方式通过第一拉伸型模的共同拉伸之后的制造出的管的示意性横截面图;
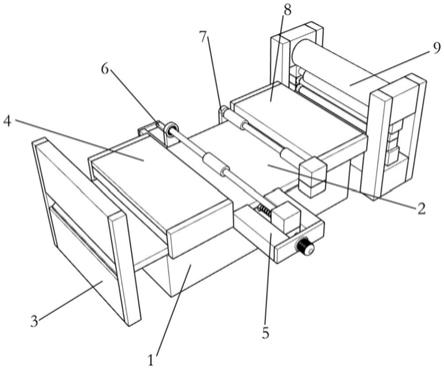
46.图2示出用于根据本发明的方法的实施方式制造管的拉伸床的在纵向方向上的示意性截面图;
47.图3示出在纵向方向上穿过用于根据本发明的方法的实施方式制造内管的拉伸床的示意性截面图。
具体实施方式
48.图1中示出外管3和在外管3中延伸的内管2的示意性横截面图。内管2具有第一内直径d1和第一外直径d2,而外管3具有第二内直径d3和第二外直径d4,其中,第一外直径d2小于第二内直径d3。
49.内管2由原材料hp 160构成,该材料是高抗腐蚀性的高强度的氮合金奥氏体不锈钢。内管2在此在周期式轧机中通过经由轧制芯轴对由金属构成的管坯进行轧制来制造。为了实施轧制运动,两个以能转动的方式支承在轴上的工作辊位于实施往复运动的辊子支架中。工作辊在此通过辊子支架的往复运动而被驱动。布置在转动的工作辊之间的管坯在渐细的轧制芯轴上轧制并且在每个单个的轧制过程之后经历逐步的进给。
50.以这种方式制造的内管2的出众之处在于第一内直径(d1)和第一外直径(d2)的能非常精确地确定的尺寸和它们的内周面8的高的表面品质。内管2的内周面8的表面品质还通过如下方式改进,即,轧制芯轴由具有抛光的表面的优质钢构成,并且因此内管2的内周面8在精轧时已被挤光。这具有如下结果:在内圆面8上存在的裂纹具有仅7μm的最大深度。
51.图1a中所示的内管2具有1.6mm的第一内直径d1和6.3mm的第一外直径d2。
52.与内管2一样,图1a中的外管3也由材料hp 160组成,并且其出众之处也在于高抗腐蚀性和抗压性。外管3的制造也是在具有挤光的轧制芯轴的周期式轧机中实现,从而外管3在第二内直径(d3)和第二外直径(d4)方面也具有高表面质量和非常精确地制造的尺寸。
53.图1a所示的外管3的第二内直径d3为6.6mm,并且外管的第二外直径d4为15.9mm。在此,外管3的第二内直径d3以如下方式构造,即,内管2可以在外管3中沿纵长延伸,如从图1a的横截面图看出的那样。
54.图1b示出的外管3
‘
和在外管3
‘
中延伸的内管2
‘
的与图1a相同的示意性的横截面,但与图1a不同的是,外管3与内管2已经共同拉伸通过图2的第一拉伸型模4a。通过共同拉伸穿过第一拉伸型模4a,内管2
‘
和外管3
‘
实现了彼此非常稳定的力锁合的制连接6。
55.这种力锁合的连接尤其通过适当选择第一拉伸型模4a以及外管3和内管2的尺寸来产生。在图2所示的拉伸型模中第一拉伸型模4a的成型的内面的模具直径d5为14.5mm并且在此以如下方式来选择,即,外管3与内管2的通过将外管3和内管2共同拉伸穿过第一拉伸型模4a而产生的力锁合的连接6足够大,以便实现在内管2
‘
与外管3
‘
之间提供持续的稳定的连接。然而,产生的力锁合6不应超过特定的上限值,从而使内管2
‘
的第一内直径d1由此不会以内管2
‘
的内周面发生改变的形式带来负面影响。
56.在图1b中示出的剖视图中,通过拉伸实现的在内管2
‘
与外管3
‘
之间的力锁合将不会对内管2的第一内直径d1并且因此对内管2
‘
的内周面8
‘
的表面质量产生影响,从而在具有第一拉伸型模的拉伸床中实现冷改型之后,内管2
‘
的第一内直径d1具有与之前一样的1.6mm的值。相反,通过对外管3和内管2进行共同拉伸,第一外直径d2
‘
从6.3mm的原始值减小到6.15mm的新值。由于在内管2
‘
的外周面与外管3
‘
的内周面之间的力锁合的连接6,在对外管3和内管2进行共同拉伸之后,外管3
‘
的第二内直径d3
‘
也至少近似为6.15mm。在对外管3和内管2进行共同拉伸之后,外管3
‘
的第二外直径d4
‘
具有与拉伸型模4a的模具直径d5相同的值,这在图1b中对应于14.5mm的值。因此,制造的管1(其横截面如图1b所示)的壁厚对应于12.9mm。
57.图2示出了穿过用于根据本发明的方法的实施方式制造管1的拉伸床的纵向方向的示意性截面图。在通过图2中所示的拉伸床进行拉伸时,外管3和在其中延伸的内管2根据在图1a中的横截面图共同地拉伸通过第一拉伸型模4a,其中,图2中通过箭头方向预定拉伸方向7。由于无需内模具,在这种所谓的空心拉伸时,仅使要制造的管1的外直径减小且平滑。因此虽然从绝对上看减小了要制造的管1的壁厚,但是不会对要制造的管的内周面施加影响。
