1.本发明涉及模板、树脂机械以及模板的喷嘴加热方法。
背景技术:
2.以往,作为树脂颗粒的造粒装置,已知具备模板和刀具装置的造粒装置(例如,参照日本发明专利公开公报特开2013-111891号)。模板具有被设置在挤出机的下游侧并排出熔融树脂的大量的喷嘴。刀具装置将从所述喷嘴挤出的树脂切断为颗粒形状。该模板中树脂被排出的一侧的表面被置于用于输送被切断的颗粒的循环水中。因此,为防止树脂粘在喷嘴上,在模板的内部设置有让用于加热喷嘴的蒸汽或热介质油等加热介质通过的加热流路。
3.日本发明专利公开公报特开2013-111891号中公开了形成有大量的喷嘴的圆盘形的模板。该模板沿着其周向以每90度分割为4个区域,将其中的1个区域放大表示。模板在其径向内侧部分形成有内侧环形加热通道,在其径向外侧部分形成有外侧环形加热通道,并且在内侧环形加热通道与外侧环形加热通道之间配置有各自包含大量的喷嘴的多个喷嘴组。
4.喷嘴组在模板的4个区域各配置有1组。各喷嘴组具有多个喷嘴加热区域。多个喷嘴加热区域通过沿与周向交叉的恒定方向(交叉方向)延伸的多个热通道和沿周向分别延伸的内侧环形加热通道及外侧环形加热通道而被划分。在各喷嘴加热区域,多个喷嘴沿着所述的交叉方向配置有3列。
5.此外,在外侧环形加热通道形成有加热介质入口,在内侧环形加热通道形成有加热介质出口。通过加热介质入口,蒸汽、热介质油等被加热至指定温度的加热介质被供给到各加热通道。加热介质经由外侧环形加热通道,各热通道、内侧环形加热通道从加热介质出口排出,并返回到未图示的加热装置。然后,在加热装置重新被加热至所述的指定温度的加热介质被返送到加热介质入口。由此,加热介质在所述的各流路循环。
6.日本发明专利公开公报特开2013-111891号中记载的模板存在在多个喷嘴间容易发生温度不均,所制造的树脂构件的质量也发生偏差的问题。具体而言,在各喷嘴加热区域,多个喷嘴的喷嘴孔在周向的不同位置形成有3列。因此,如果加热介质f流到多个热通道,在靠近热通道的列(两端的列)与远离热通道的列(中央的列)之间向喷嘴的热输入量发生差异,在各喷嘴加热区域内容易发生温度不均。并且,如果树脂粘在温度相对低的喷嘴的排出部周围,则利用刀具装置被切断的树脂颗粒的形状容易发生偏差。
技术实现要素:
7.本发明的目的在于提供可以抑制多个喷嘴间的温度不均的模板、树脂机械以及模板的喷嘴加热方法。
8.本发明的发明人鉴于如上所述的以往的模板所存在的问题,专心研究了缩小多个喷嘴间的离加热流路(热通道)的距离之差的情况,结果获得了不是在如以往那样被多个加
热流路包围的区域开设多个喷嘴孔,而是设置包围多个喷嘴各自的树脂流路的多个喷嘴壁,并使加热介质接触于该各自的喷嘴壁的外周面的新的构思。
9.并且,基于如上所述的新的构思的本发明所提供的模板具备喷嘴组和至少一个加热介质引导部。所述喷嘴组包含将熔融树脂沿轴向分别排出的多个喷嘴。所述多个喷嘴具有多个喷嘴壁和多个排出部。多个喷嘴壁沿所述轴向分别延伸,且各自包含:将容许熔融树脂流动的树脂流路包围的内周面;和在该内周面的相反侧沿所述内周面配置的外周面。多个排出部被配置在所述多个喷嘴壁的所述轴向的远端部,分别排出所述熔融树脂。所述至少一个加热介质引导部接收加热介质并以从外侧加热所述多个喷嘴的方式使该加热介质与所述外周面接触。所述至少一个加热介质引导部具有接收所述加热介质的至少一个接收口、排出所述加热介质的至少一个排出口、以及至少一个引导壁。所述引导壁与所述多个喷嘴壁各自的所述外周面一起界定所述加热介质流动的加热流路。所述引导壁以使从所述至少一个接收口流入的所述加热介质沿与所述轴向交叉的流动方向接触于所述多个喷嘴壁各自的所述外周面之后从所述至少一个排出口排出的方式引导所述加热介质。
