3d打印系统和用于3d打印弹性可变形的橡胶体、特别是橡胶密封件的方法
技术领域
1.本发明涉及一种3d打印系统和一种用于3d打印弹性可变形的橡胶体、特别是橡胶密封件的方法。
背景技术:
2.合成橡胶和天然橡胶产品的使用在广泛的技术应用、例如密封技术领域中得到了可靠的确立。橡胶制品需要硫化使橡胶硬化,这可以定义为橡胶的固化。固化通过在聚合物链的段之间形成化学交联来进行,从而导致刚性和耐久性增加,以及橡胶机械性能的其他变化。橡胶的固化通常是不可逆的,可以通过加热来实现。通常,在密封技术领域使用丁腈橡胶、例如丙烯腈丁二烯橡胶。注射成型是工业生产弹性可变形的橡胶部件最广泛使用的方法。橡胶部件、特别是橡胶密封件(垫圈)等的3d打印必须满足其尺寸精度和弹性特性的高要求,这迄今未能实现。
技术实现要素:
3.因此,本发明的目的是提供一种3d打印系统,该系统允许打印弹性可变形的橡胶部件,该橡胶部件表现出与相应注塑橡胶部件的材料特性和尺寸精度相当的材料特性和尺寸精度。本发明的另一个目的是提供一种适合以低废品率生产所述橡胶部件的3d打印方法。
4.根据本发明的3d打印系统在权利要求1中详细说明。3d打印弹性可变形的橡胶部件(例如橡胶密封件)的方法包括根据权利要求14的方法步骤。
5.根据本发明的3d打印系统允许打印弹性可变形的橡胶体或部件、特别是橡胶密封件。3d打印系统包括:
[0006]-包括具有入口和喷嘴的壳体的挤出机,该挤出机包括用于加热经由入口供给到挤出机的生橡胶r的第一加热装置;
[0007]-具有第二加热装置的打印床;
[0008]-用于使挤出机和打印床相对彼此移动的驱动装置;以及
[0009]-用于挤出机和打印床的第二加热装置的电子控制装置,其中,电子控制装置适于控制挤出机和第一加热装置使得在3d打印系统操作期间,橡胶在挤出机内部分固化,所述部分固化的橡胶r从喷嘴挤出并沉积在打印床上,并且使得沉积的部分固化的橡胶r在橡胶部件(90)被打印在打印床上期间和之后进一步固化。
[0010]
根据本发明的3d打印系统允许打印橡胶部件,打印出的橡胶部件表现出与相应注塑橡胶部件的材料特性和尺寸精度相当的材料特性和尺寸精度。由于电子控制装置经被调整、特别是编程为挤出机(仅)挤出已经部分交联或部分固化的橡胶,挤出的橡胶已经表现出足够的尺寸稳定性,而不会在打印床上流动。这对于橡胶部件的尺寸稳定性和尺寸精度至关重要。一旦沉积在加热的打印床上,加热的打印床允许继续固化过程。有利地,打印床
和/或周围环境的温度由电子控制装置严格调节。应当理解,在前一橡胶层仍然允许与新沉积在其上的橡胶层形成足够数量的交联的时间点,每一层部分固化的橡胶沉积在前一层上。3d打印系统填补了需要少量的精密橡胶部件的空白。
[0011]
根据3d打印系统的一个优选实施例,挤出机设计为蜗杆挤出机、特别是单蜗杆挤出机。这种蜗杆挤出机、特别是单蜗杆挤出机,可以以结构简单且机械足够坚固的方式实现。此外,单蜗杆挤出机允许可靠的混合以及加热用于3d打印过程的生橡胶材料。
[0012]
聚合物、例如加热橡胶在受到剪切应变时会表现出剪切稀化,这是一种非牛顿特性。这些聚合物的粘度在剪切应变下会降低。对于挤出机的构造,需要考虑这种行为。就此而言,在具有入口开口的挤出机的入口或供给区中,蜗杆根据本发明优选地接触挤出机的壳体壁的内表面或与所述内表面最小地间隔开,从而在壳体壁的内表面和蜗杆之间形成(第一)间隙,而在加热和混合区中蜗杆和壳体的内表面之间存在(第二)间隙。该(第二)间隙有利地大于挤出机的入口区区域中的第一间隙。由此,可以通过蜗杆的旋转迫使加热的橡胶沿朝向挤出机的喷嘴的方向(向前流动),并且在挤出机的加热和混合区中,部分地向后流动(回流)穿过所述第二间隙。这极大地改善了加热的橡胶在挤出机内腔的加热和混合区内的混合和脱气。此外,由于有足够的时间暴露于由挤出机的第一加热装置产生的热量以及由于在其回流和混合过程期间施加在加热橡胶上的附加剪切应变,这有助于加热橡胶的限定的部分固化。总之,由此可以实现无气泡且非常均匀混合的部分固化的橡胶的挤出。
