1.本发明涉及冶金工成信息技术领域,尤其涉及一种冷轧设备轧辊公差自动判断方法和装置。
背景技术:
2.冷轧产品在生产过程中的设备检查和维护通常都是由人工进行的,往往需要等到金属板带产品入库检测的时候,发现产品质量故障,才判断轧机设备有问题,需要人为停机,拆下轧机上所有的轧辊进行一起检测,费时费力,同时导致了大量废品的产生,降低了生产车间的产品成品率,提高了生产成本。
技术实现要素:
3.为了克服现有技术的缺陷,本发明所要解决的技术问题在于提出一种在生产过程中能够及时且智能地发现具体直径大小的轧辊存在偏心问题,提高设备运转效率和产品成品率的判断方法和装置。
4.为达此目的,本发明采用以下技术方案:
5.本发明提供的一种冷轧设备轧辊公差自动判断方法,包括以下步骤:
6.s1:通过测厚仪放大器对金属板带的厚度进行测量,获得厚度测量数据a1,工控机通过数据采集卡对厚度测量数据a1进行获取;
7.s2:工控机通过opc协议从设备自动系统dcs/plc获取金属板带运行速度数据v;
8.s3:数据处理软件将s1中金属板带的厚度测量数据a1与符合要求的金属板带的厚度设定数据a2进行计算,获得厚度公差数据a3;
9.s4:数据处理软件采集厚度公差数据a3,形成公差曲线图;
10.s5:数据处理软件将厚度公差数据a3通过傅里叶级数转换模块进行计算,生成公差的psd功率谱曲线;
11.s6:psd功率谱曲线结合板带运行速度v,转换获得辊径曲线(d=v/f);
12.s7:结合设备安装轧辊数据,通过查询辊径曲线获得对应轧辊的功率强度,根据功率强度大小判断偏心程度以及对板带轧制公差的影响。
13.本发明优选地技术方案在于,所述公差曲线图作为作为数据分析的数据源,通过psd功率谱分析后,形成psd功率谱曲线。
14.本发明优选地技术方案在于,所述数据处理软件通过交换机与工控机连接,对工控机的数据进行采集、分析处理和存储。
15.本发明优选地技术方案在于,所述s1中数据采集卡的采样周期可达1ms。
16.本发明优选地技术方案在于,所述s2中工控机的采样周期为500ms。
17.一种冷轧设备轧辊公差自动判断装置,包括研华中控机ipc-610l、研华数据采集卡pc1710、软件labview2016、dsc2016和辊轧机。
18.本发明优选地技术方案在于,采用软件labview2016中的psd功能模块通过dft离
散傅里叶变换的公式对厚度公差数据a3进行转换获得公差的psd功率谱曲线。
19.本发明优选地技术方案在于,所述辊轧机由20根轧辊组成,对金属板带进行轧制后的厚度即为通过测厚仪放大器获得的厚度测量数据a1。
20.本发明的有益效果为:本发明以长期的生产实践经验为基础,提出了全新的工控机自动数据采集板块自动采集金属板带测厚仪数据,同时工控机从设备自动化控制系统通过opc协议实时自动采集板带运行速度等数据,通过傅里叶级数转换等智能软件运算,形成了一种代替人工判断的多辊冷轧设备轧辊偏心公差自动判断方法,弥补了现有生产设备运行与维护的技术的不足,提高了金属板带的生产效率,社会效果明显。
21.本发明提供的一种在生产过程中能够及时且智能地发现具体直径大小的轧辊存在偏心问题,提高设备运转效率和产品成品率的判断方法和装置。
附图说明
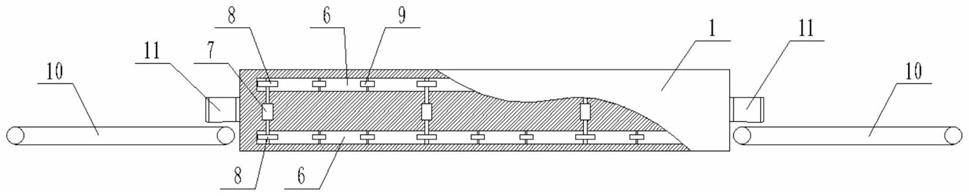
22.图1是本发明冷轧设备公差判断设备结构连接示意图;
23.图2是本发明冷轧设备公差判断方法流程示意图
‘
24.图3是本发明20辊辊系辊径示意图。
具体实施方式
