1.本发明属于粉末冶金烧结技术领域,尤其涉及一种粉末冶金烧结齿轮的防形变结构件、装置及应用方法。
背景技术:
2.附图2为粉末冶金齿轮生坯的结构示意图,其由金属粉末压制而成,在对其进行高温冶金烧结作业过程中,容易发生膨胀形变,导致产品尺寸发生较大改变,产生不良。为了解决上述问题,本发明设计了一种粉末冶金烧结齿轮的防形变结构件、装置及应用方法,对粉末冶金齿轮生坯进行包夹与支撑,有效防止其高温烧结作业过程中发生过度膨胀形变,从而提高产品加工尺寸精度,提高产品质量和合格率。
技术实现要素:
3.发明目的:为了克服现有技术中存在的不足,本发明提供一种粉末冶金烧结齿轮的防形变结构件、装置及应用方法,对粉末冶金齿轮生坯进行包夹与支撑,有效防止其高温烧结作业过程中发生过度膨胀形变,从而提高产品加工尺寸精度,提高产品质量和合格率。
4.技术方案:为实现上述目的,本发明的一种粉末冶金烧结齿轮的防形变结构件、装置及应用方法,包括防形变结构件,所述防形变结构件由下半部件和上半部件组成,所述下半部件承托粉末冶金齿轮生坯,所述下半部件与上半部件相配合包夹并支撑粉末冶金齿轮生坯设置,所述防形变结构件在包夹并支撑粉末冶金齿轮生坯状态下呈镂空结构形态,且防形变结构件可旋转设置。
5.进一步地,所述防形变结构件整体采用石墨导热材料制作而成。
6.进一步地,所述下半部件与上半部件结构相同;所述下半部件或所述上半部件包括基板、设置于基板背面的轴体以及设置于基板正面的包夹支撑体,所述基板、轴体、包夹支撑体三者一体成型,所述粉末冶金齿轮生坯通过所述包夹支撑体进行支撑与包夹。
7.进一步地,所述包夹支撑体包括中心支撑轴、支撑凸起、内抵杆、扇形抵块、外支撑轴、外抵杆、矩形抵块和包夹环带;
8.所述中心支撑轴与粉末冶金齿轮生坯的中心轴孔对应,所述中心支撑轴插入以支撑所述中心轴孔;
9.所述支撑凸起与粉末冶金齿轮生坯的键槽对应,所述支撑凸起插入以支撑所述键槽;
10.所述内抵杆与粉末冶金齿轮生坯的轴凸部对应,各所述内抵杆沿轴凸部的圆形轮廓呈圆周阵列分布,且内抵杆抵靠轴凸部;
11.所述扇形抵块与粉末冶金齿轮生坯的轮身部对应,各所述扇形抵块沿轮身部的圆形轮廓呈圆周阵列分布,且扇形抵块抵靠轮身部;
12.所述外支撑轴与粉末冶金齿轮生坯的轮身孔对应,所述外支撑轴插入以支撑所述轮身孔;
13.所述外抵杆与粉末冶金齿轮生坯的齿凸部对应,各所述外抵杆沿齿凸部的圆形轮廓呈圆周阵列分布,且外抵杆抵靠齿凸部;
14.所述扇形抵块的弧形内凹侧抵靠轴凸部的外圈侧,所述扇形抵块的弧形外凸侧抵靠齿凸部的内圈侧;
15.所述包夹环带通过圆周阵列分布的若干所述矩形抵块连接在所述基板上;所述矩形抵块与粉末冶金齿轮生坯的轮齿对应,所述矩形抵块抵靠轮齿的侧面;所述包夹环带由交替连接的外凸槽体与内凹槽体构成,所述外凸槽体与轮齿对应并包夹所述轮齿,所述内凹槽体与齿槽对应并伸入所述齿槽内。
16.进一步地,所述包夹环带上密布有通气孔,所述通气孔均匀分布在外凸槽体及内凹槽体上。