10.此外,本发明所提供的是树脂机械。该树脂机械具备:所述的模板;树脂供给部,将熔融树脂供给到所述模板的所述多个喷嘴的所述树脂流路;介质供给部,将所述加热介质供给到所述模板的所述至少一个加热介质引导部;以及处理部,对从所述多个排出部排出的熔融树脂实施处理。
11.此外,本发明所提供的是模板的喷嘴加热方法。该喷嘴加热方法包括以下步骤:准备以下的模板作为所述模板,该模板具备多个喷嘴和引导壁,所述多个喷嘴具有:多个喷嘴壁,沿轴向分别延伸,且各自包含界定容许熔融树脂流动的树脂流路的内周面和在该内周面的相反侧沿所述内周面配置的外周面;以及多个排出部,被配置在所述多个喷嘴壁的所述轴向的远端部,分别排出熔融树脂,所述引导壁至少与所述多个喷嘴壁各自的所述外周面一起界定加热介质流动的加热流路;以及使所述加热介质流入所述加热流路的入口,并使该加热介质沿所述引导壁与所述多个喷嘴壁各自的所述外周面分别接触来加热所述多个喷嘴之后,使该加热介质从所述加热流路的出口排出。
12.根据本发明,可以抑制喷嘴的温度不均。
附图说明
13.图1是本发明的第一实施方式所涉及的模板的外观立体图。
14.图2是图1所示的模板的ii-ii线剖视图。
15.图3是图2所示的模板的iii-iii线剖视图。
16.图4是图2所示的模板的iv-iv线剖视图。
17.图5是图3所示的模板的v-v线剖视图。
18.图6a是图3所示的模板的via-via线剖视图。
19.图6b是图4所示的模板的vib-vib线剖视图。
20.图7是本发明的第一实施方式所涉及的模板的沿着第一喷嘴组的各喷嘴形成的第一加热介质流路的加热流路的概略放大图。
21.图8是本发明的第一实施方式所涉及的模板的沿着第二喷嘴组的各喷嘴形成的第一加热介质流路的加热流路的概略放大图。
22.图9是示意性地表示本发明的第一实施方式所涉及的模板的第一加热介质流路和第二加热介质流路的各流路的说明图。
23.图10是示意性地表示本发明的第一实施方式所涉及的模板的配置在加热流路的喷嘴周围的加热介质的流动情况的说明图。
24.图11是本发明的第二实施方式所涉及的模板的喷嘴配置部的水平剖视图。
25.图12是图11所示的模板的xii-xii线剖视图。
26.图13是图11所示的模板的xiii-xiii线剖视图。
27.图14是图11所示的模板的xiv-xiv线剖视图。
28.图15是表示喷嘴配置的其他例子的水平剖视图。
29.图16是表示喷嘴配置的其他例子的水平剖视图。
30.图17是表示喷嘴配置的其他例子的水平剖视图。
31.图18是表示喷嘴配置的其他例子的水平剖视图。
32.图19是表示喷嘴配置的其他例子的水平剖视图。
33.图20是表示喷嘴配置的其他例子的水平剖视图。
34.图21a是表示喷嘴形状的其他例子的喷嘴的剖视图。
35.图21b是表示喷嘴形状的其他例子的喷嘴的剖视图。
36.图22是表示加热流路的变形例的示意图。
37.图23是表示加热流路的变形例的示意图。
38.图24是表示加热流路的变形例的示意图。
