1.本发明涉及一种生产塑料预成型件和塑料容器的设备的操作方法以及生产塑料预成型件和塑料容器的设备。
背景技术:
2.这种设备和方法在现有技术中早已为人所知。从申请人的内部现有技术中可知,首先通过注塑工艺生产塑料预成型件,然后以散装材料的形式暂时储存,直到进一步加工。为了进一步加工,然后将预成型件作为散装材料送入预成型件分拣装置,并以有序的形式送入加热装置和随后的吹塑机,其将塑料预成型件塑造成塑料容器。
3.上述的这种两步拉伸吹塑工艺的特征在于,预成型件生产过程和拉伸吹塑过程或成型过程是相互分离的。然而,与一种单步的方法相比,缺点是第一步的热量损失,即由于在注塑过程中pet的熔化而仍然存在于预成型件中的残余热量(注塑过程中的加工温度约为280℃;冷却温度约为40至70℃)。
4.通常,在室温下加工预成型件。然而,由于产量大的客户的价值链日益向前整合,预成型件生产也越来越多地被直接纳入灌装操作。没有第一步热量损失而将注塑和吹塑成型或拉伸吹塑成型这两个过程的直接耦合将意味着在能源消耗(约30%)和机器投资(例如30%更少的烘箱模块)方面具有明显的节省潜力。
5.然而,这种耦合方法(预成型件生产纳入灌装操作)的问题在于,由于受限的ir线性烘箱技术的控制过程,必须确保在连续的预成型件之间有 /-1℃的统一预成型件入口温度,并且在较长时间内(每日波动)大于 /-5℃的波动会导致加工窗口的损失。因此,几乎不可能使用注塑的第一步热量(60℃),因为即使是灌装线上经常发生的轻微停顿(《5分钟),也无法得到补偿,并且预成型件温度下降太多,超出了过程限制。
6.例如,如果发生这样的停顿,预成型件在注塑机和设于吹塑机前的加热装置之间的非回火输送段上会随时间冷却,并且不可能保证均匀的预成型件入口温度或加热装置中必要的预成型件能量含量。在申请人的内部现有技术中,需要将这些预成型件排出或再循环。
技术实现要素:
7.因此,本发明是基于创造一种方法和设备,在该方法中/在该设备中避免了上述缺点,并且特别地,即使在生产线上停机之后或期间,塑料预成型件还有温度,在该温度下塑料预成型件可以进一步加工,而无需进一步加热。
8.根据本发明,该目的是通过独立权利要求的主要内容实现的。有利的实施方案和改进是从属权利要求的主要内容。
9.因此,本发明涉及一种生产塑料预成型件和塑料容器的设备的操作方法,该装置包括至少一台注塑机和一台吹塑机,其中塑料预成型件在注塑机内注塑,在吹塑机内成型
为塑料容器,并从注塑机输送到吹塑机,其中在注塑机的下游设置了一个加热装置,该加热装置将塑料预成型件加热到吹塑所需的温度,其中注塑机和吹塑机是耦合的。
10.根据本发明,在注塑机中生产的塑料预成型件在生产后被直接转移到热预成型件储存器中,该储存器将塑料预成型件保持在预定的、特别是恒定的温度下,其中至少一个后续处理装置的速度和/或至少一个参数是可改变的,并且该速度和/或该至少一个参数适应于塑料预成型件的能量含量。
11.因此,根据本发明的设备,为了解决上述问题,提出了一种在注塑后直接用于预成型件的热储存器,从而可以毫无问题地缓冲长达10分钟的生产线停顿,而不会损失预成型件中的能量,因为预成型件在停顿期间一直留在变温的储存器中。因此,比灌装流水线更稳定的注塑过程可以毫无问题地启动和停机,或者在最好的情况下,根本不中断。
12.与从申请人内部状态已知的早期方法相比,例如通过所谓的热箱重新加热预成型件,现在提出的解决方案不再需要加热预成型件,因为预成型件在到达储存器时具有第一步热量(注塑后的温度),因此在相应的缓冲/存储单元中的停留时间可以是任意的,因为只需要保持预成型件的能量含量或温度,不应该主动加热或冷却。因此,在不改变热预成型件储存器出口处的预成型件温度的情况下,储存器/缓冲器可以完全被填充或排空。只有热预成型件储存罐的内部温度必须保持恒定,该内部温度与预成型件的入口温度相对应。保持温度的能量消耗是相对可控的,例如,采用适当的隔热,并且与节约的能量相比是合适的。
