1.本实用新型涉及送丝机部件及结构技术领域,特别涉及一种送丝装置及送丝系统。
背景技术:
2.目前双丝焊接在市场应用兴起,双丝焊接又分为协同双丝焊接系统及单电源双丝焊接系统。单电源双丝焊接采用一台电源、一台焊机和一台送丝机实现双丝焊接。值得注意的是,单电源双丝焊系统接具有较高熔覆率的特点,适合中大电流焊接,具有高效率高质量的特点。同时,由于单电源双丝系统仅采用一台焊接和一台送丝机,因此在焊接质量和焊接灵活性上均优于协同双丝焊接系统。
3.但是,现有单电源双丝系统仅能实现双丝送丝功能,在某些需要单丝送丝的场景下无法使用,出于降低飞溅、减小出气孔几率的目的,亟待提供一种同时具有双丝送丝和单丝送丝功能的送丝装置。
技术实现要素:
4.本实用新型公开了一种送丝装置及送丝系统,该送丝装置兼具双丝送丝功能和单丝送丝功能,便于用户在实际使用时可选择性地进行焊接,同时可以提高焊接性能。
5.为达到上述目的,本实用新型提供以下技术方案:
6.第一方面,本技术提供一种送丝装置,包括:
7.机架;
8.安装于所述机架的两个焊丝盘;
9.第一送丝轮和第二送丝轮,所述第一送丝轮与所述第二送丝轮均绕自身轴心线可旋转地安装于所述机架,且所述第二送丝轮位于所述第一送丝轮与所述焊丝盘之间,以使来自每个所述焊丝盘的焊丝可经第二送丝轮后传递至第一送丝轮;所述第一送丝轮表面设有沿周向分布的第一沟槽和第二沟槽,且所述第一沟槽形成用于完全容纳焊丝的第一放置空间,所述第二沟槽形成用于部分容纳焊丝的第二放置空间;所述第二送丝轮表面设有沿周向分布的第三沟槽和第四沟槽,所述第三沟槽形成用于容纳焊丝的第三放置空间,所述第四沟槽形成用于容纳焊丝的第四放置空间;且所述第二送丝轮的第三沟槽与所述第一送丝轮的第二沟槽用于输送来自同一个所述焊丝盘的焊丝,所述第二送丝轮的第四沟槽与所述第一送丝轮的第一沟槽用于输送来自同一个所述焊丝盘的焊丝;
10.安装于所述机架的第一压臂和第二压臂,所述第一压臂与所述第二压臂单独可控,且所述第一压臂与所述第二压臂均具有下压工位和抬起工位;当所述第一压臂处于下压工位时,所述第一压臂与置于所述第一送丝轮的第二沟槽内的焊丝抵接;当所述第二压臂用处于下压工位时,所述第二压臂与置于所述第二送丝轮的第四沟槽内的焊丝抵接;
11.驱动组件,所述驱动组件相对所述机架位置固定,且所述驱动组件用于驱动所述第一送丝轮与所述第二送丝轮旋转。
12.在应用本技术提供的送丝装置时,可将一个焊丝盘上的焊丝导入至第二送丝轮的第三沟槽内,同时将另一个焊丝盘上的焊丝导入至第二送丝轮的第四沟槽内,使得第三沟槽和第四沟槽内均放置有一根焊丝;之后将自第二送丝轮的第三沟槽输出的焊丝导入至第一焊丝轮的第二沟槽,将自第二送丝轮的第四沟槽输出的焊丝导入至第一送丝轮的第一沟槽,使得第一沟槽与第四沟槽共同输送一根焊丝,第三沟槽与第二沟槽共同输送一根焊丝。
13.使用者可以根据需求进行本技术提供的送丝装置的功能更换,具体来说,可通过切换第一压臂与第二压臂所在工位实现送丝装置的单丝送丝功能或者双丝送丝功能。在仅将第一压臂或者第二压臂切换至下压工位时,本技术提供的送丝装置可实现单丝送丝功能。具体来说,在驱动组件驱动第一送丝盘与第二送丝盘旋转时,由于第一沟槽形成用于完全容纳焊丝的第一放置空间,第二沟槽形成用于部分容纳焊丝的第二放置空间,则当仅第一压臂处于下压工位时,第二沟槽内的焊丝被压紧,焊丝随第一送丝盘的旋转被送进双丝焊枪,而第一沟槽内的焊丝不受第一压臂的压力,此时第一沟槽内的焊丝不输出。同样的,由于第三沟槽形成用于容纳焊丝的第三放置空间,所第四沟槽形成用于容纳焊丝的第四放置空间,则当仅第二压臂处于下压工位时,第四沟槽内的焊丝被压紧,焊丝随第二送丝盘的旋转被送进双丝焊枪,而第三沟槽内的焊丝不受第二压臂的压力,故第三沟槽内的焊丝不输出。
