1.本发明涉及钢铁材料技术领域,特别涉及一种马氏体 奥氏体双相中锰铸钢及制备方法。
背景技术:
2.由于黄土高原本身脆弱的生态环境和人为的植被破坏,大量泥沙与雨水一起汇入黄河,使黄河成为全世界含沙量最多的河流。黄河中沙多水少导致黄河中下游的提水泵磨损严重。因为在多泥沙河流中,往往是空蚀和磨损破坏同时存在(即磨蚀),互相促进,加速水泵叶轮、密封环、泵壳体内壁等过流部件的破坏,尤其是叶轮磨蚀破坏最为严重,如图1(a)、1(b)、1(c) 和1(d)分别所示。抽黄泵叶轮磨损严重导致提水效率降低,单方水能耗高等问题,严重影响黄河流域灌区的农业发展和流域的生态平衡。目前水轮机用钢铁材料包括铸钢、不锈钢、球磨铸铁和高铬铸铁等,这些材料在服役过程中都存在各种各样的问题。例如,铸钢的强度硬度低和耐腐蚀性能差;不锈钢虽然耐腐蚀性能出色,但其硬度不高,耐磨性较差;高铬铸铁则存在焊接修复困难等的问题。因此急需开发出一种经济型高耐久钢铁材料。
技术实现要素:
3.本发明的目的是为了解决现有技术中存在的缺点,本发明旨在提供一种马氏体 奥氏体双相中锰铸钢及制备方法,用于解决现有技术中存在的上述问题。
4.本发明的上述技术目的将通过以下所述的技术方案予以实现。
5.一种马氏体 奥氏体双相中锰铸钢,所述中锰铸钢的各个组分的重量百分比为:
6.c:0.1%~0.6%;
7.mn:5%~10%;
8.si:1%~2%;
9.cr:2.5%~3.5%;
10.v:0.1%~1.0%;
11.n:0.08%~0.30%;
12.p:≤0.02%;
13.s:≤0.02%;
14.其余为fe及不可避免的不纯物。
15.本发明还提供了一种马氏体 奥氏体双相中锰铸钢的制备方法,所述方法用于制备本发明所述的马氏体 奥氏体双相中锰铸钢,包括如下步骤:
16.s1.冶炼:将废钢和生铁放进高功率电弧炉或感应炉进行冶炼,依次加入硅铁、锰铁、铬铁、钒铁、氮化锰,得到钢液;
17.s2.浇注:对所述s1中制备的钢液进行降温处理,在温度降低后对所述钢液浇注,铸造成铸件;
18.s3.热处理:将所述铸件放入热处理炉中,进行一定时间的回火,然后空冷至室温即可获得所述马氏体 奥氏体双相中锰铸钢。
19.如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述 s1中的高功率电弧炉或感应炉的冶炼出炉温度为1550℃~1600℃。
20.如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述 s2中的降温具体为温度降到1380℃~1420℃之间。
21.如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述 s3中热处理炉中的温度为150℃~800℃。
22.如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述 s3中一定时间为1~10个小时。
23.如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述s1 中加入的所述硅铁的量为1.4%~2.8%、锰铁的量为3%~8%。
24.如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述s1 中加入的所述硅铁的量为1.4%~2.8%、锰铁的量为3%~8%。
25.如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述s1 中加入的铬铁的量为3.9%~5.4%、钒铁的量为0.18%~1.75%、氮化锰的量为 2.1%~7.9%。