[0013]
根据本发明的一个优选实施例,蜗杆至少在挤出机的供给区或入口区中,设置有锯齿状胎面翘边。因此,生橡胶材料可以被积极地切割成碎片(切碎)并进一步拖入挤出机,在那里被加热和混合。一旦其位于进料区,就不需要进一步的供给装置来供应生橡胶材料。胎面翘边的锯齿可具有切割边缘以进一步促进生橡胶的切碎。
[0014]
根据本发明,挤出机的第一加热装置可以布置在挤出机壳体的壳体壁内。因此,保护第一加热装置免受机械损坏并且促进生橡胶的可靠加热。例如,第一加热装置可以布置在挤出机的直接限制混合室的壳体壁中设置的通道或凹槽内。
[0015]
如果第一加热装置至少部分地包围挤出机的布置有蜗杆的内腔,则可以实现生橡胶的非常均匀的加热。
[0016]
为了监测和控制挤出机内橡胶的加热、混合和部分固化,电子控制装置优选包括至少一个布置在挤出机中或挤出机上的第一温度传感器。例如,所述第一温度传感器可以布置在挤出机的壳体壁的凹部中。电子控制装置优选地包括用于确定和调节打印床或直接围绕打印床的环境的温度的另外的温度传感器。
[0017]
此外,电子控制装置优选地包括位于挤出机中的至少一个压力传感器,其用于在3d打印系统的操作期间确定内腔内的操作压力。
[0018]
电子控制装置优选地是可自由编程的,使得3d打印系统可以快速且省力地针对不同橡胶部件的3d打印进行调整。这样,可以进一步增加3d打印系统的潜在应用范围。例如,电子控制装置可以包括具有存储在其存储设备上的相应操作软件和3d打印应用软件的计算机。此外,关于工业4.0和工业数据交换,必要的3d打印软件以及限定待打印的橡胶部件的构造参数可以在所谓的云中存储并使用。
[0019]
根据本发明,打印床优选由玻璃、树脂或工业陶瓷制成。根据本发明,打印床的表面有利地设计为使得打印床既提供直接沉积在打印床上的部分固化的橡胶的充分摩擦接
合,还在完全固化的橡胶体被从打印床上移除时促进脱离接合。例如,打印床的表面可能会出现微凹陷、例如微裂隙或微凸起,通过这些微裂隙或微凸起可以减少打印床与沉积在其上的挤出橡胶的接触表面。
[0020]
根据本发明的另一实施例,打印床的第二加热装置至少部分地位于打印床下和/或至少部分地位于打印床内。这允许对打印床进行快速且可靠的温度控制,以允许对沉积在其上的挤出的部分固化的橡胶进行限定的固化。
[0021]
挤出机的第一加热装置和/或打印床的第二加热装置优选地包括一个或多个电阻加热元件。市场上有多种设计和性能等级的电阻加热元件,价格低廉。所述电阻加热元件允许对布置在挤出机内或被挤出在打印床上的橡胶进行非常灵敏的控制。
[0022]
根据本发明的一个优选实施例,打印床设置在优选地气密的箱内。这减少了打印过程的能源需求。此外,打印床可以暴露在受控环境中,该环境可能与3d打印系统的周围环境不同。例如,将沉积在打印床上的挤出的部分固化的橡胶暴露于包含超过95%的惰性气体、例如氮气的环境中,以减少橡胶部件在打印床上的打印和/或固化过程中的不希望的氧化作用。此外,箱内的湿度可以保持在最佳目标值。如果箱设计为提供压力室,则部分固化的橡胶在打印床上的沉积和固化可以在不同于大气气压的升高的温度和压力下进行。例如,沉积在打印床上的橡胶材料可由此经受加压饱和蒸汽以进一步加速固化过程。
[0023]
根据本发明的另一实施例,第二加热装置的至少一部分布置在箱中或箱上。这允许从侧面和/或上方加热沉积在打印床上的部分固化的橡胶。
[0024]