13.注塑机和吹塑机之间的耦合可以理解为它们被设置在一个整体的生产车间内或在一个生产区内,因此例如具有相同的输送速度或输送速度相互协调。特别地,注塑机和吹塑机在空间和生产技术方面在机械上和控制技术上彼此相连,并且彼此不分离。还可以设想提供一个完整的系统或一个完整的模块,从在注塑机中塑料预成型件到灌装和贴标签的塑料容器的生产。
14.将预成型件在注塑后具有热预成型件的储存器中的热预成型件保持在预定的并且特别是或优选恒定的温度被理解为在热预成型件储存器中的预成型件不是通过例如加热装置或加热元件主动加热,而是仅保持在它们被送入热预成型件储存器时的温度。因此,预成型件进入热预成型件储存器的入口温度优选对应于预成型件从热预成型件储存器出来的出口温度。
15.将在注塑机中生产的塑料预成型件直接转移到热预成型件储存器是指预成型件在生产后被送入热预成型件储存器,而无需进一步处理,也无需中间存储。然而,这并不排除在注塑机和储存器之间设置输送星轮或类似物来输送预成型件,如卸料或输送星轮。此外,还可以想到在注塑机和储存器之间优选设置一个皮带输送机,或者通过穿梭机输送。
16.后续处理装置优选为加热装置和/或吹塑机,或者也是塑料容器生产所需的其他装置,例如贴标装置、灌装装置或类似装置。预成型件的能量含量优选为预成型件的温度。该参数可以是,例如,取决于装置,加热装置内的温度,吹塑的持续时间或类似的参数。
17.因此,后续处理装置的速度和/或参数,优选加热装置和/或吹塑机的速度和/或参数,根据预成型件的温度而改变。优选改变速度和/或参数,以补偿一个或多个后续处理装置的故障,特别是如果一个或多个后续处理装置必须停机。
18.在这种情况下,预成型件进入热预成型件储存器的入口温度优选基本上对应于在注塑机中制造后预成型件具有的温度。本质上是指预成型件进入热预成型件储存器的入口
温度与注塑机生产后的预成型件温度相差不超过 /-0至3℃,优选不超过 /-0至2℃,优选不超过 /-0至1℃,特别优选不超过 /-0至0.5℃。
19.塑料预成型件优选从注塑机连续输送到吹塑机,以便塑料预成型件可以尽快地被送入吹塑机。这对于预成型件的温度是特别有利的,因为温度会随时间而降低。
20.设置在注塑机下游的加热装置优选地具有沿着加热装置的输送路径排列的多个加热元件,例如红外辐射器或微波发生装置,将塑料预成型件加热到吹塑所需的温度。加热装置的输送路径优选为循环输送路径,该路径具有弯曲和笔直的输送区域,并且特别优选地具有交替的弯曲和笔直的输送区域。
21.用于将塑料预成型件重新成型为塑料容器的吹塑机优选具有多个吹塑装置,通过液体或气体介质,特别是压缩空气,塑料预成型件在其中成型为塑料容器。有利的是,该多个的吹塑装置被设置在一个共同的可移动载体上。该载体特别是可旋转的载体。
22.吹塑机优选地是一种拉伸吹塑机,使得吹塑装置或吹塑站都有拉伸杆,拉伸杆沿塑料预成型件的纵向拉伸。吹塑机特别优选地被设置在一个洁净室中,该洁净室将吹塑机与未消毒的环境分隔开。
23.为了在注塑机中生产塑料预成型件,优选对注塑模具进行变温,并将液体塑料颗粒注入模具中。然后对模具和颗粒物进行变温,从而使预成型件成型。通过打开模具将完成的预成型件从模具中取出,并优选转移到热预成型件储存器。因此,与现有技术相比,预成型件有利地不会通过中间储存等损失其已经存在的热量。