39.图25是表示加热流路的变形例的示意图。
40.图26是表示加热流路的变形例的示意图。
41.图27是表示加热流路的变形例的示意图。
42.图28是表示加热流路的变形例的示意图。
43.图29是表示加热流路的变形例的示意图。
44.图30是表示加热流路的变形例的示意图。
45.图31是表示加热流路的变形例的示意图。
46.图32是表示加热流路的变形例的示意图。
47.图33是表示加热流路的变形例的示意图。
48.图34是表示加热流路的变形例的示意图。
49.图35是表示加热流路的变形例的示意图。
50.图36是表示加热流路的变形例的示意图。
51.图37是表示加热流路的变形例的示意图。
52.图38是表示加热流路的变形例的示意图。
53.图39是表示加热流路的变形例的示意图。
54.图40是表示加热流路的变形例的示意图。
55.图41是表示加热流路的变形例的示意图。
56.图42是表示加热流路的变形例的示意图。
57.图43是表示加热流路的变形例的示意图。
58.图44是表示加热流路的变形例的示意图。
59.图45是表示以往的模板的加热流路以及喷嘴配置的放大剖视图。
具体实施方式
60.下面,参照附图详细说明本发明的各实施方式及其变形例。本发明的各实施方式所涉及的模板使用于树脂颗粒的造粒装置,具有熔融树脂被挤出并通过的大量的喷嘴以及用于加热形成喷嘴的喷嘴壁的加热介质流动的至少1个加热介质流路。并且,在模板的树脂射出侧的喷嘴面配置未图示的刀具装置,使用刀具切断从喷嘴挤出的树脂来成形树脂颗粒。该树脂切断在水中进行。
61.此外,通过未图示的加热装置被加热的加热介质被输送到加热介质流路。作为加热介质,使用热油或蒸汽等流体,加热介质在加热介质流路流动并与喷嘴壁进行热交换后从加热介质流路排出。
62.《模板的结构》图1是本发明的第一实施方式所涉及的模板100的外观立体图。图2是图1所示的模板的ii-ii线剖视图。如图1及图2所示,模板100是以轴线l(中心线)为中心整体扁平的圆盘形(环形)。模板100具有喷嘴配置部13和凸缘部11。喷嘴配置部13被配置在模板100的径向的中间部分(内侧部分),凸缘部11被配置在模板100的径向的外侧部分。如图1所示,在本实施方式中,在模板100的中央部形成有圆形的空洞部。即,模板100具有环形形状。喷嘴配置部13比凸缘部11厚,且具有以轴线l为中心的圆环形状。
63.在该喷嘴配置部13,多个喷嘴15以沿轴线l贯穿该喷嘴配置部13的方式形成。多个喷嘴15沿平行于轴线l的轴向ed分别排出(挤出)熔融树脂。另外,多个喷嘴15的集合体被定义为喷嘴组。各喷嘴15具有形成在图2所示的圆筒状的喷嘴壁15a的内侧的喷嘴孔15b。更详细而言,各喷嘴15分别具有沿所述轴向ed延伸的喷嘴壁15a和排出部15f。换句话说,多个喷嘴15具有多个喷嘴壁15a和多个排出部15f。喷嘴壁15a具有内周面15s和外周面15t。内周面15s包围容许熔融树脂流动的所述的喷嘴孔15b,即树脂流路。外周面15t在内周面15s的相反侧沿着内周面15s配置。排出部15f被配置在喷嘴壁15a的所述轴向的远端部,并排出熔融树脂。