根据本发明的另一实施例,第二加热装置的至少一部分可以设计为散热风扇。散热风扇可以特别地布置在打印床下或所述箱上并且设置有空气管道以将暖/热空气从散热风扇引导至打印床的顶侧。
[0025]
根据本发明的一个优选实施例,3d打印机包括用于打印待打印的弹性可变形的橡胶部件的支撑结构或占位结构的第二打印头。所述支撑或占位结构需要由比待打印的橡胶体的弹性橡胶材料更刚性的材料打印。因此,第二打印头构造和布置用于挤压支撑/占位材料、例如诸如聚乳酸的热塑性材料或合适的热固性塑料。第一和第二挤出机或打印头优选地由电子控制装置控制。例如,支撑结构可以用作对待形成的橡胶部件的否则未支撑的突出部的支撑。此外,支撑结构可用作侧向支撑或甚至用作待在打印床上形成的橡胶部件的容器。这样,如果需要,可以实现橡胶部件的更光滑的表面光洁度。所述支撑结构还可用于在橡胶部件的表面上产生否则可能难以产生的微结构。需要注意的是,支撑结构可以替代地用作橡胶部件的加强件,支撑结构始终嵌入在橡胶部件中。在这种情况下,橡胶部件设计为多组分部件。
[0026]
根据本发明,第一和第二打印头可以优选地彼此独立地致动。挤出机和第二打印头可以相对于打印床从打印活动位置移动到空闲位置,反之亦然。在同一时间只能将挤出机或第二个打印头中的一个定位在打印活动位置。因此,在3d打印系统的操作过程期间,可以轻松避免挤出机/第二打印头相互碰撞或与已经沉积在打印床上的部分固化的橡胶层发生碰撞。
[0027]
根据本发明,使用包括挤出机和具有出口喷嘴的第一打印头的3d打印机3d打印弹性可变形的橡胶体、特别是橡胶密封件的方法包括以下步骤:
[0028]
·
以条状、粒状等形式提供未固化的生橡胶r;
[0029]
·
将未固化的生橡胶经由入口开口供给至挤出机;
[0030]
·
通过施加热量在挤出机内加热未固化的生橡胶并在挤出机内混合加热的橡胶;
[0031]
·
在挤出机内部分地固化加热的生橡胶r;
[0032]
·
加热打印床;
[0033]
·
通过在挤出机和打印床相对彼此移动时,在挤出机的喷嘴挤出部分固化的橡胶并将挤出的部分固化的橡胶r沉积在打印床上,以形成第一层部分固化的橡胶r;
[0034]
·
通过在喷嘴和打印床以预设距离相对彼此移动时,在喷嘴挤出更多部分固化的橡胶r并将挤出的橡胶沉积在相应紧接的前层部分固化的橡胶r上,其中,所述距离使得新挤出的部分固化的橡胶r被机械地挤压入相应紧接的前层部分固化的橡胶r中;
[0035]
·
一旦橡胶沉积在打印床上,则进一步固化橡胶层中的每一层,直到3d打印的橡胶体在打印床上固化到期望的固化状态。
[0036]
根据本发明的弹性可变形的橡胶体的3d打印方法允许制造表现出与相应注塑橡胶部件相当的材料特性和尺寸精度的橡胶部件。不需要注塑成型所需的昂贵模具,因此,即使是单个复制件或少量相同的橡胶部件也可以以具有成本效益的方式制造。
[0037]
在挤出机内部分地预硫化加热的橡胶允许挤出的部分固化的橡胶的精确沉积,而没有流淌、飞溅或流动的风险,这些风险会危及待形成的橡胶体(部件)的尺寸精度。此外,当在挤出机内受到剪切应变时,加热的未硫化的橡胶的粘度会降低。这种非牛顿特性可以通过在挤出机内部分地固化加热的橡胶来抵消。这样,便于控制橡胶的挤出。此外,由此可以防止加热的橡胶和可能包含在其中的其他化合物或添加剂的不希望的相分解。从而可以降低从喷嘴挤出的橡胶的非均质材料组合物的风险以及因此降低待形成的橡胶部件的非均质材料组合物以及非均质材料特性的风险。
[0038]
此外,通过将挤出的橡胶部分挤压入相应紧接在前的橡胶层中,部分固化的橡胶的相应层之间的结合可以显著增加。通过这种方式,可以确保3d打印的橡胶体具有更高的机械稳定性以及均质的材料特性。此外,挤压会对部分固化的橡胶施加进一步的剪切应变,包括新沉积的橡胶以及正下方的橡胶层。这促进了橡胶在两层接触区的局部固化。一旦橡胶沉积在打印床上,则通过加热继续进行进一步的固化,在继续打印过程的同时,已经打印的橡胶层在尺寸上进一步稳定。