24.因此,在本文所述的发明中,预成型件在一个优选的间歇式注塑机中生产的,并被送入一个热预成型件储存器中。热储存器优选用于保持预成型件的能量含量或温度。有利的是,预成型件不需要在储存器内加热,因为预成型件已经在温暖的温度下被转移到储存器。预成型件在第一温度t1(恒定)下离开储存器,在第二温度t2(取决于储存器和加热装置之间的距离或时间)下被送入加热装置。当预成型件在加热装置中被重新加热时,不再需要提供保持的能量含量或温度(t1》t
空间
),从而可以相应地减少加热功率或加热时间以及加热装置的长度。
25.优选地,在热预成型件储存器和加热装置之间设置预成型件分拣装置和预成型件进料器或用于将预成型件从注塑机输送到吹塑机的输送装置。因此,预成型件优选地从热预成型件储存器转移到预成型件分拣装置,并从分拣装置传递到预成型件送料器,预成型件送料器将预成型件送入加热装置。
26.在一个优选的实施方案中,塑料预成型件在热预成型件储存器的出口和/或用于加热塑料预成型件的加热装置的入口处被阻塞。因此,可以想到,在例如吹塑机发生故障并导致停机的情况下,预成型件从预成型件储存器的出口被阻塞,从而使预成型件暂时储存在储存器中并保持温度。这意味着,在吹塑机发生故障的情况下,注塑机的塑料预成型件的生产可以不受阻碍地继续进行。
27.在停机的情况下,目前在预成型件储存器和加热装置之间的预成型件进料器上的预成型件会随时间冷却。因此,为了避免冷却的预成型件在预成型件进料器上排出或返回,优选地建议停止或阻断从热预成型件储存器到预成型件分拣机的进料,并且优选地降低加热装置和吹塑机的速度,和/或根据预成型件的实际能量含量,调整至少一个后续处理装置的参数,优选温度。剩余的仍在预成型件进料器上的预成型件有利地以较低的速度(与优选
减少的预成型件的能量含量相适应)通过加热装置,或相应地在加热装置中或多或少的地变温,从而被输送回吹塑机中。只有当预成型件进料器的输送路径没有更多的预成型件时,吹塑机和加热装置的速度才会再次提高,或者再次改变吹塑机和加热装置的参数,将温度为t1的新预成型件送入预成型件分拣机。
28.通过根据本发明的方法,因此还可以特别地使用预成型件的第一步热量(在注塑机中生产后的温度),并且还避免排出/返回已经冷却过度的预成型件。
29.因此,优选地控制或改变加热装置和/或吹塑机的速度和/或改变加热装置和/或吹塑机的参数。该速度特别优选的是预成型件通过加热装置和/或吹塑机的输送速度,并且参数是加热装置的温度和/或变型的持续时间。
30.在一个特别优选的实施方案中,热预成型件储存器内的温度保持基本恒定。基本上可以理解为,预成型件储存器内的温度与注塑机内的生产过程后的预成型件温度的偏差不超过 /-2.5℃,优选不超过 /-1.5℃,优选不超过 /-1℃,特别优选不超过 /-0.5℃。
31.理想情况下,热预成型件储存器与申请人现有技术中已知的预成型件槽(带盖)相似或相同地构造,仅补充温度控制系统。因此,可以有利地使用所有已知的标准组件,例如倾斜的输送机和滚筒分拣机(交替的盘式分拣机)来形成储存器。只有将温的预成型件从预成型件储存器输送到吹塑机的过程中优选仍然是开放的或没有变温的。因此,优选使用快速输送系统和/或较短的输送路径,以便在输送期间保持预成型件的温度下降尽可能低。此外,根据先入先出的原则输送预成型件,因此各个预成型件之间不会发生波动,特别是它们的温度。
32.该要求也可以优选通过预成型件的空气输送来满足,使得预成型件生产和吹塑就不必直接彼此相邻。因此,预成型件优选地通过空气输送装置从注塑机输送到吹塑机。然而,一般而言,为了实现最大限度的节约,预成型件储存器和吹塑机之间或预成型件储存器和加热装置之间的路径应尽可能地短。
33.内部的变温优选地通过选自包括热交换器、散热器、风扇加热器、加热垫和相似的组件来控制。特别有利的是,使用在注塑过程中作为废品产生的介质,例如热水、热空气等。
