1.本发明涉及一种金属制件热处理吊挂装置及吊挂方法,金属热处理加工技术领域。
背景技术:
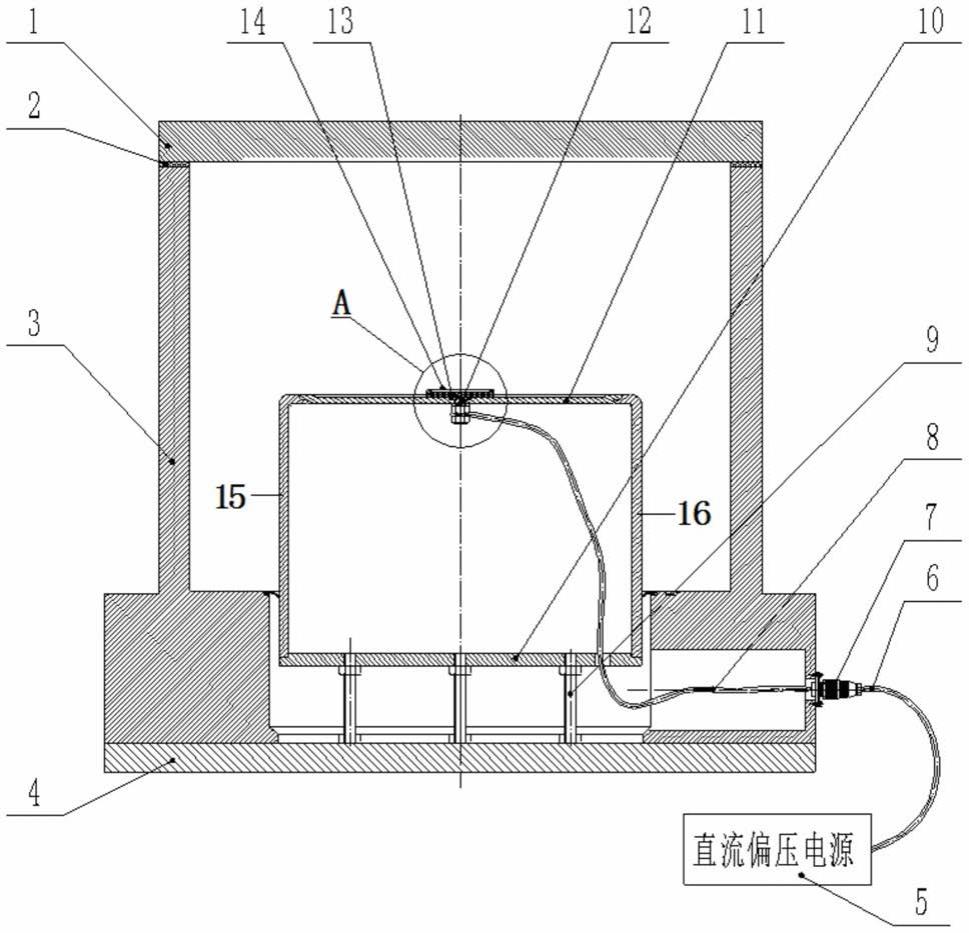
2.金属制件热处理是将金属制件放入加热装置,在加热到特定温度时保温特定的时间,后冷却,使金属内部组织结构发生改变,达到改善材料力学、物理和化学性能的目的,热处理过程中因组织转变发生比容变化,造成体积膨胀,同时由于制件淬火转移入油方式改变,晃动,不能垂直入油,导致制件各部位冷却状态不一致,最终导致金属制件重要部位变形严重,影响制件热后精加工尺寸。
3.飞机起落架金属制件通常为非对称结构,有长轴类制件,y字型筒类制件,7字型活塞杆类等非对称类制件。该类制件结构长度尺寸一般在0.5-2.5米,宽度尺寸在1米内,制件重量在130kg以内,且该类制件均为起落架整体制件中的关键重要件,对制件热处理变形要求极为严格,对该筒类制件均有外圆跳动要求。该类型制件的主筒体部位有形状各异的耳片或连接结构,导致制件在热处理吊挂过程中极易出现(主筒体)倾斜吊挂现象。最终导致制件外圆跳动超差,需要后续矫正工序去保证最终精加工尺寸要求,较低了加工效率,也不利于成本控制。
4.飞机起落架该类制件热处理淬火过程中传统的吊挂方式为不锈钢丝捆绑吊挂,采用不锈钢丝捆绑吊挂,操作人员能够帮助制件冷态下保证垂直装挂,但是钢丝受热变软无法保证制件垂直吊挂,也就无法保证垂直入油,这极大程度造成制件热处理变形超差,热处理后制件筒体部位圆度与直线度超差。所以对于起落架该类制件的热处理的一个核心问题就是控制制件主筒体的垂直(竖直)吊挂方式。
技术实现要素:
5.针对具有主筒体的非对称结构类金属零件,本发明提供一种金属制件热处理吊挂装置,使得该金属制件的主筒体尽量呈竖直(垂直)吊挂热处理状态。具体技术方案如下。
6.一种金属制件热处理吊挂装置,所述金属制件具有筒体,所述金属制件关于所述筒体的轴线为非对称结构,所述金属制件的重心不在所述轴线上;其特征在于,包括套筒、顶板和吊挂板,所述套筒具有第一定位通孔,所述第一定位通孔的延伸方向垂直于所述套筒的延伸方向;所述顶板固定于所述套筒的顶端,所述吊挂板固定于所述顶板上表面,所述吊挂板上开设有偏心挂孔,所述偏心挂孔的中心与所述金属制件的重心的连线平行于所述筒体的轴线;
7.所述金属制件具有吊挂部,或者所述金属制件上可拆卸地安装有吊挂部;所述吊挂部为杆件或者圆筒件,所述吊挂部具有第二定位通孔,所述第二定位通孔的延伸方向垂直于所述吊挂部的延伸方向;当所述套筒与所述吊挂部套接时,插销同时贯穿所述第一定位通孔和所述第二定位通孔。
8.进一步地,所述吊挂部与所述金属制件可拆卸连接,所述吊挂部包括下端的大直径段和上端的小直径段,所述套筒与所述小直径段套接。
9.进一步地,所述套筒、顶板和吊挂板一体成型。比如通过机加工成型。
10.进一步地,所述吊挂部和套筒具有贯穿的通孔。通孔有利于加热过程中的气体流动和淬火过程中的流体(水或者油)流动,抑制金属制件的不均匀变形。
11.进一步地,所述偏心挂孔的上部呈倒v形;所述吊挂装置还包括有s形挂钩,所述s形挂钩勾入所述偏心挂孔内。s形挂钩与偏心挂孔的倒v形的两个内壁接触,实现四点接触,这样可以避免金属制件在吊挂状态下摆动,有利于保持金属制件的稳定状态。偏心挂孔的下部可以是u形、圆形或者方形等。