[0039]
根据本发明的一个优选实施例,加热的橡胶仅通过在挤出机内加热和机械混合在挤出机内部分固化。这允许在挤出机内精确控制加热的生橡胶的部分固化以及挤出机的简单结构设计。
[0040]
根据本发明的3d打印方法还可以包括在打印床上打印每一层结束时使挤出机朝向打印床推进的步骤。因此,可以防止部分固化的橡胶材料的新沉积的层和/或相应紧接的前层的不希望的变形。特别地,可以防止部分固化的橡胶的新沉积的层从打印床或部分固化的橡胶材料的相应紧接的前层产生的不希望的开裂。
[0041]
推进步骤优选在部分固化的橡胶的挤出被中断并且打印头沿背离打印床的方向移动之前进行。
[0042]
根据本发明的另一优选实施例,对于部分固化的橡胶的挤出的每次中断,在电子控制装置的控制下可以降低施加在挤出机内的部分固化的橡胶上的操作压力。因此,可以防止在闲置时部分固化的橡胶从挤出机的喷嘴意外泄漏。
[0043]
根据本发明的又一优选实施例,3d打印方法的特征还在于通过在打印床上打印和硬化热塑性材料或热固性材料或其他种类合适的材料为未固化的橡胶层中的任何层或所有层来形成支撑结构的步骤。这允许对基本上任何几何设计的橡胶部件进行3d打印。
[0044]
在本发明的详细描述以及附图中可以发现本发明的其他优点。需要注意的是,在附图中示出以及在其上下文中描述的本发明的实施例本质上仅仅是示例性的并且用于更好地理解本发明。
附图说明
[0045]
附图中:
[0046]
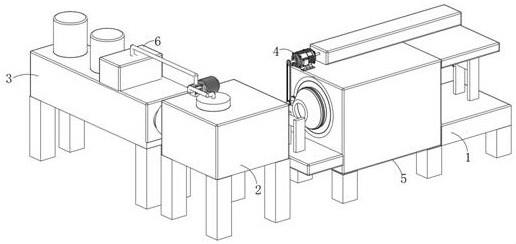
图1示出了用于打印橡胶体、特别是橡胶密封件的3d打印系统,其包括用于加热、混合和部分地固化供给到挤出机的橡胶带的电子控制的单蜗杆挤出机;
[0047]
图2示出了根据图1的3d打印系统的挤出机的更详细的视图;
[0048]
图3示出了挤出机的单个蜗杆在图2中标识为“a”的区域中的详细局部视图;
[0049]
图4示出了挤出机的单个蜗杆在图2中标识为“b”的区域中的详细局部视图;
[0050]
图5示出了图1所示的单蜗杆挤出机的蜗杆的一个优选实施例的侧视图;
[0051]
图6示出了图5所示蜗杆的局部侧视图;
[0052]
图7示出了根据图1的3d打印系统的打印床的第一实施例的侧视图;
[0053]
图8示出了根据图1的3d打印系统的打印床的另一优选实施例的侧视图;
[0054]
图9示出了根据图1的3d打印系统的打印床的另一实施例的侧视图;
[0055]
图10示出了根据图1的3d打印系统的打印床的另一实施例的侧视图;
[0056]
图11示出了根据图1的3d打印系统的挤出机的喷嘴的局部剖视图;
[0057]
图12示出了具有一对打印头的3d打印系统的第二实施例,其中每个打印头均包括挤出机;
[0058]
图13示出了根据图12的3d打印系统的两个挤出机的挤出机壳体的局部视图;
[0059]
图14示出了根据图12的3d打印系统的挤出机的示意图;
[0060]
图15示出了根据图12的3d打印系统的挤出机在由热塑性塑料或热固性塑料打印支撑结构期间的示意图;
[0061]
图16示出了根据图12的3d打印系统的挤出机在打印弹性可变形的橡胶部件期间的示意图;以及
[0062]
图17示出了使用如图1至图16所示的3d打印系统来3d打印弹性可变形的橡胶体的方法的框图。
具体实施方式
[0063]
图1以示意图描绘了根据本发明的3d打印系统10的第一实施例。3d打印系统10用于打印弹性可变形的橡胶部件或橡胶体12、例如橡胶密封件。3d打印系统10包括挤出机14形式的第一打印头和打印床16,在该打印床上打印相应橡胶部件12。挤出机14可通过驱动装置18沿三个轴线x、y、z相对于打印床16平移移动。
