1.本实用新型涉及航空装备技术领域,具体涉及一种飞机座舱盖一字槽沉头螺母拆装装置。
背景技术:
2.歼教-9型飞机座舱盖修理时,需拆解座舱盖玻璃进行换新修理,在座舱盖骨架上共有24处一字槽沉头螺母q/6a1-402-m6,分解座舱盖玻璃前需先将该螺母分解,玻璃安装后需将螺母安装固定,因该螺母形状特殊,现有工具无法拆装,座舱盖修理工作无法正常进行。
3.该机型属空军装备系统首次大修机种,飞机进入第一次大修期,该螺母形状特殊,现有工具无法拆装,座舱盖修理工作无法正常进行。
4.亟需一种能有效拆装该一字槽沉头螺母q/6a1-402的扳手,在市场及整个行业内没有发现相关的装置。
技术实现要素:
5.有鉴于此,本实用新型提供了一种飞机座舱盖一字槽沉头螺母拆装装置,能够实现对一字槽沉头螺母的有效拆装。
6.为达到上述目的,本实用新型的技术方案为:一种飞机座舱盖一字槽沉头螺母拆装装置,沉头螺母的端部具有一字槽;装置包括:两牙头、加力杆以及扳手柄。
7.两牙头上设有圆孔、u形缺口以及尖牙;两牙头呈圆柱形,内部制圆孔,在头部制两个斜u形缺口,形成两个尖牙,尖牙宽度尺寸自根部起加大。
8.加力杆与两牙头一体化制作,加力杆呈方柱形,尾端制有加力杆铆钉孔,采用铆钉与铆钉孔配合将加力杆和扳手柄固定连接。
9.扳手柄呈圆柱形,在内部制有与加力杆匹配的方孔,加力杆插入方孔内。
10.进一步地,沉头螺母型号为q/6a1-402;沉头螺母与螺栓配合连接。
11.进一步地,当需要将沉头螺母与螺栓进行拆装时,两牙头上的两个尖牙卡入沉头螺母端部一字槽的槽口内;此时,螺栓的螺栓头自动进入两牙头的圆孔内。
12.进一步地,加力杆,其尾端制四个加力杆铆钉孔,将铆钉放入铆钉孔内并铆接固定。
13.进一步地,扳手柄的圆柱面沿轴向制有半圆槽。
14.进一步地,扳手柄的圆柱面上开设有四个半圆槽,四个半圆槽对称分布。
15.进一步地,需加力拆装该一字槽沉头螺母时,使用开口扳手夹住加力杆旋动实现加力。
16.有益效果:
17.本实用新型所述装置可通过所设计两牙头有效卡住一字槽沉头螺母q/6a1-402的牙字槽口,螺栓头可伸入圆筒内,旋动手柄即可拆装该一字槽沉头螺母q/6a1-402,可保证
歼教-9型飞机座舱盖上的该一字槽沉头螺母q/6a1-402可拆装,保证该机型座舱盖修理任务的正常进行,装置操作简单快速,能确保飞机修理质量。
附图说明
18.图1为本实用新型提供装置的一体化两牙头和加力杆示意图;图1中的(a)为两牙头和加力杆组合主视图;图1中的(b)为两牙头和加力杆组合的a向视图;
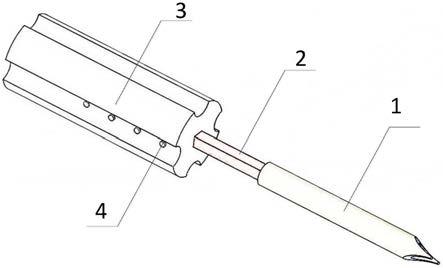
19.图2为本实用新型提供装置扳手头示意图;
20.图3为本实用新型提供装置的安装示意图;
21.图4为本实用新型提供装置的工作原理示意图;
22.图5为本实用新型提供装置工作原理图中ⅰ区放大示意图;
23.图6为本实用新型提供装置一字槽沉头螺母q/6a1-402示意图;
24.图7为本实用新型提供装置螺栓示意图;
25.图8为本实用新型提供装置开口扳手示意图;
26.图中,1—两牙头;2—加力杆;3—扳手柄;4—铆钉;5—圆孔;6—u形缺口;7—加力杆铆钉孔;8—扳手柄铆钉孔;9—扳手柄半圆槽;10—方孔;11—尖牙;12—一字槽沉头螺母q/6a1-402;13—螺母槽口;14—螺栓;15—螺栓头;16—开口扳手。
具体实施方式
27.下面结合附图并举实施例,对本实用新型进行详细描述。
28.本实用新型提供了一种本实用新型的目的由以下技术方案实现:
29.一种飞机一字槽沉头螺母q/6a1-402拆装装置,所述装置包括:
30.两牙头1、加力杆2、扳手柄3、铆钉4、圆孔5、u形缺口6、加力杆铆钉孔7、扳手柄铆钉孔8、扳手柄半圆槽9、方孔10、尖牙11;
31.外围设备包括:一字槽沉头螺母q/6a1-40212,螺母槽口13,螺栓14,螺栓头15,开口扳手16;
32.其中,两牙头1呈圆柱形,内部制圆孔5,在头部制两个斜u形缺口6,形成两个尖牙11,尖牙11宽度尺寸自根部起逐渐加大,保证强度和使用寿命;
33.加力杆2与两牙头1一体化制作,加力杆2呈方柱形,尾端制四个铆钉孔7,当拆装力量不够时,可使用开口扳手16在加力杆2部位加力;
34.扳手柄3呈圆柱形,并在内部制方孔10使其能与加力杆2配合安装,圆柱面制四个半圆槽9,便于抓握;
35.铆钉4使加力杆2和扳手柄3有效连接和固定。
36.其安装和拆卸关系如下:
37.将加力杆2与扳手柄3连接并对准四个铆钉孔7、8;将铆钉4放入铆钉孔7、8内并铆接固定。