12.基于同一发明构思,本发明还提供一种吊挂方法,主要包括以下步骤:
13.1)、在金属制件上预留吊挂部;
14.2)、制作上述的吊挂装置;
15.3)、将吊挂装置的套筒与吊挂部套接,插销插入所述第一定位通孔和所述第二定位通孔中;
16.4)、将金属制件吊挂完成热处理后,拆除吊挂装置并将金属制件的吊挂部去除。
17.基于同一发明构思,本发明还提供一种吊挂方法,主要包括以下步骤:
18.1)、制作上述的吊挂装置和吊挂部;
19.2)、将吊挂部卡在金属制件的筒体的内孔端部;
20.3)、将吊挂装置的套筒与吊挂部套接,插销插入所述第一定位通孔和所述第二定位通孔中;
21.4)、将金属制件吊挂完成热处理后,拆除吊挂装置和吊挂部。
22.本发明能有效使金属制件在热处理加热及冷却过程中,保持筒体自然垂直状态,并使热处理变形在要求范围内,能够控制制件筒体直线度,圆度等变形,达到了控制金属制件热处理变形的目的。其次,能有效减少热处理后典型制件的机械加工,其内孔及非精确配合尺寸部位热处理前的加工余量减少或不留余量,极大程度提高了制件加工效率,降低刀具耗损率。通过设计吊挂装置能够极大的减少金属制件热处理加工的准备时间,能够充分利用加热设备的有效空间,能够科学系统的对制件装挂位置进行定位。本发明的吊挂装置具有装挂简单,制造简单,重复利用率高,维护成本低等优点。
附图说明
23.图1是本发明实施例1的第一类型的吊挂装置的吊挂示意图;
24.图2是本发明实施例1的第一类型的吊挂装置的示意图;
25.图3是本发明实施例1的第二类型的吊挂装置的吊挂示意图;
26.图4是本发明实施例1的第二类型的吊挂装置的示意图;
27.图5是插销的示意图;
28.图6是本发明实施例2的吊挂装置的吊挂示意图;
29.图7是图6的剖视图;
30.图8是本发明实施例2的吊挂装置与吊挂部装配的示意图;
31.图9是本发明实施例2的吊挂装置的示意图;
32.图10是本发明实施例2的吊挂部的示意图。
33.图中:金属制件1、筒体1.1、轴线1.11、套筒2、第一定位通孔2.1、顶板3、吊挂板4、偏心挂孔4.1、吊挂部5、第二定位通孔5.1、大直径段5.2、小直径段5.3、s形挂钩6、插销7、固定孔7.1、通孔8。
具体实施方式
34.下面结合附图对本发明作进一步详细描述。
35.实施例1
36.如图1、图3所示,金属制件1具有筒体1.1,金属制件1关于筒体1.1的轴线1.11为非对称结构,金属制件1的重心不在轴线1.11上,即金属制件1并不关于轴线1.11对称。
37.如图1-4所示,金属制件热处理吊挂装置包括套筒2、顶板3和吊挂板4,套筒2具有第一定位通孔2.1,第一定位通孔2.1的延伸方向垂直于套筒2的延伸方向;顶板3固定于套筒2的顶端,吊挂板4固定于顶板3上表面,吊挂板4上开设有偏心挂孔4.1,偏心挂孔4.1的上部呈倒v形;s形挂钩6勾入偏心挂孔4.1内。套筒2和顶板3可以一体成型,比如通过机加工成型,吊挂板4可以焊接固定在顶板3上,也可以与顶板3一体成型。