17.一种粉末冶金烧结齿轮的装置,该装置包含所述防形变结构件,该装置还包括烧结炉、下气缸、上气缸、齿链传动组件和电机;所述防形变结构件设置于烧结炉内;所述下半部件的轴体活动贯穿烧结炉的炉底,该轴体依次通过下隔热块、下轴杆、下轴承座连接所述下气缸;所述上半部件的轴体活动贯穿烧结炉的炉盖,该轴体依次通过上隔热体、上轴杆、上轴承座连接所述上气缸;所述电机通过齿链传动组件与上半部件的轴体连接。
18.进一步地,该装置还包括直线型伺服滑台模组和连接架,所述上气缸与所述直线型伺服滑台模组平行且均安装在连接架上,所述电机安装于直线型伺服滑台模组上,所述连接架与烧结炉的炉盖固定连接。
19.一种粉末冶金烧结齿轮的装置的应用方法,具体步骤如下:
20.步骤s1:打开炉盖,然后利用下气缸将下半部件推出至烧结炉外部,提高粉末冶金齿轮生坯放置的便捷性,随后将粉末冶金齿轮生坯置于下半部件上,随后再次利用下气缸带动下半部件连同粉末冶金齿轮生坯回到烧结炉内;
21.步骤s2:合上炉盖,然后利用上气缸推动上半部件下移与下半部件相配合包夹并支撑粉末冶金齿轮生坯,与此同时,利用直线型伺服滑台模组带动电机同步下移;
22.在防形变结构件中,中心支撑轴插入以支撑中心轴孔,支撑凸起插入以支撑键槽,内抵杆抵靠轴凸部,扇形抵块抵靠轮身部,外支撑轴插入以支撑轮身孔,外抵杆抵靠齿凸部,扇形抵块的弧形外凸侧抵靠齿凸部的内圈侧,矩形抵块抵靠轮齿的侧面,外凸槽体包夹轮齿,内凹槽体伸入齿槽内;各部位布局合理、全面,大大提高限制结构膨胀形变的效果,保证产品尺寸精度,提高产品质量;
23.步骤s3:利用烧结炉对粉末冶金齿轮生坯进行高温烧结,此过程中,利用电机提供驱动力带动防形变结构件及粉末冶金齿轮生坯同步转动,从而对烧结炉内的保护气氛具有搅动作用,提高保护气氛的流动性,并使保护气氛分布更加均匀,更有利于粉末冶金烧结加工作业,提高加工效率及产品质量;
24.步骤s4:烧结作业完成后,首先提升上半部件,然后打开炉盖,最后利用下气缸将下半部件及烧结好的金属粉末齿轮推出至烧结炉外部,提高粉末冶金齿轮取出的便捷性,随后将金属粉末齿轮取下。
25.有益效果:本发明的一种粉末冶金烧结齿轮的防形变结构件、装置及应用方法,有益效果如下:
26.1)本发明通过防形变结构件对粉末冶金齿轮生坯进行包夹与支撑,有效防止其高
温烧结作业过程中发生过度膨胀形变,从而提高产品加工尺寸精度,提高产品质量和合格率;
27.2)本发明的防形变结构件采用石墨导热材料制作而成,导热效果好、效率高,有效保证高温烧结作业的效率,并保证产品加工质量;
28.3)利用本发明的装置进行粉末冶金齿轮生坯烧结加工过程中,在电机提供驱动下的状态下能够通过防形变结构件带动粉末冶金齿轮生坯同步转动,从而对烧结炉内的保护气氛具有搅动作用,提高保护气氛的流动性,并使保护气氛分布更加均匀,更有利于粉末冶金烧结加工作业,提高加工效率及产品质量。
附图说明
29.附图1为防形变结构件的整体结构示意图;
30.附图2为粉末冶金齿轮生坯的结构示意图;
31.附图3为防形变结构件的下半部件的结构示意图;
32.附图4为防形变结构件的上半部件的结构示意图;
33.附图5为防形变结构件的下半部件及粉末冶金齿轮生坯的俯视结构示意图;
34.附图6为防形变结构件的上半部件及粉末冶金齿轮生坯的俯视结构示意图;
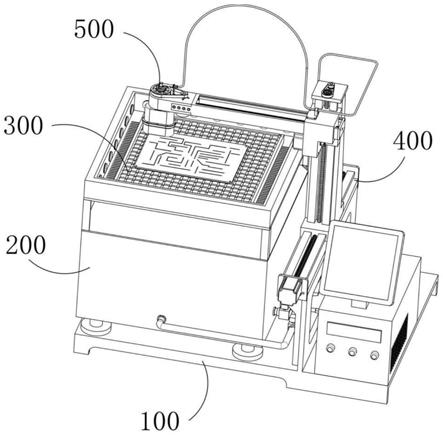
