具有u型截面轮廓的沟槽砂轮的激光加工装置及方法
技术领域
1.本发明涉及激光加工的技术领域,具体地,涉及具有u型截面轮廓的沟槽砂轮的激光加工装置及方法。
背景技术:
2.磨削加工是用磨料去除工件材料的一种加工方法,用来获得良好的尺寸精度及表面精度。砂轮磨粒多为负前角,磨削力大,在磨削过程中会产生大量的热量。磨削过程中材料去除量小,切屑只带走小部分磨削热量,大部分的热量被传入工件,由此造成工件温度升高。磨削区域温度过高时会引起工件磨削烧伤,可能形成残余拉应力,当残余拉应力过大时会形成磨削裂纹,影响工件的使用寿命。因此为了提高工件磨削表面质量,必须控制磨削温度。通常通过优化冷却液及磨削用量来控制磨削温度。
3.在公开号为cn112935559a的专利文献中公开了基于超短脉冲水导激光的成型砂轮制造方法。其特征是将皮秒级的超短脉冲激光和水导设备结合,通过激光加工工艺制备麻花钻螺旋槽磨削用成型砂轮。其制备方法为:通过激光径向加工工艺对圆柱毛胚进行粗加工,烧蚀去除部分磨料;采用激光准正切技术实现对样品磨料的快速去除,在准正切粗加工阶段烧蚀加工出成型砂轮所需的复杂型面;通过准正切精加工提高样品的加工质量和精度;最后径向锐化步骤是利用激光在水柱内能量密度均布,去除掉部分金属结合剂,使砂轮磨粒凸出高度基本一致。
4.为了进一步降低磨削区域温度,研究人员设计了不同结构的砂轮。研究表明,在砂轮表面加工出沟槽结构用于磨削,可以有效降低磨削力,增强冷却液的散热能力,降低磨削区域温度,抑制磨削热损伤。目前主要采用机械修整方式和激光去除方式在砂轮磨削表面加工出沟槽结构。机械修整主要是采用金刚石修整笔加工沟槽,沟槽形貌为半圆形。连续激光所加工出的沟槽轮廓精度较低,轮廓截面多为椭圆形,脉冲激光可以获得较高的沟槽轮廓精度,而且可以对金刚石、立方氮化硼等超硬磨料进行加工,具有广泛的应用前景。在基于脉冲激光的沟槽加工过程中,激光一般沿着沟槽长度方向扫描,然后在沟槽的宽度方向上偏置一定距离再次进行扫描,形成多道平行的扫描路径;重复激光的扫描路径,便可加工出一定宽度和深度的沟槽。但是由于激光损伤的累积效应,沿着沟槽宽度方向,沟槽的深度逐渐增加,形成了倾斜的侧壁。在磨削过程中,随着砂轮的磨损,这种具有倾斜侧壁的沟槽,其宽度迅速减小,沟槽的面积率随之减小,降低了磨削降温效果。因此为了提高沟槽砂轮的磨削稳定性,需要在砂轮表面加工出两侧壁陡峭、具有u型截面轮廓结构的沟槽。
5.因此,需要提出一种技术方案以改善上述技术问题。
技术实现要素:
6.针对现有技术中的缺陷,本发明的目的是提供一种具有u型截面轮廓的沟槽砂轮的激光加工装置及方法。
7.根据本发明提供的一种具有u型截面轮廓的沟槽砂轮的激光加工装置,包括超快
激光加工设备、旋转电机、砂轮和固定夹具;
8.所述砂轮固定在旋转电机的转盘上;所述旋转电机通过固定夹具安装在超快激光加工设备上;所述超快激光加工设备含有振镜。
9.本发明还提供一种具有u型截面轮廓的沟槽砂轮的激光加工方法,所述方法应用上述中的具有u型截面轮廓的沟槽砂轮的激光加工装置,所述方法包括如下步骤:
10.步骤s1:调整超快激光加工设备的运动轴,使激光通过透镜聚焦在砂轮上表面,激光聚焦光斑直径为d;
11.步骤s2:设计激光扫描路径,形成沟槽的激光扫描路径由多道平行的路径构成;
12.步骤s3:设置激光脉冲能量、扫描速度和激光扫描循环次数,得到沟槽;
13.步骤s4:加工完一个沟槽后,旋转电机驱动砂轮旋转角度,重复加工下一个沟槽。
14.优选地,所述步骤s1中选用超快激光加工设备的振镜系统对砂轮进行扫描加工。