38.非对称金属制件主要特点为带有吊挂部5,吊挂部5分为两类,第一类是如图1所示,吊挂部5外圆≤φ50mm,为实心的杆件或空心的圆筒件,吊挂部5具有第二定位通孔5.1,第二定位通孔5.1的延伸方向垂直于吊挂部5的延伸方向;吊挂时,套筒2与吊挂部5套接,吊挂部5与套筒2的内圆配合,插销7同时贯穿第一定位通孔2.1和第二定位通孔5.1。第二类是如图3所示,吊挂部5外圆>φ50mm为空心的圆筒件,也具有相应的第二定位通孔5.1,吊挂时,套筒2与吊挂部5套接,吊挂部5与套筒2的外圆配合。
39.根据金属制件1的重心位置,确定好偏心挂孔4.1位置,使得金属制件1被吊挂时,偏心挂孔4.1的中心与金属制件1的重心的连线平行于筒体1.1的轴线。
40.金属制件的吊挂部5尺寸设计合适套筒2的尺寸,两者间隙配合,确保间隙≥0.5mm)为了能够尽量减小套筒2对吊挂部5热影响,为了能够确保套筒2和吊挂部5套接配合后能够顺利排气和通油,在套筒2外圆对称部位设计贯穿的通孔8,用于通油排气,使得金属制件热处理过程中淬火介质能够顺利排出。第一定位通孔2.1和第二定位通孔5.1合理设计,确保插销7能够顺利插入拔出,确保套筒2与吊挂部5整体配合。
41.如图5所示,为确保插销7在热处理过程中不会脱落或滑出,在插销7两头配别设计了固定孔7.1。装配后用不锈钢丝对两头固定孔7.1进行固定。
42.装配完成后,将s形挂钩6挂入偏心挂孔4.1中,将金属制件装入热处理料架中进行热处理。热处理完成后,拆除吊挂装置并将金属制件的吊挂部5去除,比如通过车削或者切割的方式去除。
43.定期对吊挂装置进行无损荧光检查,确保吊挂装置长期使用可靠无裂纹,能够保证吊挂装置在高温下不会断裂失效。
44.实施例2
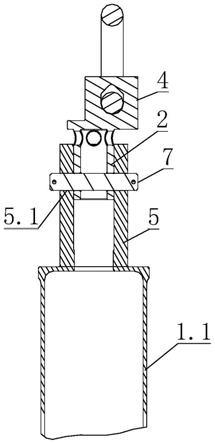
45.如图6-10所示,与实施例1不同之处在于:实施例2中的吊挂部5是与金属制件1可拆卸连接的。
46.如图8所示,吊挂部5包括下端的大直径段5.2和上端的小直径段5.3;吊挂部5可以
是实心的,也可以是空心结构,优选为空心结构;同时,吊挂部5也设计有贯穿的通孔8,用于通油排气。
47.适用的金属制件主要特点为筒体1.1内部有通内孔,通内孔特点为一头大一头小,但是金属制件1的小通孔部位有一个非常深的凹腔。该类结构需要有一个加长吊挂部5引出才能正常与套筒2套接配合,以防止套筒2和s形挂钩6与金属制件的凹腔出现干涉的情况。
48.吊装时,大直径段5.2卡在金属制件1的筒体1.1的内孔端部,然后将套筒2与吊挂部5的小直径段5.3套接,插销7插入第一定位通孔2.1和第二定位通孔5.1中;将金属制件吊挂完成热处理后,拆除吊挂装置和吊挂部5。
49.上面结合附图对本发明的实施例进行了描述,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。本发明并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是局限性的,本领域的普通技术人员在本发明的启示下,在不脱离本发明宗旨和权利要求所保护的范围情况下,还可做出很多形式,这些均属于本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。