1.本发明属于纹理加工的技术领域,具体涉及一种纹理加工方法。
背景技术:
2.随着社会经济的高速发展,汽车的家用化程度越来越高,人们在选购家用轿车时,一般主要关注价格、性能、油耗、安全性、内部空间大小和外观这几个方面。选购时,顾客能直观感受到的只有价格、内部空间大小和外观这三个方面;在同等价位下,外观是顾客选择的决定性因素。汽车的外观分为外部和内部,外部外观主要体现在车身颜色和造型上,内部外观主要体现在汽车内饰件的颜色、表面纹理和造型上;在使用中,用户接触时间更多的是汽车的内饰,因此,为提升产品竞争力,提升汽车内饰件的外观愈发重要。汽车内饰件的颜色多为深色,其造型为适应功能需求也较为固定,因此,提升汽车内饰件的观感往往从内饰件的表面着手,表面低光度的内饰件在视觉上塑料感较弱,皮质感更强,对内饰件的外观提升较为明显;改变光度是最为有效、低成本的办法是在内饰件的表面加工纹理。
3.目前,多采用激光雕刻模具表面形成纹理的制作方法,该加工方法使用的设备价格高昂,且步骤繁琐,加工周期长。为降低成本,提高产品的价格竞争力,需要提出一种简单、低成本的模具纹理加工方法,中国专利cn201911175115.3 一种微纹锁光安全驾驶纹理制作工艺,提出了一种化学腐蚀加工模具表面纹理的方法,该方法主要是为了方便对纹理区域进行清理,以及减小化学用品对人体的伤害,该方法虽然可以蚀刻具有一定深度、间隔和大小的纹理;但加工过程过于简单,难以蚀刻出具有多层次效果的纹理,与激光雕刻的纹理效果仍存在一定差距;因此,需要对加工方法作进一步改进,以达到与激光雕刻一样的纹理加工效果,从而满足市场需求。
技术实现要素:
4.针对现有技术的上述不足,本发明要解决的技术问题是提供一种纹理加工方法,解决目前的化学腐蚀纹理加工方法难以蚀刻出具有多层次效果纹理的问题,取得接近激光雕刻纹理的效果。
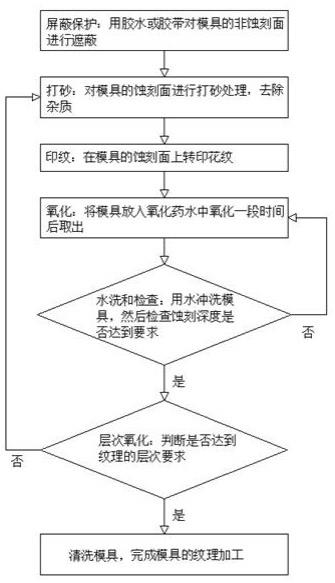
5.为解决上述技术问题,本发明采用如下技术方案:一种纹理加工方法,包括以下步骤:1)遮蔽保护:用胶水或胶带对模具的非蚀刻面进行遮蔽;2)打砂:对模具的蚀刻面进行打砂处理,去除步骤1)后残留在蚀刻面上的杂质;3)印纹:在模具的蚀刻面上转印花纹;4)氧化:将模具放入氧化药水中氧化一段时间后取出;5)水洗和检查:用水冲洗模具,然后检查蚀刻深度,若蚀刻深度不达要求,则再次进行步骤4)至步骤5),若蚀刻深度达到要求,则进行步骤6);6)层次氧化:重复步骤2)至步骤5)多次,且多次步骤3)转印花纹的轮廓尺寸各不相同;
7)清洗模具,完成模具的纹理加工。
6.进一步地,在步骤1)之前还需要进行以下步骤:01)模具检查:检查模具是否有碰伤和裂纹的缺陷,若存在碰伤或裂纹的缺陷,则需另选模具;02)模具清洗:对模具的模仁、滑块和镶件进行拆卸和清洗。
7.进一步地,在步骤3)之前还需要进行以下步骤:21)药检:将模具放入检测药水中并快速取出,检查模具表面是否有烧焊和材质线的缺陷,若存在烧焊或材质线的缺陷,则需另选模具;22)二次打砂:对模具的蚀刻面进行打砂处理,去除步骤21)后残留在蚀刻面上的杂质。
8.进一步地,步骤3)的具体操作为:在用于菲林蚀刻的锌质花纹板上均匀涂抹菲林油蜡,再用碾压机将锌质花纹板上的菲林油蜡转印在菲林纸上制成蜡纸,将蜡纸贴在模具上以将花纹转印到模具的蚀刻面上。
9.进一步地,在重复进行步骤2)至步骤5)之前还需要先去除模具蚀刻表面残留的菲林油蜡。
10.进一步地,首次步骤4)中,氧化时间为80秒,后续每次步骤4)的氧化时间逐次递减10秒。
11.进一步地,步骤5)检查蚀刻深度的具体操作为:用5~10倍放大镜直接检查蚀刻深度,或用橡皮泥压印蚀刻区域,然后取下橡皮泥并测量橡皮泥凸起高度以检查蚀刻深度。