[0064]
挤出机14设计为单蜗杆挤出机14并且包括具有内腔22的壳体20,在壳体中单个蜗杆24围绕旋转轴线26可旋转地布置。蜗杆24优选地具有单起始螺纹28并且由电动机30供
电。
[0065]
挤出机壳体20的特征在于具有第一加热装置32。第一加热装置32优选地布置在壳体壁34内并且可以形成为电阻加热装置。第一加热装置32中的每一个至少部分地包围挤出机14的内腔22以使得能够均匀加热经由挤出机14的入口开口36供给到内腔22中的生橡胶r。打印床16的特征在于具有图1中未示出的第二加热装置,其将在下面进一步描述。
[0066]
3d打印系统10还包括可编程的电子控制装置38。电子控制装置38包括用于确定挤出机内加热的橡胶材料的温度的至少一个温度传感器40,以及用于确定挤出机14内的工作压力的压力传感器42。电子控制装置用于控制驱动装置、蜗杆24的电动机30以及第一加热装置32和打印床16的第二加热装置。电子控制装置38特别地可以包括计算机、例如具有存储设备的工作站或个人计算机,在该存储设备上存储用于控制3d打印过程的操作软件以及应用软件(图中未示出)。
[0067]
挤出机14沿旋转轴线26的方向示出了包括入口开口36的上供给区或入口区44、加热和混合区46和下挤出区48。下挤出区48具有喷嘴50,该喷嘴用于分配、即挤出加热和部分固化的橡胶,在图中用r表示。
[0068]
在图2中,以单独的局部视图示出了3d打印系统的挤出机14。应当理解,根据待打印的橡胶体的尺寸来选择用于挤出加热和部分固化的橡胶r的喷嘴46的开口直径d。加热的生橡胶r的部分固化通过以下方式实现:在挤出机14的内腔22内施加热量以及将其混合。
[0069]
挤出机14调整为适用于已知的加热的(和未固化的)橡胶的剪切稀化,即适用于加热的生橡胶r暴露于剪切应变时的非牛顿特性。对此,在挤出机14的入口区44中,蜗杆和壳体壁34的内表面54之间没有或只有很小的间隙52,如图3中更详细地所示。这允许在内腔22内建立用于挤出部分固化的橡胶r所需的操作压力。
[0070]
与此相反,在加热和混合区46以及挤出区48中,蜗杆24和壳体壁34的内表面48之间存在更大的间隙52,该间隙可以在朝向喷嘴50的方向上进一步增加尺寸,见图4。由此,加热的橡胶可以通过蜗杆24的旋转沿轴向流向挤出机14的喷嘴50(向前流动),并且部分地向后流动(回流)穿过间隙52。这极大地改善了加热的橡胶在挤出机14的内腔22的加热和混合区内的混合。此外,由于橡胶暴露于由挤出机14的第一加热装置32产生的热量的时间足够长以及由于在混合过程期间施加到加热的橡胶的剪切应变而导致加热的橡胶的限定的部分固化。
[0071]
蜗杆24优选地具有锯齿状胎面翘边56,如图5和图6所示,这使得供给至挤出机14的带状生橡胶材料被胎面翘边56的锯齿58抓住,并被旋转的蜗杆24拖入内腔22中。锯齿58可以设置有切割边缘60。这允许附加地切碎供给至挤出机14的生橡胶带。这有利于在挤出机14内快速且均匀地加热生橡胶r。
[0072]
在图7中,示出了根据图1的3d打印系统10的打印床16的第一实施例的侧视图。打印床16的第二加热装置62位于打印床16下并且可以部分或全部嵌入打印床16的材料内。打印床16优选地由已知为良好热导体的材料组成、例如由金属或工业陶瓷组成。特别地,第二加热装置62可以形成为电阻加热装置。
[0073]
根据图8中描绘的打印床16的实施例,第二加热装置62可替代地或附加地包括一个或多个加热风扇64,通过该加热风扇可以产生暖/热空气的气流。可以设置空气管道66以将暖/热空气直接引导至打印床16的顶侧68和在3d打印过程期间沉积在其上的打印的橡胶