15.优选地,所述步骤s2中平行的激光扫描路径从沟槽左侧逐渐偏置扫描到右侧,相邻两个扫描路径的间距为l;然后从沟槽右侧再返回到沟槽左侧,相邻两个扫描直线的间距为l;从左到右的激光扫描阵列与从右到左的激光扫描阵列之间的间距为l/2,形成间距为l/2的平行扫描路径;该过程为一个往复扫描循环周期。
16.优选地,l/2《d《l。
17.优选地,激光加工的沟槽组合形成的结构包括平行沟槽、倾斜沟槽、v型沟槽和相交沟槽。
18.优选地,采用激光往复循环扫描的方式,抑制激光损伤累积效应所造成的锯齿倾斜结构,得到截面呈u型、双侧对称的沟槽结构。
19.优选地,在激光从沟槽左侧到右侧的扫描过程中,砂轮沟槽区域的材料去除深度逐渐增大,形成左侧倾斜、右侧陡峭的结构,在从右到左的扫描过程中,左侧的材料去除深度逐渐增大,形成的两侧陡峭的u型结构。
20.优选地,相对激光顺序扫描方式,激光往复循环扫描方式加工砂轮沟槽的材料去除效率更高。
21.优选地,所述激光脉冲能量为40μj-100μj,所述扫描速度为200mm/min-1000mm/min,所述激光循环次数为6-20;
22.所述激光波长为1030nm,脉冲频率为100khz-1000khz,脉冲时长8ps,所述激光聚焦光斑直径d为10μm-30μm。
23.与现有技术相比,本发明具有如下的有益效果:
24.1、本发明采用激光往复循环扫描的方式加工砂轮沟槽结构,在从左侧到右侧的激光扫描过程中,沟槽深度逐渐变大,形成了左侧倾斜、右侧陡峭的锯齿形轮廓;在从右侧到左侧的扫描过程中,沟槽左侧的材料去除速度逐渐增大,最终形成左右两侧侧壁陡峭、具有u型截面轮廓的沟槽结构,抑制了常规激光加工由于激光损伤累积效应所造成的倾斜侧壁结构;而且在从左侧到右侧、从右侧到左侧的扫描过程中,激光扫描路径偏置增大,有利于降低激光损伤累积效应;
25.2、本发明在砂轮磨削过程中,随着砂轮磨损,沟槽深度逐渐降低,对于具有倾斜侧壁的沟槽,砂轮宽度和沟槽面积率迅速减小,磨削力和磨削工件表面温度波动较大,磨削稳定性差;为了保持磨削稳定性,砂轮沟槽需要及时修整;这种u型轮廓的沟槽砂轮在磨削过
程中,随着砂轮磨损,沟槽的面积率变化较小,有利于提高磨削的稳定性,同时提高了砂轮沟槽结构的使用寿命;
26.3、相对激光顺序扫描方式扫描,本发明提供的激光左右往复循环扫描方式的材料去除效率更高。
附图说明
27.通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
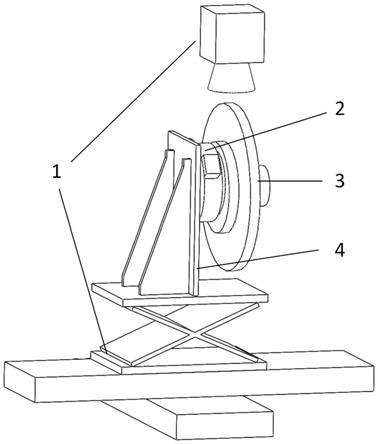
28.图1为本发明超快激光加工沟槽砂轮装置示意图;
29.图2为本发明沟槽结构的激光往复扫描路径示意图;
30.图3为本发明激光往复扫描循环过程中材料去除模型示意图;
31.图4a为本发明砂轮磨削表面平行沟槽结构示意图;
32.图4b为本发明砂轮磨削表面倾斜沟槽结构示意图;
33.图4c为本发明砂轮磨削表面v型沟槽结构示意图;
34.图4d为本发明砂轮磨削表面相交沟槽结构示意图;
35.图5为本发明传统激光顺序扫描加工沟槽截面轮廓尺寸图;
36.图6为本发明激光往复循环扫描加工沟槽截面轮廓尺寸图;
37.图7为本发明激光顺序扫描和左右往复扫描加工砂轮沟槽结构的材料去除率折线图。
38.其中:
39.超快激光加工设备1
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
砂轮3
40.旋转电机2