14.在将第一压臂与第二压臂同时切换至下压工位时,本技术提供的送丝装置处于可实现双丝送丝功能。具体来说,一根焊丝可被第二压臂压紧在第四沟槽内、且在第二送丝盘驱动下送进双丝焊枪,另一根焊丝被第一压臂压紧在第二沟槽内、且在第一送丝盘驱动下送进双丝焊枪。
15.本技术提供的送丝装置中第一压臂、第二压臂、第一送丝轮和第二送丝轮相互配合,可实现送丝装置在单丝送丝功能以及双丝送丝功能间的切换,不仅能提升用户的焊接效率,而且可以提升用户的使用体验感。
16.优选地,所述第一沟槽的深度为所述第二沟槽深度的k倍,k大于1;所述第一沟槽的宽度为所述第二沟槽宽度的m倍,m大于1。
17.优选地,所述第一沟槽的尺寸与所述第三沟槽的尺寸相同。
18.优选地,所述第一送丝轮的表面还设有所述第三沟槽和所述第四沟槽,且沿轴心线的延伸方向,所述第一沟槽、所述第二沟槽、所述第三沟槽和所述第四沟槽依次排列。
19.优选地,本技术提供的送丝装置还包括用于将焊丝导入及导出所述第一送丝轮和/或所述第二送丝轮的导向组件,所述导向组件设于所述机架。
20.优选地,所述导向组件包括导丝管、中间导向杆以及双丝导向套,所述导丝管位于所述第二送丝轮朝向所述焊丝盘一侧,用以将所述焊丝盘上的焊丝导入所述第二送丝轮;所述中间导向杆位于所述第一送丝轮与所述第二送丝轮之间,用以将自所述第二送丝轮输出的焊丝导入所述第一送丝轮;所述双丝导向套位于第一送丝轮背离第二送丝轮一侧,用以将第一送丝轮输出的焊丝导出。
21.优选地,本技术提供的送丝装置还包括用于进行散热的水冷组件,所述水冷组件设于所述机架。
22.优选地,本技术提供的送丝装置还包括设于所述机架的数显遥控器。
23.第二方面,本技术还提供一种送丝系统,该送丝系统包括焊接电源、双丝焊枪和如
上述技术方案提供的任意一种送丝装置,所述焊接电源与所述送丝装置电连接,所述双丝焊枪与所述送丝装置连接。
24.优选地,本技术提供的送丝系统还包括气体存储装置,所述气体存储装置与所述送丝装置连接。
附图说明
25.图1为本实用新型实施例提供的一种送丝系统的结构示意图;
26.图2为本实用新型实施例提供的一种送丝装置的结构示意图;
27.图3为图2中部分结构的放大示意图;
28.图4为图2中第一送丝轮的一种结构示意图;
29.图5为图2中第一送丝轮和第二送丝轮的结构示意图;
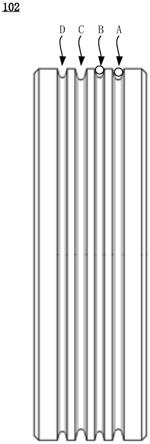
30.图6为图2中第一送丝轮的又一种结构示意图;
31.图7为图6中第一送丝轮的立体结构示意图。
32.图标:100-送丝系统;10-送丝装置;101-机架;102-第一送丝轮;103-第二送丝轮;104-第一压臂;105-第二压臂;106-导丝管;107-中间导向杆;108-双丝导向套;109-双盘轴支架;1010-水管接头;1011-数显遥控器;1012-欧式接头;1013-送丝托架;1014-送丝装置底座顶盖;1015-送丝装置底座左右侧板; 1016-焊丝盘轴;20-焊接电源;30-双丝焊枪;40-气体存储装置;50-冷却水循环装置。
具体实施方式
33.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
34.图1为本技术实施例提供的送丝系统100的结构示意图。如图1所示出的结构,本技术实施例提供的送丝系统100包括送丝装置10、焊接电源20以及双丝焊枪30。具体来说,焊接电源20与送丝装置10连接,双丝焊枪30与送丝装置10的出丝口连接。值得注意的是,送丝装置10与焊接电源20以及双丝焊枪30连接后形成单电源送丝系统,该单电源送丝系统具有较高熔覆率,适合中大电流焊接,应用该单电源送丝系统时,焊接效率以及焊接质量较高。