64.此外,喷嘴配置部13具有顶面13a。顶面13a是在从凸缘部11突出的喷嘴配置部13的突出方向的远端侧与轴线l交叉(垂直)的面。顶面13a是用于切断从喷嘴15b被挤出的熔融树脂的平坦面。换句话说,顶面13a决定被切断的熔融树脂的基端面。在本实施方式中,各喷嘴15的轴向(树脂挤出方向)ed平行于轴线l,但是,轴向ed也可以相对于轴线l倾斜。此外,轴向ed根据树脂颗粒的造粒装置(树脂机械)的结构,适当设定为上下方向、水平方向以及其他方向即可。
65.配置在喷嘴配置部13的喷嘴组包含沿周向等分的第一喷嘴组17和第二喷嘴组19,各个喷嘴组具有沿径向排列配置的多个列(在本实施方式中为3列),在各列中,多个喷嘴15沿周向配置。在这些多个喷嘴15的周围,沿喷嘴配置部13的周向形成有加热介质流路(加热介质引导部)。该加热介质流路接收加热介质并将该加热介质引导至多个喷嘴15,从外侧加热多个喷嘴15。如上所述,通过在周向上分割喷嘴组,可以独立地加热控制第一喷嘴组17和第二喷嘴组19,容易获得更均匀的温度分布。另外,各喷嘴15优选排队配置,但是也可以如后所述为不规则地分散布置的方式。下面,详细说明该加热介质流路。
66.<加热介质流路>图3是图2所示的模板的iii-iii线剖视图,图4是图2所示的模板的iv-iv线剖视图。另外,图3还是后述的图6a所示的iii-iii线剖面。在模板100的内部形成从流入口至流出口的整个长度范围连续的2个独立的加热介质流路。具体而言,模板100还具有第一加热介质引导部20a和第二加热介质引导部20b。各加热介质引导部接收加热介质并将该加热介质引导至多个喷嘴15来加热多个喷嘴15。第一加热介质引导部20a具有第一加热介质流路21,第二加热介质引导部20b具有独立于第一加热介质流路21的第二加热介质流路23。
67.第一加热介质流路21和第二加热介质流路23如后所述在喷嘴15的轴向ed(与轴线l相同)上配置在互不相同的位置,形成2层加热介质流路。此外,如图2所示,在模板100形成有将第一加热介质流路21和第二加热介质流路23在喷嘴15的轴向上分离的分隔部24(基壁)。
68.第一加热介质流路21具有:接收加热介质的流入口25a(接收口);排出加热介质的流出口27a(排出口);以及从流入口25a连通至流出口27a的加热流路29a1(图3)(第一副引导部)和加热流路29a2(图4)(第二副引导部)。第二加热介质流路23也同样具有流入口25b(接收口)、流出口27b(排出口)、加热流路29b1(图3)(第三副引导部)及加热流路29b2(图4)(第四副引导部)。各加热流路29a1、29a2、29b1、29b2分别被后述的引导壁50界定。此外,流入口25a、流出口27a、流入口25b、流出口27b可以各设置多个。
69.第一加热介质流路21的加热流路29a1在第一喷嘴组17的区域配置在喷嘴15的树脂射出侧(图1、图2的上侧)。此外,加热流路29a2在第二喷嘴组19的区域配置在喷嘴15的树脂进入侧(图1、图2的下侧)。加热流路29a1和加热流路29a2通过第一连接流路31a(第一连通部)被连接。
70.图5是图3所示的模板的v-v线剖视图。树脂射出侧的加热流路29a1通过倾斜形成的第一连接流路31a连接于树脂进入侧的加热流路29a2。第二加热介质流路23的加热流路29b1、29b2也同样通过图3、图4所示的倾斜的第二连接流路31b(第二连通部)互相连接。