26.本发明还提供了一种水泵,所述水泵用钢铁材料采用本发明的制备方法制取的马氏体 奥氏体双相中锰铸钢。
27.如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述水泵为抽黄泵。
28.本发明的有益技术效果
29.本发明提供的实施例,马氏体 奥氏体双相中锰铸钢,以中锰钢为基础,适当调节碳、锰、硅元素的含量,并加入有助于提高强度的元素n、v以及有助于提高耐腐蚀性能的元素cr,形成马氏体和奥氏体的双相中锰铸钢,以获得一种适用于抽黄水泵的材料。该钢种拥有较高的强度和较好的耐腐蚀性能,可用于改善抽黄水泵被泥沙冲蚀而受损等问题。
30.具体来说,本发明的有益效果包括以下几点:
31.(1)本发明获得的中锰铸钢微观组织是马氏体 奥氏体双相组织。在抽黄水泵的工作环境中,同时存在摩擦和撞击两种磨损。硬度较高的马氏体能够很好的应对泥沙的摩擦磨损;而具有良好加工硬化能力的奥氏体则可以抵抗大块沙石的撞击。
32.(2)在泥沙较多的河流中,抽黄水泵的磨蚀机制以磨损和空蚀为主,本发明通过合金元素的添加,使得到的中锰铸钢能够拥有高强度和耐腐蚀性能,能够很好的抵抗磨损和空蚀的损害。
附图说明
33.以下,结合附图来详细说明本发明的实施例,其中:
34.图1(a)、1(b)、1(c)和1(d)分别为现有技术中采用铸钢,球墨铸铁、不锈钢和高铬铸铁的叶轮服役后的形貌图;
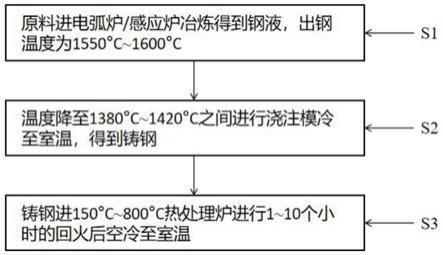
35.图2为本发明的实施例中的方法流程示意图;
36.图3为本发明的实施例中的中锰铸钢显微组织的ebsd相分布示意图;
37.图4为本发明的实施例1~4制备的中锰铸钢和现役材料冲蚀试验结果对比图。
具体实施方式
38.为使本发明要解决的技术问题、技术方案和优点更加清楚,下面将结合附图及具体实施例进行详细描述,但本发明的实施方式不限于此。
39.如图3所示,本发明的中锰系耐磨蚀铸钢,该中锰铸钢的微观组织结构为马氏体和奥氏体以及析出的碳化物和氮化物,该钢的各个组成成分按重量百分比为:c:0.1%~0.6%;mn:5%~10%;si:1%~2%;cr:2.5%~3.5%;v:0.1%~1.0%; n:0.08%~0.3%;p:≤0.02%;s:≤0.02%;余量为fe及不可避免的不纯物。
40.本发明在中锰铸钢中几种元素添加的作用分别为:
41.n的添加:在中锰铸钢中,n作为强奥氏体形成元素,可以有效抑制铁素体的出现,增加残余奥氏体的含量。同时,n还是很强的固溶元素,其固溶强化效果要好于c的固溶强化效果;n元素还能够提升材料的耐蚀性能,经过计算,该成分体系能够溶入的n含量在0.08%~0.3%之间。
42.v的添加:v的加入在中锰铸钢中会形成vc和vn析出物,这两种析出物都是硬质相,有析出强化的效果,同时细小的vn还具有弥散强化的效果,本发明v的加入量控制在0.1%~1%的范围内。
43.cr的添加:cr是良好的防腐蚀元素,但是在泥沙冲蚀的环境下,cr的加入量并不是越多越好,因此本发明将cr的加入量控制在3%左右,在获得良好效果的同时,也降低了生产成本。
44.如图2所示,本发明中用于制备中锰铸钢的方法,包括如下步骤:
45.①
电弧炉/感应炉冶炼:使用废钢和生铁作为原料,生铁可以稀释废钢中的有害元素。原料进高功率电弧炉/感应炉冶炼,依次加入硅铁、锰铁、铬铁、钒铁、氮化锰,冶炼出炉温度为1550~1600℃,得到钢液;