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
固定夹具4
具体实施方式
41.下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变化和改进。这些都属于本发明的保护范围。
42.根据本发明提供的一种具有u型截面轮廓的沟槽砂轮的激光加工装置及方法,装置包括:超快激光加工设备1、旋转电机2、砂轮3、固定夹具4;砂轮3固定在旋转电机2的转盘上;旋转电机2通过固定夹具4安装在超快激光加工设备1上;超快激光加工设备1含有振镜。
43.采用上述装置在砂轮表面加工具有u型截面轮廓的沟槽结构,具体方法如下:
44.将砂轮3通过旋转电机2和固定夹具4安装在超快激光加工设备1上,调整超快激光加工设备1的运动轴,使激光通过透镜聚焦在砂轮3上表面,如图1所示。
45.选用超快激光加工设备1的振镜,准备对砂轮3进行扫描加工,激光聚焦光斑直径d为20μm。
46.设计激光扫描路径,如图2所示,形成沟槽的激光扫描路径由多道平行的路径构成;平行的激光扫描路径从沟槽左侧逐渐偏置扫描到右侧,相邻两个扫描路径的间距l为30μm;然后从沟槽右侧再返回到沟槽左侧,相邻两个扫描直线的间距l为30μm;从左到右的激
光扫描阵列与从右到左的激光扫描阵列之间的间距为15μm,最终形成间距为15μm的平行扫描路径;该过程为一个往复扫描循环周期;l/2《d《l。
47.设置激光脉冲能量为40μj-100μj、扫描速度为400mm/min、激光扫描循环次数为6-20,得到一定深度的沟槽。
48.加工完一个沟槽后,旋转电机2驱动砂轮3旋转一定角度,重复加工下一个沟槽。
49.前后两个沟槽可以形成平行的沟槽结构,倾斜沟槽、v型沟槽或者相交沟槽等结构,如图4所示。采用激光往复循环扫描的方式,抑制了激光损伤累积效应所造成的锯齿倾斜结构,可得到截面呈u型、双侧对称的沟槽结构。
50.图3为采用图2的激光往复扫路径加工沟槽砂轮的材料去除模型示意图,在激光从沟槽左侧到右侧的扫描过程中,砂轮沟槽区域的材料去除深度逐渐增大,形成左侧倾斜、右侧陡峭的结构,在从右到左的扫描过程中,左侧的材料去除深度逐渐增大,最终形成的两侧陡峭的u型结构。
51.采用超快激光加工参数为:激光波长为1030nm,脉冲频率为400khz,激光脉冲能量为95μj,脉冲时长8ps,扫描速度400mm/min,循环次数为16;图5为采用传统的从左到右顺序扫描方式所加工的沟槽结构,扫描路径间距为15μm,沟槽截面轮廓为锯齿形,左侧倾斜,右侧陡峭;图6为采用图2的左右往复扫描路径所加工的沟槽的结构,l=30μm,沟槽两侧倾斜,呈u型轮廓。
52.图7为不同循环次数下激光顺序扫描和左右往复扫描加工砂轮沟槽结构的材料去除率,激光波长为1030nm,脉冲频率为400khz,激光脉冲能量为95μj,脉冲时长8ps,扫描速度400mm/min,可以看出左右往复扫描加工砂轮沟槽结构的材料去除率更高。
53.在本技术的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
54.以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变化或修改,这并不影响本发明的实质内容。在不冲突的情况下,本技术的实施例和实施例中的特征可以任意相互组合。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。