38.装置组装完成后,将两牙头1上的两个尖牙11对准一字槽沉头螺母q/6a1-40212的两个槽口13并插入槽口13内,此时,螺栓14的螺栓头15自动进入两牙头1的圆孔5内,防止产生干涉现象。旋动扳手柄3,逆时针旋转即可拆卸该一字槽沉头螺母q/6a1-40212,顺时针旋转即可安装该一字槽沉头螺母q/6a1-40213,实现该一字槽沉头螺母q/6a1-40212的拆卸功
能。当需加力拆装该一字槽沉头螺母q/6a1-40212时,使用开口扳手16夹住加力杆2旋动即可加力。
39.如图1~3所示,将加力杆2上的四个铆钉孔7与扳手柄3上的四个铆钉孔8对正,使用铆钉4铆接后即可完成连接本装置;图1为本实用新型提供装置的一体化两牙头和加力杆示意图;图1中的(a)为两牙头和加力杆组合主视图;
40.图1中的(b)为两牙头和加力杆组合的a向视图;图2为本实用新型提供装置扳手头示意图;图3为本实用新型提供装置的安装示意图。
41.如图4~图8所示,图4为本实用新型提供装置的工作原理示意图;图5为本实用新型提供装置工作原理图中ⅰ区放大示意图;图6为本实用新型提供装置一字槽沉头螺母q/6a1-402示意图;图7为本实用新型提供装置螺栓示意图;
42.图8为本实用新型提供装置开口扳手示意图。
43.使用时,将两牙头1上的两个尖牙11对准一字槽沉头螺母q/6a1-40212的两个槽口13并插入槽口13内,此时,螺栓14的螺栓头15自动进入两牙头1的圆孔5内,防止产生干涉现象。旋动扳手柄3,逆时针旋转即可拆卸该一字槽沉头螺母q/6a1-40212,顺时针旋转即可安装该一字槽沉头螺母q/6a1-40213,实现拆卸功能。当需加力拆装该一字槽沉头螺母q/6a1-40212时,使用开口扳手16夹住加力杆2旋动即可加力。
44.综上所述,以上仅为本实用新型的较佳实施例而已,并非用于限定本实用新型的保护范围。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种飞机座舱盖一字槽沉头螺母拆装装置,其特征在于,所述沉头螺母的端部具有一字槽;所述装置包括:两牙头(1)、加力杆(2)以及扳手柄(3);所述两牙头(1)上设有圆孔(5)、u形缺口(6)以及尖牙(11);两牙头(1)呈圆柱形,内部制圆孔(5),在头部制两个斜u形缺口(6),形成两个尖牙(11),尖牙(11)宽度尺寸自根部起加大;所述加力杆(2)与两牙头(1)一体化制作,加力杆(2)呈方柱形,尾端制有加力杆铆钉孔(7),采用铆钉(4)与铆钉孔(7)配合将加力杆(2)和扳手柄(3)固定连接;所述扳手柄(3)呈圆柱形,在内部制有与加力杆(2)匹配的方孔(10),加力杆(2)插入所述方孔(10)内。2.如权利要求1所述的沉头螺母拆装装置,其特征在于,所述沉头螺母(12)型号为q/6a1-402;沉头螺母(12)与螺栓(14)配合连接。3.如权利要求2所述的沉头螺母拆装装置,其特征在于,当需要将沉头螺母(12)与螺栓(14)进行拆装时,两牙头(1)上的两个尖牙(11)卡入沉头螺母(12)端部一字槽的槽口内;此时,螺栓(14)的螺栓头(15)自动进入两牙头(1)的圆孔(5)内。4.如权利要求1~3任一所述的沉头螺母拆装装置,其特征在于,所述加力杆(2),其尾端制四个加力杆铆钉孔(7),将铆钉(4)放入铆钉孔(7)内并铆接固定。5.如权利要求1~3任一所述的螺母拆装装置,其特征在于,所述扳手柄(3)的圆柱面沿轴向制有半圆槽(9)。6.如权利要求5所述的螺母拆装装置,其特征在于,所述扳手柄(3)的圆柱面上开设有四个所述半圆槽(9),四个半圆槽(9)对称分布。7.如权利要求1~5任一所述的拆装装置,其特征在于,需加力拆装该一字槽沉头螺母(12)时,使用开口扳手(16)夹住加力杆(2)旋动实现加力。
技术总结
本实用新型公开了一种飞机座舱盖一字槽沉头螺母拆装装置,能够实现对一字槽沉头螺母的有效拆装,涉及航空装备技术领域。一种飞机座舱盖一字槽沉头螺母拆装装置,沉头螺母的端部具有一字槽;装置包括:两牙头、加力杆以及扳手柄。两牙头上设有圆孔、U形缺口以及尖牙;两牙头呈圆柱形,内部制圆孔,在头部制两个斜U形缺口,形成两个尖牙,尖牙宽度尺寸自根部起加大。加力杆与两牙头一体化制作,加力杆呈方柱形,尾端制有加力杆铆钉孔,采用铆钉与铆钉孔配合将加力杆和扳手柄固定连接。扳手柄呈圆柱形,在内部制有与加力杆匹配的方孔,加力杆插入方孔内。入方孔内。入方孔内。
技术研发人员:李生兴 钟德喜 高魏 邓秀全 褚康超 亢久隆
受保护的技术使用者:大连长丰实业总公司
技术研发日:2021.08.06
技术公布日:2022/3/4
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。