46.上述加入的金属料的质量百分比为:硅铁(1.4%~2.8%)、锰铁(3%~8%)、铬铁(3.9%~5.4%)、钒铁(0.18%~1.75%)、氮化锰(2.1%~7.9%),使所得到钢液的化学成分按重量百分比为:
47.c:0.1%~0.6%;
48.mn:5%~10%;
49.si:1%~2%;
50.cr:2.5%~3.5%;
51.v:0.1%~1.0%;
52.n:0.08%~0.30%;
53.p:≤0.02%;
54.s:≤0.02%;
55.余为fe及不可避免的不纯物。
56.②
浇注:当步骤
①
中制备的钢液温度降到1380℃~1420℃时,进行钢液浇注,铸造成型,得到铸件;
57.③
热处理工艺:在热处理炉温度为150~800℃的状态下,将步骤
②
中制备的铸件放入热处理炉中,进行1~10个小时的回火,然后空冷至室温即可。
58.进行一段时间的回火能够消除中锰铸钢中的残余应力并获得更多的残余奥氏体,以得到更匹配的强塑性。
59.实施例1:
60.一种具有马氏体 奥氏体双相组织的抽黄水泵用中锰铸钢的化学成分,属于水泵用钢技术领域。电炉或感应炉冶炼,中锰铸钢的化学成分按重量百分比为: c:0.5%;mn:7.06%;si:1%;cr:3.11%;v:0.2%;n:0.1%;p:≤0.02%; s:≤0.02%;余量为fe及不可避免的不纯物。
61.制备上述中锰铸钢的方法包括以下步骤:
62.①
电炉冶炼:废钢和生铁进高功率电弧炉冶炼,依次加入硅铁、锰铁、铬铁、钒铁、氮化锰,冶炼出炉温度为1550℃~1600℃,得到钢液;上述硅铁、锰铁、铬铁、钒铁、氮化锰的加入量使所得到钢液的化学成分按重量百分比为:c:0.5%; mn:7.06%;si:1%;cr:3.11%;v:0.2%;n:0.1%;p:≤0.02%;s:≤0.02%;余量为fe及不可避免的不纯物。
63.②
浇注:当步骤
①
中制备的钢液温度降到1380℃~1420℃时,进行钢液浇注,随模具冷却至室温,铸造成型。
64.③
热处理:在热处理炉温度为150℃的状态下,将步骤
②
中制备的铸件放入热处理炉中,进行5个小时的回火,空冷至室温。
65.将此铸件以及现役抽黄泵叶轮用铸钢、球墨铸铁、高铬铸铁、不锈钢材料加工成冲蚀试样,在mcf-30型冲蚀腐蚀试验机上进行冲蚀试验。试验条件如下:冲蚀时间:20h;冲蚀角度:0
°
;含沙量:35kg/m3;试验结果对比见图4。可以看出,本发明中马氏体 奥氏体双相中锰铸钢的磨蚀失重更小。
66.实施例2:
67.一种具有马氏体 奥氏体双相组织的抽黄水泵用中锰铸钢的化学成分,属于水泵用钢技术领域。电炉或感应炉冶炼,中锰铸钢的化学成分按重量百分比为: c:0.19%;mn:7%;si:1.3%;cr:2.93%;v:0.2%;n:0.1%;p:≤0.02%; s:≤0.02%;余量为fe及不可避免的不纯物。
68.制备上述中锰铸钢的方法包括以下步骤:
69.①
电炉冶炼:废钢和生铁进高功率电弧炉冶炼,依次加入硅铁、锰铁、铬铁、钒铁、氮化锰,冶炼出炉温度为1550~1600℃,得到钢液;上述硅铁、锰铁、铬铁、钒铁、氮化锰的加入量使所得到钢液的化学成分按重量百分比为:c:0.19%; mn:7%;si:1.3%;cr:2.93%;v:0.2%;n:0.1%;p:≤0.02%;s:≤0.02%;余量为fe及不可避免的不纯物。
70.②
浇注:当步骤
①
中制备的钢液温度降到1380~1420℃时,进行钢液浇注,随模冷却至150℃,铸造成型,得到铸件;
③
热处理:在热处理炉温度为300℃的状态下,将步骤
②