58.在将外管3和内管2共同拉伸通过第一拉伸型模4a时,实现了由直线作用的拉力和径向作用到具有在其中延伸的内管2的外管3上的压力构成的组合的力施加。在此,第一拉伸型模4a的模具直径d5以如下方式选择,即,在内管2的外周面与外管3的内周面之间的由于组合的力施加而产生的力锁合6足够大,从而可以实现这两个面的持久稳定的连接。内管2和外管3在共同拉伸之后形成牢固的连接,由此出现所谓的双壁管,如在图2的左侧上以附图标记1所示那样。此外,内管2
‘
在共拉伸之后被冷作硬化并且具有1100n的抗拉强度。
59.然而,在此不能超过力锁合的上限值,从而不使力锁合的不利影响作用到内管2
‘
的内周面8
‘
的表面特性上,因此该表面特性几乎不变或保持不变。因此,通过根据本发明的拉伸过程,要制造的管1的内表面和内直径几乎没有变化或没有变化。
60.图2中也能清楚看出的是,内管2的第一内直径d1没有由于将外管和内管共同拉伸通过拉伸型模4a而改变,而是内管2的第一外直径d2、外管3的第二内直径d3和外管3的第二外直径d4由于共同的拉伸而分别具有不同程度的减少。由于在内管2的外周面与外管3的内周面之间出现的力锁合的连接6,内管的第一外直径d2和外管的第二内直径d3大致相等。
61.图3示出在纵向方向上穿过用于根据本发明的方法制造内管的拉伸床的实施方式的示意性截面图。图3中的拉伸床除了具有第二拉伸型模4b以外附加地具有借助未在图3中示出的芯轴棒来固定的拉伸内模具5,经由该拉伸内模具使要改型的内管2沿所示箭头方向的拉伸方向7被拉伸。以这种方式,不仅内管2的外直径d2而且内管2的内直径d1以及内管2的壁厚都减少并且被带到小的公差范围内。
62.与图2中所示的拉伸床不同地,在制造内管2时,通过使用拉伸内模具5,即拉伸芯,实现将内管2的内直径d1精确地调整到期望的值上。在此,内管2的内直径d1的值基本上由拉伸内模具5的直径得出。此外,通过坯件在拉伸内模具5之上的滑动实现了使内管2的内周面平滑。将内管2的外直径d2调整到期望的值上通过第二拉伸型模4b来确定,第二拉伸型模同样引起使内管2的外周面平滑。通过使用润滑剂或拉伸油进一步改进了平滑,这减小了在要拉伸的管与各拉伸模具之间出现的滑动摩擦,并且由此导致均匀的拉伸速度。
63.图3所示的拉伸芯5具有1.6mm的最大直径,而第二拉伸型模4b的直径为6.3mm。因此,图3中左侧所示的内管2具有约1.6mm的第一内直径d1和约6.3mm的第一外直径d2。
64.对于原始公开要注意的是,所有的特征,如它们由本说明书、附图和权利要求中为本领域技术人员所呈现出的那样,即使它们被描述为具体地仅与特定的其它特征相结合,它们也能单独地或和与本文公开的其它特征或特征组以任意方式进行组合,除非已经明确地排除了这些组合,或者这种组合对于技术条件来说是不可能的或毫无意义的。在这里出于说明书的简洁性和可读性,并未全面的、详细地示出所有可能的特征组合。
65.尽管已经在附图和前面的说明书中详细说明和描述了本发明,但是这样的说明和描述仅仅是示例性的,并非旨在限制如由权利要求限定保护范围那样来限定保护范围。本发明不限于所公开的实施方式。
66.根据附图、说明书和所附权利要求,公开的实施方式的变型方案对于本领域技术人员将是显而易见的。在权利要求中,词语“具有”不排除其它的元件或步骤,并且不定冠词“一”或“一个”不排除多个。在不同的权利要求中要求特定的特征的情况并不排除它们的组合。权利要求中的附图标记不旨在限制保护范围。
67.附图标记列表
68.d1第一内直径
69.d2第一外直径
70.d3第二内直径
71.d4第二外直径
72.d5第一拉伸型模的直径
73.d5
‘
第二拉伸型模的直径
74.1管
75.2、2
‘
内管
76.3、3
‘
外管
77.4a第一拉伸型模
78.4b第二拉伸型模
79.5拉伸内模具
80.6力锁合的连接
81.7拉伸方向
82.8、8
‘
内管的内周面
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。