25.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
26.一种冷轧设备轧辊公差自动判断方法和装置,包括以下步骤:
27.s1:通过测厚仪放大器对金属板带的厚度进行测量,获得厚度测量数据a1,工控机通过数据采集卡对厚度测量数据a1进行获取,采集周期可达1ms;
28.s2:工控机通过opc协议从设备自动系统dcs/plc获取金属板带运行速度数据v,采样周期为50ms;
29.s3:数据处理软件将s1中金属板带的厚度测量数据a1与符合要求的金属板带的厚度设定数据a2进行计算,获得厚度公差数据a3;
30.s4:数据处理软件采集厚度公差数据a3,形成公差曲线图;
31.s5:数据处理软件将厚度公差数据a3通过傅里叶级数转换模块进行计算,生成公差的psd功率谱曲线;
32.s6:psd功率谱曲线结合板带运行速度v,转换获得辊径曲线(d=v/f);
33.s7:结合设备安装轧辊数据,通过查询辊径曲线获得对应轧辊的功率强度,根据功率强度大小判断偏心程度以及对板带轧制公差的影响。
34.根据上述步骤,20辊轧机对金属板带进行轧制,轧制后的金属板带通过工控机上的数据采集卡自动采集金属板带厚度测量数据a1,同时工控机从设备自动化控制系统通过opc协议实时自动采集金属板带运行速度数据v,通过傅里叶级数转换模块根据det:进行计算,获得相应的功率谱密度:结合工控机采集的板带运行速度v,获得功率f曲线,并通过功率f曲线,将获得的轧辊直径通过查询终端进行对应轧辊的功率强度查询,以此形成了一种完全代替人工判断的多辊冷轧设备轧辊偏心公差自动判断方法,弥补了现有生产设备运行与维护的技术的不足,提高
了金属板带的生产效率,根据轧辊的功率强度判断轧辊公差的大小,偏心轧辊的功率强度越大,机械偏心量越大,对板带轧制公差的影响就越大。
35.作为本方案的一种可能的实施方式,优选的,所述公差曲线图作为数据分析的数据源,通过psd功率谱分析后,形成psd功率谱曲线,通过查询终端,在psd功率谱曲线的作用下,可获得轧机上所有轧辊的辊径,无需工作人员一一对辊径进行测量,省时省力,降低生产车间的人工成本。
36.作为本方案的一种可能的实施方式,优选的,所述数据处理软件通过交换机与工控机连接,对工控机的数据进行采集、分析处理和存储,交换机作为网络通讯的连接端口,为各项数据的获取起着重要的连接和传输作用。
37.一种冷轧设备轧辊公差自动判断装置,包括研华中控机ipc-610l、研华数据采集卡pc1710、软件labview2016、dsc2016和辊轧机。
38.作为本方案的一种可能的实施方式,优选的,采用软件labview2016中的psd功能模块通过dft离散傅里叶变换的公式对厚度公差数据a3进行转换获得公差的psd功率谱曲线,实现对公差数据的自动计算,减轻人为检测的成本。
39.作为本方案的一种可能的实施方式,优选的,所述辊轧机由20根轧辊组成,对金属板带进行轧制后的厚度即为通过测厚仪放大器获得的厚度测量数据a1,通过测厚仪放大器与数据处理软件能够自动获取金属板带的厚度公差数据,代替人工的检查,提高了计算的精度和效率。
40.本发明是通过优选实施例进行描述的,本领域技术人员知悉,在不脱离本发明的精神和范围的情况下,可以对这些特征和实施例进行各种改变或等效替换。本发明不受此处所公开的具体实施例的限制,其他落入本技术的权利要求内的实施例都属于本发明保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。