34.如上所述,通过使用用于常规预成型件加热的热预成型件储存器可以看到节能潜力大于30%。通过假设拉伸吹塑过程中的加工温度为95℃,热储存器的出口温度为50℃,输送过程中的损耗为2℃,室温为18℃,来计算如下:
35.(95℃
–
(50℃
–
2℃))/(95℃
–
18℃)=47℃/77℃=0.61
36.1-0.61=39%
37.在另一个优选的实施方案中,塑料预成型件可以无限期地留在热预成型件储存器内,而塑料预成型件的温度不会升高。这个方案优选地通过以下方式实现,热预成型件储存器的内部至少逐步地并且特别优选完全地通过上述手段实现,但预成型件优选在储存器中不被主动加热。
38.在另一个有利的实施方案中,在进入加热装置时连续塑料预成型件之间的温度为 /-1℃。特别优选的是,连续的塑料预成型件之间的温差为 /-0.5℃。有利的是,热预成型件储存器因此也是合适的并且确定连续的塑料预成型件的温度,至少暂时在基本上来保持相等数值。连续的预成型件被理解为在输送装置内或在输送方向上看到的彼此相邻和/或一个接一个地输送的预成型件。
39.本发明还涉及一种用于生产塑料预成型件和塑料容器的装置,包括至少一台用于塑料预成型件注塑的注塑机和用于将塑料预成型件成型为塑料容器的吹塑机,其中,注塑机和吹塑机可以耦合,并带有一个输送装置,用于将塑料预成型件从注塑机输送到吹塑机,其中,该装置还包括一个设置在注塑机下游的加热装置,塑料预成型件可以在其中被加热到吹塑所需的温度。
40.根据本发明,在注塑机中生产的塑料预成型件在生产后直接转移到热预成型件储存器中,该热预成型件储存器将塑料预成型件保持在预定的、特别是恒定的温度下,并且在热预成型件储存器和用来加热塑料预成型件的加热装置之间有一个传感器装置,该传感器装置测量预成型件的一个能量含量表征值,其中该值被转移到一个控制装置,用该控制装置调节至少一个后续处理装置的速度和/或至少一个参数。
41.因此,在工艺方面,还建议在预成型件注塑后直接为预成型件提供热储存器,以便可以无问题地缓冲长达10分钟的生产线停顿,而预成型件中的能量不会损失。
42.如上所述,这个速度是预成型件的输送速度。如果在一个或多个装置,例如吹塑机、贴标装置或灌装装置出现故障时,或当这些装置中的一个或多个必须停机时,则优选地调节速度。
43.在一个优选的实施方案中,在热预成型件储存器的出口处和/或用于加热塑料预成型件的加热装置的入口处设置一个阻断装置。阻断装置优选是一个屏障,一个阻断指(德语:der sperrfinger英语:blocking finger)或类似物。
44.这意味着,从预成型件储存器到储存器后续的预成型件分拣机以及到预成型件的进料优选可以停止。例如,当吹塑机或吹塑机后续的灌装装置或贴标装置发生故障或停机时,特别优选地启动阻断装置。
45.通过这样地方式,优选地防止预成型件移动到预成型件进料器,并且在此处冷却,而是在储存器内保持预成型件的温度。一旦故障被排除,预成型件就会被进一步输送,并且可以无问题地进行加工,也无需额外的工作量。在启动阻断装置时已经在预成型件进料器上的预成型件,在故障排除后,优选地在加热装置中以合适的能量含量或比平时更长的时间重新加热到所需的温度。
46.在另一个优选的实施方案中,热预成型件储存器设置在注塑机的上游和吹塑机的下游。热预成型件储存器优选地直接设置在注塑机的之后。然而,这并不排除在注塑机和预成型件储存器之间设置其他装置,如输送星轮、输送带、通过穿梭机的输送或类似装置。
47.在另一个有利的实施方案中,后续处理单元是用于加热塑料预成型件的加热装置、用于将塑料预成型件变形为塑料容器的吹塑机、用于给塑料容器贴标签的贴标装置、用于填充塑料容器的灌装装置或类似装置。