12.进一步地,在步骤4)之前还需要进行以下步骤:31)印纹检查:检查蚀刻面上转印的花纹是否存在不均匀、有接口和有烂纹的缺陷,若存不均匀、有接口或有烂纹的缺陷,则重新进行步骤2)和步骤3)。
13.相比现有技术,本发明的有益效果如下:本发明通过多次菲林腐蚀工艺,并逐次递减氧化时间,从而加工出具有较好层次效果的纹理,实现以往通过激光雕刻模具才能达到的纹理效果;可以代替激光雕刻模具的方法,从而降低纹理加工成本,减少制作周期,提高效率。
附图说明
14.图1为实施例的一种纹理加工方法的流程图。
具体实施方式
15.下面结合附图对本发明的具体实施方式作进一步的详细说明。
16.实施例:本实施例所加工的是将富有科技感的电路板元素和富有中国传统艺术感的篆刻元素融合而成的科技几何纹理;请参见图1,一种纹理加工方法,包括以下步骤:01)模具检查:对模具进行初步外观检查,检查模具是否有碰伤和裂纹的缺陷,当有碰伤或裂纹的缺陷时,则需另选模具,以保证后续使用模具加工纹理的质量;02)模具清洗:对模具的模仁、滑块和镶件进行拆卸和清洗,以便于后续对模具的纹理加工。
17.1)遮蔽保护:用胶水或胶带对模具的非蚀刻面进行遮蔽,将非蚀刻面保护起来,避免被药水侵蚀。
18.2)打砂:对模具的蚀刻面进行打砂处理,去除步骤1)后残留在蚀刻面上的胶水等杂质;21)药检:将模具放入检测药水中并快速取出,结合药水对模具表面产生的反应,判断模具表面是否有烧焊和材质线的缺陷,当有烧焊或材质线的缺陷时,则需另选模具重新进行以上步骤,以保证后续使用模具加工纹理的质量;实施时,所述检测药水可选用硝酸和盐酸的混合溶液。
19.22)二次打砂:对模具的蚀刻面进行打砂处理,去除步骤21)后残留在蚀刻面上的检测药水和其他杂质。
20.3)印纹:在模具的蚀刻面上转印花纹;具体操作为:在用于菲林蚀刻的锌质花纹板上均匀涂抹菲林油蜡,再用碾压机将锌质花纹板上的菲林油蜡转印在菲林纸上制成蜡纸,将蜡纸贴在模具上以将花纹转印到模具的蚀刻面上;实施时,选择的菲林纸必须统一且均匀,菲林纸贴于模具上的方向要与设计的纹理方向一致,转印时每个层次中的纹理颗粒要完全对准;31)印纹检查:检查蚀刻面上转印的花纹是否存在不均匀、有接口和有烂纹的缺陷,若存不均匀、有接口或有烂纹的缺陷,则重新进行步骤2)和步骤3)。
21.4)氧化:将模具放入氧化药水中氧化一段时间后取出;首次步骤4)中,氧化时间为80秒;实施时,氧化药水盛放于药缸中,氧化药水可选用三氯化铁、氯化铜、亚硝酸、硝酸、盐酸、氢氟酸和硫酸的混合溶液。
22.5)水洗和检查:用水冲洗模具,然后检查蚀刻深度,若蚀刻深度不达要求,则再次进行步骤4)至步骤5);若蚀刻深度达到要求,则进行步骤6);检查蚀刻深度的具体操作为:用5~10倍放大镜直接检查蚀刻深度,或用橡皮泥压印蚀刻区域,然后取下橡皮泥并测量橡皮泥凸起高度以检查蚀刻深度。
23.6)层次氧化:判断是否达到设计纹理的层次要求,若没有达到则再次进行步骤2)至步骤5)多次,且每次步骤3)转印花纹的轮廓尺寸各不相同,从而保证每次步骤4)氧化蚀刻的范围不同,后续每次步骤4)的氧化时间逐次递减10秒,以获得多层次蚀刻的纹理效果;在每次重复进行步骤2)至步骤5)之前还需要先去除模具蚀刻表面残留的菲林油蜡,以保证步骤2)至步骤5)顺利重复进行。
24.本实施例中,重复步骤2)至步骤5)五次,即共进行五次氧化,首次氧化时间为80秒,后续每次氧化时间依次减少10秒,即后续四次氧化时间分别为70秒、60秒、50秒和40秒;通过层级递减的氧化时间来达到纹理的层次效果,与激光雕刻的效果接近。
25.6)清洗模具,完成模具的纹理加工。
26.最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。