35.请继续参考图1所示出的结构,本技术实施例提供的送丝系统100还设有气体存储装置40,该气体存储装置40示例性的可分为压缩空气存储装置与保护气存储装置,其中,压缩空气储存装置以及保护气储存装置均与送丝装置10 连接,以将压缩空气和保护气传输至送丝装置10。
36.值得注意的是,如图1所示出的本技术提供的送丝装置10具有单丝送丝功能和双丝送丝功能。当送丝装置10仅输出一根焊丝时,双丝焊枪30利用一根焊丝进行焊接操作;当送丝装置10同时输出两根焊丝时,双丝焊枪30利用两根焊丝进行焊接操作。具体来说,本技术实施例提供的送丝装置10为如下技术方案中的任意一种送丝装置10。
37.图2为本技术实施例提供的送丝装置10的结构示意图,图3为图2中部分结构的放大示意图。如图2和图3所示出的结构该送丝装置10包括:机架 101,示例性的设置为管状的
机架101。该机架101上设有两个焊丝盘(如图2 中虚线示出的轮盘结构)、第一送丝轮102、第二送丝轮103、第一压臂104以及第二压臂105,其中:沿焊丝的行进方向,第二送丝轮103位于第一送丝轮 102与焊丝盘之间,以使每个焊丝盘的焊丝经第二送丝轮103后可传递至第一送丝轮102。
38.图4为图2中第一送丝轮102的一种结构示意图;图5为图2中第一送丝轮102和第二送丝轮105的结构示意图。为了便于理解,图4中以圆圈示例了焊丝的截面图。如图4所示出的结构,本技术实施例提供的送丝装置10还包括第一送丝轮102表面设有沿周向分布的第一沟槽a和第二沟槽b,且第一沟槽a形成用于完全容纳焊丝的第一放置空间,第二沟槽b形成用于部分容纳焊丝的第二放置空间。如图5所示出的结构,第二送丝轮103表面设有沿周向分布的第三沟槽c和第四沟槽d,第三沟槽c形成用于容纳焊丝的第三放置空间,第四沟槽d形成用于容纳焊丝的第四放置空间。请继续参考图4所示出的结构,第二送丝轮103的第三沟槽c与第一送丝轮102的第二沟槽b用于输送来自同一个焊丝盘的焊丝,第二送丝轮103的第四沟槽d与第一送丝轮 102的第一沟槽a用于输送来自同一个焊丝盘的焊丝。值得注意的是,图4中方向e为焊丝行进方向。
39.请继续参考图2和图3所示出的结构,本技术实施例提供的送丝装置10 还包括安装于机架101的第一压臂104和第二压臂105,第一压臂104与第二压臂105单独可控,且第一压臂104与第二压臂105均具有下压工位和抬起工位;当第一压臂104处于下压工位时,第一压臂104与置于第一送丝轮102的第二沟槽b内的焊丝抵接;当第二压臂105用处于下压工位时,第二压臂105 与第二送丝轮103的置于第四沟槽d内的焊丝抵接。
40.本技术实施例提供的送丝装置10还包括驱动组件,驱动组件相对机架 101位置固定,且驱动组件用于驱动第一送丝轮102与第二送丝轮103旋转。该驱动组件示例性的可以设置为送丝电机。
41.请参考图1至图4,在应用本技术实施例提供的送丝装置10时,可将一个焊丝盘上的焊丝导入至第二送丝轮103的第三沟槽c内,同时将另一个焊丝盘上的焊丝导入至第二送丝轮103的第四沟槽d内,使得第三沟槽c和第四沟槽d内均放置有一根焊丝;之后将自第二送丝轮103的第三沟槽c输出的焊丝导入至第一焊丝轮的第二沟槽b,将自第二送丝轮103的第四沟槽d输出的焊丝导入至第一送丝轮102的第一沟槽a,使得第一沟槽a与第四沟槽d共同输送一根焊丝,第三沟槽c与第二沟槽b共同输送一根焊丝。