35.附图7为本发明装置的整体结构示意图。
具体实施方式
36.下面结合附图对本发明作更进一步的说明。
37.如附图1和附图2所示,一种粉末冶金烧结齿轮的防形变结构件,包括防形变结构件3,所述防形变结构件3由下半部件2和上半部件4组成,所述下半部件2承托粉末冶金齿轮生坯100,所述下半部件2与上半部件4相配合包夹并支撑粉末冶金齿轮生坯100设置,所述防形变结构件3在包夹并支撑粉末冶金齿轮生坯100状态下呈镂空结构形态,且防形变结构件3可旋转设置。本发明通过防形变结构件3对粉末冶金齿轮生坯100进行包夹与支撑,有效防止其高温烧结作业过程中发生过度膨胀形变,从而提高产品加工尺寸精度,提高产品质量和合格率。此外,在进行粉末冶金齿轮生坯烧结加工过程中,通过防形变结构件3带动粉末冶金齿轮生坯100同步转动,从而对烧结炉内的保护气氛具有搅动作用,提高保护气氛的流动性,并使保护气氛分布更加均匀,更有利于粉末冶金烧结加工作业,提高加工效率及产品质量。
38.更为具体的,所述防形变结构件3整体采用石墨导热材料制作而成,导热效果好、效率高,有效保证高温烧结作业的效率,并保证产品加工质量。
39.如附图3和附图4所示,所述下半部件2与上半部件4结构相同;所述下半部件2或所述上半部件4包括基板30、设置于基板30背面的轴体31以及设置于基板30正面的包夹支撑体32,所述基板30、轴体31、包夹支撑体32三者一体成型,所述粉末冶金齿轮生坯100通过所述包夹支撑体32进行支撑与包夹。
40.如附图2、附图3、附图4、附图5以及附图6所示,所述包夹支撑体32包括中心支撑轴321、支撑凸起322、内抵杆323、扇形抵块324、外支撑轴325、外抵杆326、矩形抵块327和包夹环带328;所述中心支撑轴321与粉末冶金齿轮生坯100的中心轴孔101对应,所述中心支撑
轴321插入以支撑所述中心轴孔101;所述支撑凸起322与粉末冶金齿轮生坯100的键槽102对应,所述支撑凸起322插入以支撑所述键槽102;所述内抵杆323与粉末冶金齿轮生坯100的轴凸部103对应,各所述内抵杆323沿轴凸部103的圆形轮廓呈圆周阵列分布,且内抵杆323抵靠轴凸部103;所述扇形抵块324与粉末冶金齿轮生坯100的轮身部104对应,各所述扇形抵块324沿轮身部104的圆形轮廓呈圆周阵列分布,且扇形抵块324抵靠轮身部104;所述外支撑轴325与粉末冶金齿轮生坯100的轮身孔105对应,所述外支撑轴325插入以支撑所述轮身孔105;所述外抵杆326与粉末冶金齿轮生坯100的齿凸部106对应,各所述外抵杆326沿齿凸部106的圆形轮廓呈圆周阵列分布,且外抵杆326抵靠齿凸部106;所述扇形抵块324的弧形内凹侧抵靠轴凸部103的外圈侧,所述扇形抵块324的弧形外凸侧抵靠齿凸部106的内圈侧;所述包夹环带328通过圆周阵列分布的若干所述矩形抵块327连接在所述基板30上;所述矩形抵块327与粉末冶金齿轮生坯100的轮齿107对应,所述矩形抵块327抵靠轮齿107的侧面;所述包夹环带328由交替连接的外凸槽体3281与内凹槽体3282构成,所述外凸槽体3281与轮齿107对应并包夹所述轮齿107,所述内凹槽体3282与齿槽108对应并伸入所述齿槽108内。通过包夹支撑体32分别对整个粉末冶金齿轮生坯100的各结构部位进行支撑或抵靠或包夹,各部位布局合理、全面,大大提高限制结构膨胀形变的效果,保证产品尺寸精度,提高产品质量。
