一种ptfe基复合薄膜表面的均匀活化方法
技术领域
1.本发明涉及高分子复合材料技术领域,尤其涉及一种ptfe基复合薄膜表面的均匀活化方法。
背景技术:
2.随着电子产品不断向小型化、轻量化、超高集成度发展,设计并制作多层板用于高频电路已经越来越普遍。聚四氟乙烯(ptfe)基复合材料因兼备相对介电常数易于调整、高频损耗极低、电路加工便捷、良好的耐老化性和耐湿热性等一系列优点受到业界广泛关注,是目前较为理想的高频多层电路板基础材料,也是近年来高分子复合材料领域的热门研究内容。而ptfe因其氟碳键的特殊的分子结构,表面能低,在未经过表面活化处理的情况下,几乎没有粘结性,难以直接用作多层电路板之间的粘结材料。因此,寻找一种可适用于批量生产的ptfe基复合薄膜的表面活化方法对整个多层电路板行业的发展都有非常重要的意义。
3.cn112442202公布了一种多层板用层间粘结片的制备方法,使用钠萘溶液处理ptfe基片,使其表面能增大、接触角变小、润湿性提高,粘结性能显著改善。所使用的钠萘溶液处理的方法包括:浸泡、喷涂或刷涂。但是,传统方法制备钠萘溶液是将精细萘和金属钠溶解于四氢呋喃或乙二醇二甲醚等活性醚溶剂,经过溶解或络合而形成的粘稠混合悬浮液。其中,四氢呋喃、乙二醇二甲醚属于醚类物质,有麻醉及损害肾脏的危险,且二者均具有可燃性。
4.由于多层板用粘结片的ptfe薄膜厚度较薄,约为50~1500μm,采用浸泡钠萘溶液的方式处理时,薄膜容易断裂,难以实现批量连续化生产,且用浸泡法需要使用大量钠萘溶液,对环境污染较大。
5.采用喷涂钠萘溶液的方式处理ptfe薄膜,喷涂溅射起来液体危险,将会使这两种醚类物质在保护气体中或者一定区域空间内大量弥漫,对工作人员及环境均有一定危害,甚至产生燃烧爆炸。
6.采用刷涂钠萘溶液的方式处理ptfe薄膜,在薄膜表面会留下刷子的印记,并且钠萘溶液的刷涂量难以控制,难以实现稳定生产。
7.因此,急需研发一种安全、便利、连续、稳定、均匀地将钠萘溶液涂覆到ptfe薄膜上,进而提升ptfe薄膜的表面能,达到表面活化的目的,满足多层印制电路板的连续生产制造工艺需求和后续应用需求。
技术实现要素:
8.针对现有技术的不足,本发明提供一种ptfe基复合薄膜表面的均匀活化方法,使用经狭缝挤出的涂布工艺,腔体密闭,将少量钠萘溶液安全、连续、稳定、均匀地涂覆到ptfe薄膜上,解决了现有技术中存在的溶液使用量大、涂覆不均匀、液体喷溅等问题,有效避免有毒物质挥发,达到均匀表面活化的目的,满足工业化生产需要。
9.为达到此目的,本发明采用以下技术方案:一种ptfe基复合薄膜表面的均匀活化方法,包括如下步骤:配制钠萘液、将钠萘溶液加入涂布机物料腔内;将钠萘溶液涂覆到ptfe薄膜上;将涂覆完毕的ptfe基复合薄膜用乙醇冲洗;将冲洗完毕的ptfe基复合薄膜经风干后收卷;其特征在于:将钠萘溶液加入涂布机物料腔内后,先将容器密封后再开启搅拌器;所述的涂覆是采用狭缝挤出涂布工艺;按如下步骤操作:第一步:准备ptfe基复合薄膜:将已经制备完毕并且已经收卷的ptfe基复合薄膜穿过固定轴,在涂布机基台上固定,薄膜厚度35~150
±
10μm;第二步:制备钠萘溶液:将64g精细萘和11.5g金属钠溶解于0.5l的四氢呋喃溶剂中,经过溶解或络合而形成的粘稠混合悬浮液;第三步:钠萘液的转移:将钠萘溶液加入涂布机物料腔内,密闭,使用搅拌器按照5r/min搅拌,通过精密计量泵将溶液泵入从涂布机上下模头之间形成的狭缝挤出的刀头内,备用;第四步:涂覆:利用涂布机的模头和垫片组成的供料系统将钠萘溶液从上下模头之间的缝隙挤出,涂布于移动的载有成卷的ptfe基复合薄膜基台上,将钠萘溶液涂覆到ptfe薄膜上;根据钠萘溶液的液体流量、刮刀到膜的高度与基台移动速度调整涂膜厚度,涂膜厚度为10~50