42.使用者可以根据需求进行本技术实施例提供的送丝装置10的功能更换,具体来说,可通过切换第一压臂104与第二压臂105所在工位实现送丝装置10 的单丝送丝功能或者双丝送丝功能。在仅将第一压臂104或者第二压臂105切换至下压工位时,本技术实施例提供的送丝装置10可实现单丝送丝功能。具体来说,在驱动组件驱动第一送丝盘与第二送丝盘旋转时,由于第一沟槽a形成用于完全容纳焊丝的第一放置空间,第二沟槽b形成用于部分容纳焊丝的第二放置空间,则当仅第一压臂104处于下压工位时,第二沟槽b内的焊丝被压紧,焊丝随第一送丝盘的旋转被送进双丝焊枪30,而第一沟槽a内的焊丝不受第一压臂104的压力,此时第一沟槽a内的焊丝不输出。同样的,由于第三沟槽c形成用于容纳焊丝的第三放置空间,所第四沟槽d形成用于容纳焊丝的第四放置空间,则当仅第二压臂105处于下压工位时,第四沟槽d内的焊丝被压紧,焊丝随第二送丝盘的旋转被送进双丝焊枪30,而第三沟槽c内的焊丝不受第二压臂105的压力,故第三沟槽c内的焊丝不输出。
43.在将第一压臂104与第二压臂105同时切换至下压工位时,本技术实施例提供的送丝装置10可实现双丝送丝功能。具体来说,一根焊丝可被第二压臂 105压紧在第四沟槽d内、且在第二送丝盘驱动下送进双丝焊枪30,另一根焊丝被第一压臂104压紧在第二沟槽b内、且在第一送丝盘驱动下送进双丝焊枪 30。
44.本技术实施例提供的送丝装置10中第一压臂104、第二压臂105、第一送丝轮102和第二送丝轮103相互配合,可实现送丝装置10在单丝送丝功能以及双丝送丝功能间的切换,不仅能提升用户的焊接效率,而且可以提升用户的使用体验感。当使用者想进行单丝打底时,可以将第一压臂104和第二压臂105 中的任意一个压臂切换至抬起工位,此时,使用者使用双丝焊枪30进行焊接只会有1根焊丝进行送丝;当使用者想进行双丝焊接时,需将第一压臂104与第二压臂105这两个压臂均切换至下压工位,当两个焊丝同步送到双丝焊枪30 出口时,将焊丝剪齐即可进行双丝焊接。
45.在具体设置第一送丝轮102与第二送丝轮103的沟槽尺寸时,示例性的,可以设置第二沟槽b与第四沟槽d为正常尺寸沟槽,而第一沟槽a与第三沟槽c的尺寸设置的比正常尺寸略大。在一种具体的实施方式中,可以设置第一沟槽a的尺寸与第三沟槽c的尺寸相同。
46.值得注意的是,当第一沟槽a与第四沟槽d尺寸一致,第一沟槽a与第四沟槽d尺寸一致,可以选取第一送丝轮102与第二送丝轮103为同一尺寸轮盘,区别仅在于从同一轮盘的不同表面进行安装。
47.至于第一沟槽a与第二沟槽b的深度关系,可以设定第一沟槽a的深度为第二沟槽b深度的k倍,k大于1;且第一沟槽a的宽度为第二沟槽b宽度的m倍,m大于1应理解,第三沟槽c与第四沟槽d间也满足k倍与m 倍关系。
48.当然,还可以在同一个轮盘上同时设置第一沟槽a、第二沟槽b、第三沟槽c和第四沟槽d。如图6所示出的结构,以第一送丝轮102为例,沿轴向方向,第一送丝轮102的表面依次设有第一沟槽a、第二沟槽b、第三沟槽c和第四沟槽d。为了便于理解,图6中以圆圈标识示出了焊丝的在第一沟槽a与第二沟槽b中的位置关系。值得注意的是,在将该轮盘分别作为第一送丝轮 102和第二送丝轮103时,只需要从如图7所示的m1侧面和m2侧面中的不同侧进行安装即可。