41.值得注意的是,所述包夹环带328上密布有通气孔3280,所述通气孔3280均匀分布在外凸槽体3281及内凹槽体3282上,保证保护气氛在防形变结构件3内、外流通的顺畅性,从而有利于高温传热。
42.如附图7所示,一种粉末冶金烧结齿轮的装置,该装置包含所述防形变结构件3,该装置还包括烧结炉1、下气缸11、上气缸10、齿链传动组件5和电机6;所述防形变结构件3设置于烧结炉1内;所述下半部件2的轴体31活动贯穿烧结炉1的炉底,该轴体31依次通过下隔热块14、下轴杆15、下轴承座16连接所述下气缸11;所述上半部件4的轴体31活动贯穿烧结炉1的炉盖1.1,该轴体31依次通过上隔热体7、上轴杆8、上轴承座9连接所述上气缸10;所述电机6通过齿链传动组件5与上半部件4的轴体31连接。此外,该装置还包括直线型伺服滑台模组12和连接架13,所述上气缸10与所述直线型伺服滑台模组12平行且均安装在连接架13上,所述电机6安装于直线型伺服滑台模组12上,所述连接架13与烧结炉1的炉盖1.1固定连接。
43.一种粉末冶金烧结齿轮的装置的应用方法,具体步骤如下:
44.步骤s1:打开炉盖1.1,然后利用下气缸11将下半部件2推出至烧结炉1外部,提高粉末冶金齿轮生坯100放置的便捷性,随后将粉末冶金齿轮生坯100置于下半部件2上,随后再次利用下气缸11带动下半部件2连同粉末冶金齿轮生坯100回到烧结炉1内;
45.步骤s2:合上炉盖1.1,然后利用上气缸10推动上半部件4下移与下半部件2相配合包夹并支撑粉末冶金齿轮生坯100,与此同时,利用直线型伺服滑台模组12带动电机6同步下移;
46.在防形变结构件3中,中心支撑轴321插入以支撑中心轴孔101,支撑凸起322插入以支撑键槽102,内抵杆323抵靠轴凸部103,扇形抵块324抵靠轮身部104,外支撑轴325插入以支撑轮身孔105,外抵杆326抵靠齿凸部106,扇形抵块324的弧形外凸侧抵靠齿凸部106的内圈侧,矩形抵块327抵靠轮齿107的侧面,外凸槽体3281包夹轮齿107,内凹槽体3282伸入
齿槽108内;各部位布局合理、全面,大大提高限制结构膨胀形变的效果,保证产品尺寸精度,提高产品质量;
47.步骤s3:利用烧结炉1对粉末冶金齿轮生坯100进行高温烧结,此过程中,利用电机6提供驱动力带动防形变结构件3及粉末冶金齿轮生坯100同步转动,从而对烧结炉1内的保护气氛具有搅动作用,提高保护气氛的流动性,并使保护气氛分布更加均匀,更有利于粉末冶金烧结加工作业,提高加工效率及产品质量;
48.步骤s4:烧结作业完成后,首先提升上半部件4,然后打开炉盖1.1,最后利用下气缸11将下半部件2及烧结好的金属粉末齿轮推出至烧结炉1外部,提高粉末冶金齿轮取出的便捷性,随后将金属粉末齿轮取下。
49.以上所述仅是本发明的优选实施方式,应当指出:对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。