±
5μm;第五步:在线后处理:将涂覆完毕的ptfe基复合薄膜传送至冲洗槽,用流动的乙醇冲洗薄膜;第六步:在线风干:将冲洗完毕的ptfe基复合薄膜经风干后收卷;第七步:重复进行步骤4至步骤6,达到工艺要求后收卷即可。
10.狭缝挤出涂布工艺是一种可应用于对各种柔性基材进行表面精确、均匀涂布的工艺。通过狭缝挤出模头、供料系统与进料阀体配合,可精确控制进入系统的溶液量,控制薄膜涂层厚度,用料少、精度高、均匀性和稳定性好。因此本发明与已有技术相比,具有如下有益效果:本发明通过采用采用狭缝挤出涂布工艺将钠萘溶液均匀地涂覆到ptfe基复合薄膜上,使其表面能增大、接触角变小、润湿性提高,粘结性能显著改善;由于本发明使用的钠萘溶液在涂布机物料腔内是密闭的,且经狭缝挤出时用量少,因此整个涂覆体系中仅有少量的钠萘溶液散发出来,减少了对工作人员及环境的危害,几乎没有产生燃烧爆炸的可能性;本发明提升了加工效率和成品率,利于大规模生产;本发明对ptfe复合薄膜的种类、组分及厚度包容性极强,通过调整搅拌器的转速、计量泵的流速、刮刀到膜的高度、基台移动速度,在不同厚度ptfe复合薄膜上精确而又稳定地涂覆钠萘溶液,达到表面均匀活化的目的。
具体实施方式
11.一种ptfe基复合薄膜表面的均匀活化方法,包括如下步骤:配制钠萘液、将钠萘溶液加入涂布机物料腔内;将钠萘溶液涂覆到ptfe薄膜上;将涂覆完毕的ptfe基复合薄膜用乙醇冲洗;将冲洗完毕的ptfe基复合薄膜经风干后收卷;将钠萘溶液加入涂布机物料腔内后,先将容器密封后再开启搅拌器;涂覆是采用狭缝挤出涂布工艺;按如下步骤操作:
第一步:准备ptfe基复合薄膜:将已经制备完毕并且已经收卷的ptfe基复合薄膜穿过固定轴,在涂布机基台上固定,薄膜厚度35~150
±
10μm;第二步:制备钠萘溶液:将64g精细萘和11.5g金属钠溶解于0.5l的四氢呋喃溶剂中,经过溶解或络合而形成的粘稠混合悬浮液;第三步:钠萘液的转移:将钠萘溶液加入涂布机物料腔内,密闭,使用搅拌器按照5r/min搅拌,通过精密计量泵将溶液泵入从涂布机上下模头之间形成的狭缝挤出的刀头内,备用;第四步:涂覆:利用涂布机的模头和垫片组成的供料系统将钠萘溶液从上下模头之间的缝隙挤出,涂布于移动的载有成卷的ptfe基复合薄膜基台上,将钠萘溶液涂覆到ptfe薄膜上;根据钠萘溶液的液体流量、刮刀到膜的高度与基台移动速度调整涂膜厚度,涂膜厚度为10~50
±
5μm;第五步:在线后处理:将涂覆完毕的ptfe基复合薄膜传送至冲洗槽,用流动的乙醇冲洗薄膜;第六步:在线风干:将冲洗完毕的ptfe基复合薄膜经风干后收卷;第七步:重复进行步骤4至步骤6,达到工艺要求后收卷即可。
12.为了准确的控制涂覆的膜厚,精密计量泵控制的液体流量0.5~2ml/s、刮刀到膜的高度10-50μm、基台移动速度0.5-2 m/s。具体实施例
13.以下实施例仅对本发明作进一步说明,但本发明并不仅仅限于此。
14.实施例1:第一步:准备ptfe基复合薄膜:将已经制备完毕并且已经收卷的ptfe基复合薄膜穿过固定轴,在涂布机基台上固定,薄膜厚度150
±
10μm;第二步:制备钠萘溶液:将64g精细萘和11.5g金属钠溶解于0.5l的四氢呋喃溶剂中,经过溶解或络合而形成的粘稠混合悬浮液;第三步:钠萘液的转移:将钠萘溶液加入涂布机物料腔内,密闭,使用搅拌器按照5r/min搅拌,通过精密计量泵按照2ml/s的速度将溶液泵入从涂布机上下模头之间形成的狭缝挤出的刀头内,备用;第四步,涂覆:设置刮刀到膜的高度50μm,基台移动速度2m/s,涂布于移动的载有成卷的ptfe基复合薄膜基台上,将钠萘溶液涂覆到ptfe薄膜上;根据钠萘溶液的液体流量与基台移动速度调整涂膜厚度,涂膜厚度为50
±