部件(橡胶体)12。这允许打印的橡胶材料从外到内进一步固化。加热风扇64可位于打印床16下以用于为挤出机14提供足够的间隙。
[0074]
3d打印系统10还可包括箱70,其限定打印室72,在打印室中布置有打印床16,如图9和图10中的示例所示。箱70允许将打印床暴露于环境c,该环境c更容易控制、特别是在温度、湿度和/或气体成分方面更容易控制。例如,可能需要将打印的、即挤出的部分固化的橡胶暴露于包含超过95%的惰性气体的环境c,以减少橡胶部件的打印和固化过程中不需要的氧气效应。与工厂大厅或生产室相比,箱70内的环境c的温度水平可以更容易且非常经济地被调节到适合于进一步固化打印室72内挤出的/打印的橡胶的给定目标温度。值得注意的是,箱70可以附加地或替代地设置有第二加热装置62,以用于进一步固化部分固化的橡胶r的打印的橡胶部件(橡胶体)12。第二加热装置62可以布置在箱70的中央部分并且可以例如包括一个或多个红外线辐射器。
[0075]
根据图10所示的打印床16的实施例,箱70的第二加热装置62可以包括一个或多个加热风扇64,该加热风扇直接安装到箱、特别是其侧壁74,并形成其组成部分。
[0076]
图11示出了根据图2的挤出机14的喷嘴50在将加热和部分固化的橡胶r挤出到打印床16上期间的详细局部截面。若干层76a、76b、76c、
……
、76n部分固化的橡胶r一层一层地沉积。在此,第一和第二层76a、76b橡胶已经完成,第三层76c正在形成。第一橡胶层76a直接沉积在打印床16上并与其直接接触。更多部分固化的橡胶r从挤出机中挤出并直接沉积在相应在前的(第二)橡胶层上,同时挤出机14的喷嘴50沿预设方向78相对于打印床16移动。
[0077]
在部分固化的橡胶r从挤出机14挤出期间,喷嘴50与相应紧接的前层76a、76b部分固化的橡胶r保持预设距离80,并保持预设速度v。预设距离80、挤出机相对于打印床16的运动速度v以及部分固化的橡胶r的体积流率被确定为使得部分固化的橡胶r被挤出后在其沉积在相应紧接的前层76a、76b、76c、
……
、76n部分固化的橡胶r的过程期间,被机械地挤压入所述相应紧接的前层76a、76b、76c、
……
、76n部分固化的橡胶r中。这极大地增强了固化,从而在3d打印过程中改善了各层76a、76b、76c、
……
、76n橡胶的结合。因此,3d打印的橡胶零件可以实现机械稳定性,该机械稳定性与通过注塑成型工艺制成的橡胶部件的机械稳定性相当。可以防止不需要的空腔或层开裂。此外,由此可以提高部分固化的橡胶的打印层的尺寸稳定性。需要注意的是,橡胶的固化持续并超过整个打印过程。完成3d打印的橡胶部件保留在打印床16上,直到固化至期望的固化状态、即期望的交联密度。这可能需要几个小时。
[0078]
现在参考图12,其描绘了具有第二打印头82的3d打印系统10的另一实施例。第二打印头82将用于待由第一挤出机14打印的橡胶部件的支撑和/或占位结构打印到打印床16上。如图13所示,第二打印头82还可包括具有如上所述的第一加热装置32的蜗杆挤出机14'、特别是单蜗杆挤出机14'。第二打印头82可沿着三个移动轴线x、y、z移动,正如上面参照图1描述的挤出机14。根据图14,在同一时间挤出机14或第二打印头中仅有一个可相对于打印床16放置在打印活动位置84。在图14中,挤出机14示为位于所述打印活动位置84。第二打印头82示为处于其空闲位置86。挤出机14/第二打印头82的活动和空闲位置84、86在z方向上彼此间隔开。在橡胶部件的3d打印过程期间,相应的打印位置以及相应的空闲位置优选地是可自由编程和动态调整的。
[0079]