附图说明
48.从附图中可以看到进一步的优点和实施方案。
49.其中示出了:
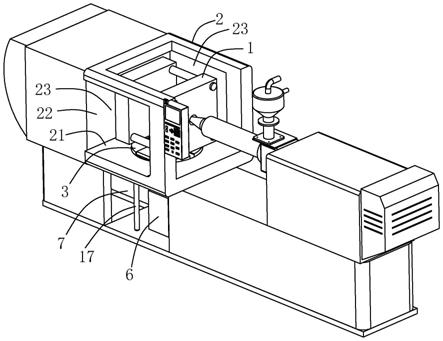
50.图1为根据本发明的一个实施方案用于生产塑料预成型件和具有热预成型件储存器的塑料容器的设备;以及
51.图2为塑料预成型件的温度曲线的图形。
52.1-设备,2-注塑机,3-热预成型件储存器,4-分拣装置,5-输送装置,6-热预成型件进料装置,8-加热装置,9-吹塑机,10-塑料预成型件,12-吹塑模具,13-加热元件,15-进料轮,16-卸料轮,18-阻断装置,20-塑料容器,25-热预成型件储存器3的出口,26-加热装置8的入口,30-控制装置
53.t-加热装置8内部的输送方向,x-输送路径,i-注塑,ii-热储存器,iii-分拣机,iv-预成型件输送,v-加热-拉伸吹塑
具体实施方式
54.图1显示了根据本发明生产塑料预成型件10和塑料容器20的设备1的示意图。附图标记2是指生产塑料预成型件10的注塑机。在生产之后,塑料预成型件被转移到热预成型件储存器3,并在此处保持恒定的温度t1,该温度与塑料预成型件从注塑机2中出来的温度对应。
55.例如,如果当后续机器已经停机时,塑料预成型件可以优选地通过阻断装置18防止在热预成型件储存器3的出口25进一步输送。否则,塑料预成型件在预定的时间内通过预成型件储存器3,然后进入分拣装置4,分拣装置4以预定的方式,特别地,以相同的方式对预成型件进行分拣,在塑料预成型件通过输送装置5沿输送路径x或预成型件进料装置6送入加热装置8之前。在加热装置8的入口26处可以再次提供一个阻断装置18。
56.在沿输送路径x输送期间,塑料预成型件失去热量并冷却到温度t2。为了使预成型件的这种冷却或能量损失尽可能低,输送装置5或预成型件进料装置6优选制造得尽可能短。理想的情况下,进料装置如此之短使得没有温度损失。因此,预成型件在温度t2下被送入加热装置8,其中t2《t1,并且在此通过沿输送方向t设置的多个加热元件13加热到吹塑所需的温度。然而,由于有热储存器3,这种加热所需的时间和能量比没有热储存器要少得多,特别是在后续机器(如贴标机或灌装机)发生故障或停机的情况下。
57.在加热装置8中加热后,塑料预成型件通过例如一个(示意性示出的)进料轮15被送入吹塑机9,塑料预成型件10在此处在吹塑模具12中成型为塑料容器20。附图标记30示意性地表示一个控制装置,例如,其可以调节或控制加热装置8和吹塑机的速度。塑料容器20通过一个(示意性示出的)卸料轮从吹塑机9上卸下。
58.图2显示了塑料预成型件10的温度曲线的图形。第i部分表示注塑时的温度曲线。可以看出,在注塑过程中,预成型件的温度可以上升到大约280℃,预成型件在大约50℃时离开注塑机,并且以这个温度在第ii部分进入热储存器中并保持在这个温度。
59.第iii部分和第iv部分表示了分拣机和预成型件输送,其中理想情况下,预成型件在此处优选保持在大约50℃的相同温度。第v部分表示加热和拉伸吹塑,其中塑料预成型件被加热到大约100℃,并在此温度下变形或拉伸吹塑成塑料容器。
60.申请人保留对申请文件中公开的所有特征作为本发明必不可少的权利要求的权利,只要这些特征对现有技术相比单独或组合是新的。进一步指出,各个图中也描述了本身可能是有利的特征。本领域技术人员立即认识到,在不采用来自该图中的其他特征的情况下,图中描述的某个特征也可以是有利的。此外,本领域技术人员认识到,也可以从单个或不同附图中所示的多个特征的组合产生优势。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。