5μm第五步:在线后处理:将涂覆完毕的ptfe基复合薄膜传送至冲洗槽,用流动的乙醇冲洗薄膜;第六步:在线风干:将冲洗完毕的ptfe基复合薄膜经风干后收卷;第七步:重复进行步骤4至步骤6,达到工艺要求后收卷即可。
15.实施例2第一步:准备ptfe基复合薄膜:将已经制备完毕并且已经收卷的ptfe基复合薄膜穿过固定轴,在涂布机基台上固定,薄膜厚度80
±
10μm;第二步:制备钠萘溶液:将64g精细萘和11.5g金属钠溶解于0.5l的四氢呋喃溶剂中,经过溶解或络合而形成的粘稠混合悬浮液;
第三步:钠萘液的转移:将钠萘溶液加入涂布机物料腔内,密闭,使用搅拌器按照5r/min搅拌,通过精密计量泵按照1ml/s的速度将溶液泵入从涂布机上下模头之间形成的狭缝挤出的刀头内,备用;第四步,涂覆:设置刮刀到膜的高度20μm,基台移动速度1m/s,涂布于移动的载有成卷的ptfe基复合薄膜基台上,将钠萘溶液涂覆到ptfe薄膜上;根据钠萘溶液的液体流量与基台移动速度调整涂膜厚度,涂膜厚度为20
±
5μm;第五步:在线后处理:将涂覆完毕的ptfe基复合薄膜传送至冲洗槽,用流动的乙醇冲洗薄膜;第六步:在线风干:将冲洗完毕的ptfe基复合薄膜经风干后收卷;第七步:重复进行步骤4至步骤6,达到工艺要求后收卷即可。
16.实施例3第一步:准备ptfe基复合薄膜:将已经制备完毕并且已经收卷的ptfe基复合薄膜穿过固定轴,在涂布机基台上固定,薄膜厚度35
±
10μm;第二步:制备钠萘溶液:将64g精细萘和11.5g金属钠溶解于0.5l的四氢呋喃溶剂中,经过溶解或络合而形成的粘稠混合悬浮液;第三步:钠萘液的转移:将钠萘溶液加入涂布机物料腔内,密闭,使用搅拌器按照5r/min搅拌,通过精密计量泵按照0.5ml/s的速度将溶液泵入从涂布机上下模头之间形成的狭缝挤出的刀头内,备用;第四步,涂覆:设置刮刀到膜的高度10μm,基台移动速度0.5m/s,涂布于移动的载有成卷的ptfe基复合薄膜基台上,将钠萘溶液涂覆到ptfe薄膜上;根据钠萘溶液的液体流量与基台移动速度调整涂膜厚度,涂膜厚度为10
±
5μm;第五步:在线后处理:将涂覆完毕的ptfe基复合薄膜传送至冲洗槽,用流动的乙醇冲洗薄膜;第六步:在线风干:将冲洗完毕的ptfe基复合薄膜经风干后收卷;第七步:重复进行步骤4至步骤6,达到工艺要求后收卷即可。
17.对比例ptfe基薄膜不经表面活化处理,按照上述步骤,直接从步骤1跳跃执行步骤5中流动的乙醇冲洗,去除杂质,然后执行步骤7,收卷,备测备用。
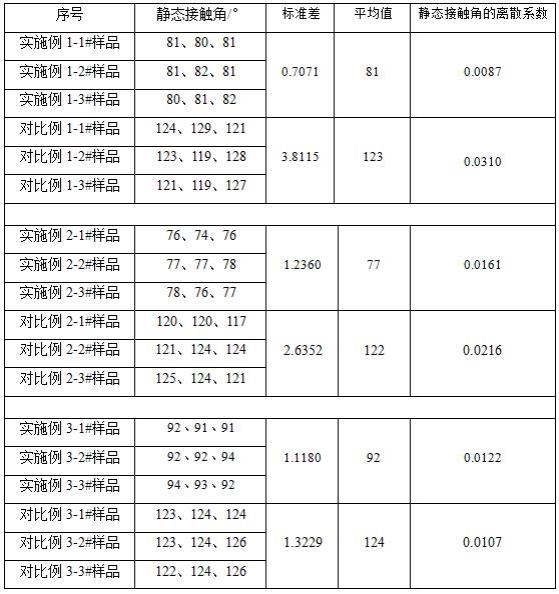
18.性能测试接触角测试:采用上海solon接触角测试仪sl200,测试去离子水在经表面活化处理的ptfe机薄膜的静态接触角,取样点分布在每卷薄膜的前端(距离收卷处50cm)、中部(单卷膜的中间)、后端(距离放卷处50cm)三个部分,每部分取样测试3个点,使用静态接触角的离散系数表征薄膜表面活化的均匀性。
19.离散系数时统计学当中表征数据离散程度的相对统计量,主要是用于比较不同样本数据的离散程度。离散系数大,说明数据的离散程度也大,均匀性差;离散系数小,说明数据的离散程度也小,均匀性好。其计算公式为:离散系数=标准差/平均值具体测试数据如下表1各样品接触角测试结果所示:表1 各样品接触角测试与统计结果
从表1的数据可得,相比较于对比例的不使用狭缝涂布,本发明实施例1-3提供的经表面活化的ptfe机基复合薄膜,接触角都有了明显的降低,离散系数也较小,接触角的降低表示其表面能增大、润湿性提高,离散系数小说明数据的离散程度也小,涂覆的均匀性好,在后期的加工过程中粘结性能可得到改善。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