在图15中,示出了在用于待由3d打印系统10打印的橡胶部件的支撑结构88的打印期间的3d打印系统10。支撑结构88可以直接打印在打印床16上。替代地,支撑结构88可以至少部分地位于橡胶层上(见图11),该橡胶层被在前挤出并且(直接或间接地)沉积在打印床16上。支撑结构88优选地由热塑性塑料或热固性聚合物、也称为热固性塑料打印而成,其由挤出的粘性液体预聚物或树脂不可逆地硬化。支撑结构88通常在3d打印的橡胶体最终固化之后被移除。根据图16,完成的橡胶部件12示出为打印在支撑结构88的正上方。支撑结构88也可以用作橡胶部件12(图1)的打印壳以获得进一步提高的稳定性和尺寸精度。对于最高精度,支撑结构88的层厚可以小于橡胶层的厚度,优选地刚好在下一个橡胶层之前打印所需数量的支撑层。
[0080]
还参考图17描述了根据本发明的使用如上所述的3d打印系统10来3d打印弹性可变形的橡胶体12的方法100。方法100包括以下步骤:
[0081]
·
以条状、粒状等形式提供102未固化的生橡胶r;
[0082]
·
将未固化的生橡胶r经由入口开口36供给104至挤出机14;
[0083]
·
通过施加热量在所述挤出机14内加热106未固化的生橡胶r并在挤出机14内混合108加热的橡胶;
[0084]
·
在挤出机14内部分地固化110加热的生橡胶r;
[0085]
·
加热112打印床16;
[0086]
·
通过在挤出机14和打印床16在预设方向78相对彼此移动120时,在挤出机14的喷嘴50挤出116部分固化的橡胶r并将挤出的部分固化的橡胶r沉积118在打印床16上,以形成114第一层76a部分固化的橡胶r;
[0087]
·
通过在喷嘴50和打印床16以预设距离80相对彼此移动时,在喷嘴50挤出116更多部分固化的橡胶r并将挤出的橡胶沉积118在相应紧接的前层橡胶上,其中,所述距离80使得新挤出的部分固化的橡胶r被机械地挤压入相应紧接的前层76a、76b、76c、
……
、76n橡胶中;
[0088]
·
一旦橡胶沉积在打印床上,则进一步固化124橡胶层76a、76b、76c、
……
、76n中的每一层,直到3d打印的橡胶体12在打印床16上固化到期望的固化状态。
[0089]
所述3d打印方法允许逐层构建无空腔橡胶部件12,其表现出与相应注塑橡胶部件相当的机械特性、特别是机械强度以及尺寸精度。橡胶可以是例如本领域技术人员已知的任何腈基橡胶(nbr/hnbr)或其他类型的橡胶、例如氟橡胶(fkm)、三元乙丙橡胶(epdm)、丙烯酸烷基酯共聚物橡胶(acm)或乙烯丙烯酸橡胶(aem)。
[0090]
该方法还可以包括在打印床16上打印每一层76结束时,将挤出机14朝向打印床16(在z轴的方向上)推进126。有利地,在中断128部分固化的橡胶r的挤出(116)之时或之前进行步骤126,并且在背离打印床16缩回130(沿z轴方向)挤出机14之前进行步骤126,以将其置于用于打印下一层76b、76c、
……
、76n的位置。因此,可以防止部分固化的橡胶r的新沉积层和/或相应紧接的前层发生不希望的变形。更重要的是,在将挤出机14移动远离打印床16时,可以防止部分固化的橡胶r的新沉积层76a、76b、76c、76n从打印床16或部分固化的橡胶r的相应紧接的前层76a、76b、76c、
……
、76n产生的不希望的开裂。
[0091]
此外,3d打印方法100可以包括通过直接或间接在打印床上3d打印134热塑性材料或热固性材料并使其硬化136来创建132支撑结构88的步骤。这允许可3d打印的弹性可变形
的橡胶部件12的几何范围很广。值得注意的是,步骤132可以在步骤114之前和/或之后进行。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。