1.本实用新型涉及空调消音器铜管焊接前压装技术领域,具体涉及一种空调消音器焊接前用压装定位装置。
背景技术:
2.空调消音器一般包括圆柱形筒体,圆柱形筒体的两端均具有缩口,两端的缩口均需要焊接连接管,以便于与其他零件连接。圆柱形筒体和连接管均使用铜管。首先需要在连接管上压装焊环,在将压装有焊环的连接管压装进圆柱形筒体的相应缩口中,最后进行焊接,焊接可采用隧道炉焊接或者自动转盘焊接。但是在压装过程中,现有技术缺乏一体的设备,只能批量对连接管线压装焊环,再批量的将压装焊环后的连接管压装进圆柱形筒体中,而且压装使多适用人工操动压装,导致不仅工作效率低,而且压装精度差会造成后续焊接质量出现问题。
技术实现要素:
3.本实用新型的目的是提供一种空调消音器焊接前用压装定位装置,以解决现有技术中存在的工作效率低且压装精度差导致后续出现焊接质量的问题。
4.为实现上述目的,本实用新型的一种空调消音器焊接前用压装定位装置采用如下技术方案:一种空调消音器焊接前用压装定位装置,包括底架和顶架,顶架上导向移动设置有安装块,顶架上设置有安装块驱动机构,安装块上设置有用于夹持固定连接管的夹持结构;底架上设置有压装平台,压装平台上设置有第一导向孔,第一导向孔中上下导向移动设置有压装筒,压装筒的上端与第一凹槽的内壁形成供焊环吻合放入的焊环容纳槽或者压装筒的上端设置有台阶孔供焊环的外壁吻合放置,压装平台上设置有驱动压装筒上下运动的第一驱动机构;压装平台上还设置有第二导向孔,第二导向孔中上下导向移动安装有第一定位筒以对圆柱形筒体定位,压装平台上设置有驱动定位筒运动的第二驱动机构;压装平台上设置有第三导向孔,第三导向孔中上下导向移动安装有第二定位筒以对一端压装有连接管的圆柱形筒体进行定位,压装平台上设置有驱动第二定位筒运动的第三驱动机构。
5.所述第一定位筒的筒壁具有圆柱段和缩口段,缩口段用于与圆柱形筒体的端部上下限位顶压配合。
6.所述第二定位筒的筒壁具有圆柱段、缩口段和与缩口段连接的供连接管插入的插入孔段,缩口段用于与圆柱形筒体的端部上下限位顶压配合。
7.所述夹持结构包括设置于安装块上的供连接管插入的安装筒,安装筒的下端具有锥形筒段,锥形筒段沿周向间隔设置有至少两个切槽以将锥形筒段分割成三个以上的弹性卡板,安装筒上于锥形筒段上放设置有外螺纹段,安装筒上设置有锁紧螺母,锁紧螺母具有内螺纹段,锁紧螺母的下部设置有与锥形筒段的外壁顶压配合的锥形缩口部。
8.所述顶架上设置有导向长槽,导向块导向安装于导向长槽中,安装块驱动机构包括设置于顶架上的转动丝杠和驱动丝杠转动的驱动电机,转动丝杠与安装块螺纹连接。
9.所述安装块具有凸出顶架的凸出部分,凸出部分上于导向长槽的两侧均设置有滚轮,滚轮用于与顶架的上表面顶压配合。
10.本实用新型的有益效果:连接管通过夹持结构夹持固定,并通过安装块驱动机构运动,将焊环放置于焊环容纳槽中或者压装筒上端的台阶孔中,未压装连接管的圆柱形筒体竖向放置于第一定位筒中,一端已经压装连接管的圆柱形筒体放置于第二定位筒中。安装块驱动机构带动连接管运动至焊环的上端时,通过第一驱动机构将焊环压装于连接管上,压装焊环后的连接管继续运动至圆柱形筒体上端,通过第二驱动机构将圆柱形筒体上顶实现带焊环连接管的压入。同样地步骤通过第三驱动机构实现圆柱形筒体另一端与带焊环连接管的压装。降低人工的参与度,大大提高了压装的质量和工作效率,减少后续出现焊接质量问题。
附图说明
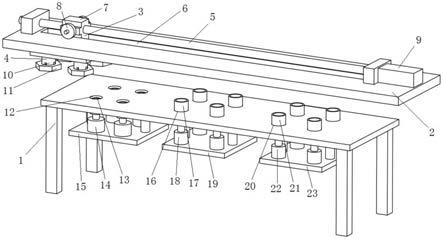
11.图1是本实用新型的一种空调消音器焊接前用压装定位装置的一个实施例的结构示意图;
