技术特征:
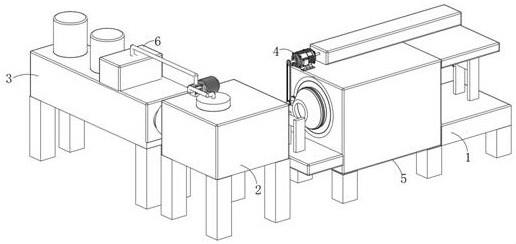
1.一种用于打印弹性可变形的橡胶部件(90)、特别是橡胶密封件的3d打印系统(10),其特征在于,所述3d打印系统包括:-挤出机(14),其包括具有入口开口(36)和喷嘴(50)的壳体(20),所述挤出机(14)包括用于加热供给到所述挤出机(14)的生橡胶(r)的第一加热装置(32);-具有第二加热装置(62)的打印床(16);-用于使所述挤出机(14)和所述打印床(16)相对彼此移动的驱动装置(18);以及-用于所述挤出机(14)和所述打印床(16)的第二加热装置(62)的电子控制装置(38),其中,所述电子控制装置(38)适于控制所述挤出机(14)和所述第一加热装置(32)使得橡胶在所述挤出机内部分固化,所述部分固化的橡胶(r)从所述喷嘴(50)挤出并沉积在所述打印床(16)上,沉积在所述打印床(16)上的部分固化的橡胶(r)在所述橡胶部件(90)被打印期间和打印之后进一步固化。2.根据权利要求1所述的3d打印系统(10),其特征在于,所述挤出机(14)设计为单蜗杆挤出机。3.根据权利要求2所述的3d打印系统(10),其特征在于,蜗杆(24)具有锯齿状的胎面翘边(56)。4.根据前述权利要求中任一项所述的3d打印系统(10),其特征在于,所述第一加热装置(32)集成在所述挤出机(14)的壳体壁(34)中。5.根据权利要求4所述的3d打印系统(10),其特征在于,所述第二加热装置(32)至少部分地、优选完全地包围所述挤出机(14)的内腔(22)。6.根据前述权利要求中任一项所述的3d打印系统(10),其特征在于,所述打印床(16)由玻璃、陶瓷或金属制成。7.根据前述权利要求中任一项所述的3d打印系统(10),其特征在于,所述第二加热装置(62)至少部分地位于所述打印床(16)下和/或至少部分地位于所述打印床(16)内。8.根据前述权利要求中任一项所述的3d打印系统(10),其特征在于,所述第一加热装置(32)和/或所述第二加热装置(62)包括一个或多个电阻加热装置。9.根据前述权利要求中任一项所述的3d打印系统(10),其特征在于,所述打印床(16)布置在箱(70)内。10.根据权利要求9所述的3d打印系统(10),其特征在于,所述第二加热装置(62)至少部分地布置在所述箱(70)之中或之上。11.根据前述权利要求中任一项所述的3d打印系统(10),其特征在于,所述第二加热装置(62)的至少一部分以散热风扇的形式提供,其中,优选地提供空气管道(66)以将暖/热空气引导至所述打印床(16)的顶侧(68)。12.根据前述权利要求中任一项所述的3d打印系统(10),其特征在于,所述3d打印系统(10)包括用于打印待打印的弹性可变形的橡胶部件(12)的支撑结构(88)的第二打印头(82)。13.根据权利要求12所述的3d打印系统(10),其特征在于,所述挤出机(14)和所述第二打印头(82)分别能够相对于所述打印床(16)从打印活动位置(84)移动到空闲位置(86)并且反之亦然,其中,在同一时间所述挤出机(14)和所述第二打印头(82)中仅有一个能够定位在所述打印活动位置(84)。
14.一种使用根据权利要求1至13中任一项所述的3d打印系统(10)来3d打印弹性可变形的橡胶部件(12)的方法(100),其特征在于,所述方法包括以下步骤:
·
以条状、粒状等形式提供(102)未固化的生橡胶(r);
·
将所述未固化的生橡胶(r)经由入口开口(36)供给(104)至挤出机14;
·
通过施加热量在所述挤出机(14)内加热(106)所述未固化的生橡胶(r)并在所述挤出机14内混合(108)加热的橡胶;
·
在所述挤出机(14)内部分地固化(110)加热的生橡胶(r);
·
加热(112)打印床(16);
·
通过在所述挤出机(14)和所述打印床(16)相对彼此移动(120)时,在所述挤出机(14)的喷嘴(50)挤出(116)部分固化的橡胶(r)并将挤出的部分固化的橡胶(r)沉积(118)在所述打印床(16)上,以形成(114)第一层(76a)部分固化的橡胶(r);
·
通过在所述喷嘴(50)和所述打印床(16)以预设距离(80)相对彼此移动时,在所述喷嘴(50)挤出(116)更多部分固化的橡胶(r)并将挤出的橡胶沉积(118)在相应紧接的前层部分固化的橡胶(r)上,其中,所述距离(80)使得新挤出的部分固化的橡胶(r)被机械挤压入相应紧接的前层(76a、76b、76c、
……
、76n)部分固化的橡胶(r)中;
·
一旦橡胶沉积在打印床上,则进一步固化(124)橡胶层(76a、76b、76c、
……
、76n)中的每一层,直到3d打印的橡胶体(90)在所述打印床(16)上固化到期望的固化状态。15.根据权利要求14所述的方法(100),其特征还在于,在所述打印床(16)上打印每一层(76a、76b、76c、
……
、76n)结束时,将所述挤出机(14)向所述打印床(16)推进(126)。16.根据权利要求15所述的方法,其特征在于,所述挤出机(14)的推进(126)在中断(128)所述部分固化的橡胶(r)的挤出(116)之时或之前进行。17.根据权利要求14至16中任一项所述的方法,其特征还在于,通过在所述打印床(16)上打印并硬化热塑性材料或热固性材料为未固化的橡胶(r)层(76a、76b、76c、
……
、76n)中的任何层创建(132)支撑结构(88)。
技术总结
本发明涉及一种用于打印弹性可变形的橡胶部件(90)、例如橡胶密封件的新型3D打印系统(10),其中,在打印橡胶部件的每个橡胶层之前,未固化的橡胶原材料部分地固化。本发明还涉及一种使用所述3D打印系统(10)3D打印弹性可变形橡胶体的新型3D打印方法。形橡胶体的新型3D打印方法。形橡胶体的新型3D打印方法。
技术研发人员:I
受保护的技术使用者:特瑞堡密封系统德国有限公司
技术研发日:2019.06.11
技术公布日:2022/3/3
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。