49.请参考图2,本技术实施例提供的送丝装置10还包括设于机架101、用于将焊丝导入第一送丝轮102和第二送丝轮103的导向组件。示例性的,该导向组件包括导丝管106、中间导向杆107以及双丝导向套108均相对机架101固定,其中,导丝管106设置于第二送丝轮103背离第一送丝轮102一侧,用以将焊丝盘上的焊丝导入第二送丝轮103;中间导向杆107位于第一送丝轮102 与第二送丝轮103之间,用以将自第二送丝轮103输出的焊丝导入第一送丝轮 102;双丝导向套108设于第一送丝轮102背离第二送丝轮103一侧,用以将第一送丝轮102输出的焊丝导出至焊枪。应理解,中间导向杆107、导丝管106 以及双丝导向套108的设计可以使得焊丝能平滑穿过送丝装置10,同时兼容不同材质或者丝径的焊丝。
50.请继续参考图2所示出的结构,本技术实施例提供的送丝装置10中机架 101上的两个焊丝盘示例性的采用双盘轴支架109支撑设计,可以在现有送丝机基础上进行结构设计,在较小变动的基础上完成单丝送丝机向双丝送丝机的改进。
51.在上述技术方案的基础上,本技术实施例提供的送丝装置10还可以设置有水冷组件(角度原因图2中未示出),示例性的,水冷组件安装于机架101。在采用本技术实施例提供
的送丝装置10进行送丝操作时,水冷组件进行散热,使得送丝机焊接电流可以达到500a,负载持续率可达60%。示例性的,如图 2所示出的结构,机架101上安装有水管接头1010。请继续参考图1所示出的结构,本技术实施例提供的送丝系统100还可设有冷却水循环装置50,该冷却水循环装置50以与送丝装置10内的冷却水组件连接,以使得冷却水可以循环流动。
52.在上述技术方案的基础上,请继续参考图2所示出的结构,本技术实施例提供的送丝装置10还包括设于机架101的数显遥控器1011。用户可以通过该数显遥控器1011在送丝装置10上实现焊接电流、焊接电压以及手动送丝的调整,至于数显遥控器1011的显示窗可以显示当前电流电压参数。
53.请继续参考图2所示出的结构,现提供一种具体的本技术实施例提供的送丝装置10的结构示意图。
54.本技术实施例提供的送丝装置10还可设有欧式接头1012、送丝托架1013、送丝装置底座顶盖1014、送丝装置底座左右侧板1015以及焊丝盘轴1016。现结合附图2对本技术方案做进一步说明:在安装如图2所示的送丝装置10时,通过点焊将双盘轴支架109焊接于机架101上,使用m6螺钉将送丝装置底座左右侧板1015固定在机架101上,将机架101放置于安装工作台上,将水管接头1010通过m8螺栓固定于机架101上,通过m5长螺钉将数显遥控器1011 固定在机架101上,之后安装配线及气阀等零部件于机架101上;将送丝电机放置于工装上,使用m5螺钉将送丝托架1013与送丝电机相连接;将第一送丝轮102、第二送丝轮103、中间导向杆107和导丝管106分别安装于送丝托架1013上;将双丝导向套108旋入欧式接头1012中,使用m10螺母完成欧式接头1012与送丝托架1013的连接,此时完成送丝系统100安装。
55.之后可以使用2个m6螺栓将送丝托架1013安装于送丝装置底座顶盖 1014上,之后将送丝装置底座顶盖1014安装于送丝装置底座左右侧板1015 上,使用4个m5螺栓连接固定。
56.使用6个m8螺栓将焊丝盘轴1016安装于双盘轴支架109上,在将两个焊丝盘安装于焊丝盘轴1016之上,完成组装。
57.当然,本技术实施例提供的送丝装置10上还可以设有气阀(未示出),以与气体存储装置40连接。
58.显然,本领域的技术人员可以对本实用新型实施例进行各种改动和变型而不脱离本实用新型的精神和范围。这样,倘若本实用新型的这些修改和变型属于本实用新型权利要求及其等同技术的范围之内,则本实用新型也意图包含这些改动和变型在内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