12.图2是图1中锁紧螺母的结构示意图;
13.图3是图1中第一定位筒的结构示意图;
14.图4是图1中第二定位筒的结构示意图。
具体实施方式
15.本实用新型的一种空调消音器焊接前用压装定位装置的实施例,如图1-图4所示,包括底架1和顶架2,顶架上导向移动设置有安装块3,顶架上设置有安装块驱动机构。顶架上设置有导向长槽6,导向块3导向安装于导向长槽6中,安装块驱动机构包括设置于顶架上的转动丝杠5和驱动丝杠转动的驱动电机9,转动丝杠与安装块螺纹连接。安装块上设置有用于夹持固定连接管的夹持结构。具体地,夹持结构包括设置于安装块上的供连接管插入的安装筒4,安装筒的下端具有锥形筒段。锥形筒段沿周向间隔设置有至少两个切槽以将锥形筒段分割成三个以上的弹性卡板10。安装筒上于锥形筒段上放设置有外螺纹段,安装筒上设置有锁紧螺母11,锁紧螺母具有内螺纹段,锁紧螺母的下部设置有与锥形筒段的外壁顶压配合的锥形缩口部24。安装块具有凸出顶架的凸出部分7,凸出部分上于导向长槽的两侧均设置有滚轮8,滚轮用于与顶架的上表面顶压配合。
16.底架上设置有压装平台,压装平台上设置有第一导向孔12,第一导向孔中上下导向移动设置有压装筒13,压装筒的上端与第一凹槽的内壁形成供焊环吻合放入的焊环容纳槽。压装平台上设置有驱动压装筒上下运动的第一驱动机构。压装平台下方设置有第一安装板15,第一驱动机构包括设置于第一安装板上的第一驱动缸14,第一驱动缸采用油缸。
17.压装平台上还设置有第二导向孔16,第二导向孔中上下导向移动安装有第一定位筒以对圆柱形筒体定位17,压装平台上设置有驱动定位筒运动的第二驱动机构。压装平台下方设置有第二安装板19,第二驱动机构包括设置于第二安装板上的第二驱动缸18,第二驱动缸采用油缸。第一定位筒的筒壁具有圆柱段25和缩口段26,缩口段用于与圆柱形筒体的端部上下限位顶压配合。
18.压装平台上设置有第三导向孔20,第三导向孔中上下导向移动安装有第二定位筒
21以对一端压装有连接管的圆柱形筒体进行定位,压装平台上设置有驱动第二定位筒运动的第三驱动机构。压装平台下方设置有第三安装板23,第三驱动机构包括设置于第三安装板上的第三驱动缸22,第三驱动缸采用油缸。第二定位筒的筒壁具有圆柱段25、缩口段26和与缩口段连接的供连接管插入的插入孔段27,缩口段用于与圆柱形筒体的端部上下限位顶压配合。本实施例中第一导向孔、第二导向孔和第三导向孔的数量均为四个,相应地,安装块上的安装筒的数量也为四个。可以一次实现四个焊环的压装以及四个连接管与四个圆柱形筒体的压装,大大提高了工作效率。
19.在使用时,连接管通过夹持结构夹持固定,并通过安装块驱动机构运动,将焊环放置于焊环容纳槽中或者压装筒上端的台阶孔中,未压装连接管的圆柱形筒体竖向放置于第一定位筒中,一端已经压装连接管的圆柱形筒体放置于第二定位筒中。安装块驱动机构带动连接管运动至焊环的上端时,通过第一驱动机构将焊环压装于连接管上,压装焊环后的连接管继续运动至圆柱形筒体上端,通过第二驱动机构将圆柱形筒体上顶实现带焊环连接管的压入。重复上述焊环与连接管的压装步骤,安装块驱动机构将压装有焊环的连接管送至第二定位筒的上方,通过第三驱动机构实现圆柱形筒体另一端与带焊环连接管的压装。
20.在本实用新型的其他实施例中,焊环也可以不放入第一导向槽中的焊环容纳槽中,可以在压装筒的上端设置有台阶孔供焊环的外壁吻合放置;第一导向孔、第二导向孔和第三导向孔的数量可根据实际需要进行调整。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