中制备的铸件放入热处理炉中,进行5个小时的回火,空冷至室温。
71.按照发明实施例2的方法,与现役抽黄泵用材料进行磨蚀性能对比,参见图 4,可以看出,本发明例的马氏体 奥氏体双相中锰铸钢的磨蚀失重低于现役铸钢、球磨铸铁和不锈钢材料。
72.实施例3:
73.一种具有马氏体 奥氏体双相组织的抽黄水泵用中锰铸钢的化学成分,属于水泵用钢技术领域。电炉或感应炉冶炼,中锰铸钢的化学成分按重量百分比为:c:0.3%;mn:8%;si:1.31%;cr:3.5%;v:0.19%;n:0.15%;p:≤0.02%; s:≤0.02%;余量为fe及不可避免的不纯物。
74.制备上述中锰铸钢的方法包括以下步骤:
75.①
电炉冶炼:废钢和生铁进高功率电弧炉冶炼,依次加入硅铁、锰铁、铬铁、钒铁、氮化锰,冶炼出炉温度为1550~1600℃,得到钢液;上述硅铁、锰铁、铬铁、钒铁、氮化锰的加入量使所得到钢液的化学成分按重量百分比为:c:0.3%; mn:5%;si:1.31%;cr:3.5%;v:0.19%;n:0.15%;p:≤0.02%;s:≤0.02%;余量为fe及不可避免的不纯物。
76.②
浇注:当步骤
①
中制备的钢液温度降到1380~1420℃时,进行钢液浇注,随模冷却至室温,铸造成型,得到铸件。
77.③
热处理:在热处理炉温度为400℃的状态下,将步骤
②
中制备的铸件放入热处理炉中,进行5个小时的回火,空冷至室温。
78.按照发明实施例3的方法,与现役抽黄泵用材料进行磨蚀性能对比,如图4 所示,可以看出,本发明实施例3的马氏体 奥氏体双相中锰铸钢的磨蚀失重低于现役铸钢、球磨铸铁和不锈钢材料。
79.实施例4:
80.一种具有马氏体奥氏体双相组织的抽黄水泵用中锰铸钢的化学成分,属于水泵用钢技术领域。转炉、电炉或感应炉冶炼,中锰铸钢的化学成分按重量百分比为:c:0.7%;mn:6.5%;si:2%;cr:3.05%;v:0.2%;n:0.11%;p:≤0.02%; s:≤0.02%;余量为fe及不可避免的不纯物。
81.制备上述中锰铸钢的方法包括以下步骤:
82.①
电炉冶炼:废钢和生铁进高功率电弧炉冶炼,依次加入硅铁、锰铁、铬铁、钒铁、氮化锰,冶炼出炉温度为1550-1600℃,得到钢液;上述硅铁、锰铁、铬铁、钒铁、氮化锰的加入量使所得到钢液的化学成分按重量百分比为:c:0.7%; mn:6.5%;si:2%;cr:3.05%;v:0.2%;n:0.11%;p:≤0.02%;s:≤0.02%;余量为fe及不可避免的不纯物。
83.②
浇注:当步骤
①
中制备的钢液温度降到1380~1420℃时,进行钢液浇注,随模具冷却至室温,铸造成型,得到铸件。
84.③
热处理:在热处理炉温度为650℃的状态下,将步骤
②
中制备的铸件放入热处理炉中,进行5个小时的回火,空冷至室温。
85.按照发明实施例4的方法,与现役抽黄泵用材料进行磨蚀性能对比,如图4 所示,可以看出,本发明实施例4的马氏体 奥氏体双相中锰铸钢的磨蚀失重低于现役铸钢、球磨铸铁和不锈钢材料。
86.上述说明示出并描述了本发明的若干优选实施例,但如前所述,应当理解本发明并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本发明所述申请构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本发明的精神和范围,则都应在本发明所附权利要求书的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。