71.图6a是图3所示的模板的via-via线剖视图,图6b是图4所示的模板的vib-vib线剖视图。如图6a所示,第一加热介质流路21的流入口25a和配置在树脂射出侧的加热流路29a1通过变更所述轴向ed上的流路的位置的第一流入侧流路33a1互相连接。此外,如图6b所示,第一加热介质流路21的流出口27a和配置在树脂进入侧的加热流路29a2通过第一流出侧流路33a2互相连接。并且,第二加热介质流路23的流入口25b和流出口27b也同样,如图3、图4所示,在流入口25b连接倾斜的第二流入侧流路33b1,在流出口27b连接第二流出侧流路33b2。
72.如上所述,本实施方式所涉及的模板100中,第一喷嘴组17和第二喷嘴组19配置成环形(另外,各喷嘴组17、19的形状可以说是半环状、圆弧状或曲线状)。第一加热介质流路21及第二加热介质流路23的各加热流路沿其环形形状的周向形成,在其流路内配置多个喷嘴15。换句话说,多个喷嘴15的喷嘴壁15a分别界定各加热流路。
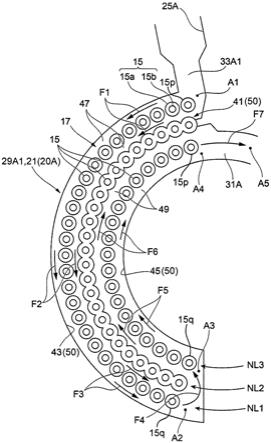
73.图7是沿着第一喷嘴组17的各喷嘴15形成的第一加热介质流路21的加热流路29a1的概略放大图(另外,为方便说明,在图7中省略了阴影线)。在加热流路29a1内从径向外侧分别以圆弧状依次排列设置有由多个喷嘴15构成的外径侧喷嘴列nl1、中间喷嘴列nl2、内径侧喷嘴列nl3(也参照图2)。各喷嘴15分别沿周向等间隔配置。
74.外径侧喷嘴列nl1及内径侧喷嘴列nl3可以在形成各喷嘴15的喷嘴壁15a彼此之间存在周向的间隙,也可以为喷嘴壁15a彼此在周向上相连(详细内容在后面说明)。在图7所示的例子中,外径侧喷嘴列nl1及内径侧喷嘴列nl3中,多个喷嘴15以彼此的喷嘴壁15a的外周面15t互相独立的方式被配置(独立喷嘴)。此外,中间喷嘴列nl2中,在沿周向配置的多个喷嘴15的周向上相邻的喷嘴壁15a互相连接,形成有流路壁41。此时,中间喷嘴列nl2的多个喷嘴15构成本发明的接触喷嘴。并且,图7所示的加热流路被多个喷嘴15各自的外周面15t(图2)界定。
75.在外径侧喷嘴列nl1的外径侧隔着间隙形成有流路壁43,在内径侧喷嘴列nl3的内径侧隔着间隙形成有流路壁45。流路壁43、45均由喷嘴配置部13的一部分形成。据此,在外径侧的流路壁43与由中间喷嘴列nl2形成的流路壁41之间以及内径侧的流路壁45与由中间喷嘴列nl2形成的流路壁41之间分别形成沿周向连续的一对流路。该一对流路在沿周向延伸的加热流路29a1的流入口25a侧的相反侧(点a2、a3附近)互相连接(连通)。
76.因此,加热流路29a1具有:朝向周向的其中一侧(图7的点a2)的往流路47;以及在往流路47的远端(图7的点a2、点a3)折返并沿往流路47朝向周向的另一侧(图7的点a4)的复流路49。往流路47和复流路49夹着中间喷嘴列nl2排列设置,往流路47分别形成在外径侧喷嘴列nl1的各喷嘴15的径向两侧,复流路49分别形成在内径侧喷嘴列nl3的各喷嘴15的径向两侧。也就是说,在加热流路29a1流动的加热介质从与流入口25a连接的点a1沿箭头f1、f2、f3到达点a2,并如箭头f4那样从点a2向点a3折返,并沿箭头f5、f6到达点a4。到达点a4的加热介质沿箭头f7通过第一连接流路31a朝向加热流路29a2(图8)的点a5。
77.图8是沿着第二喷嘴组19的各喷嘴15形成的第一加热介质流路21的加热流路29a2的概略放大图(另外,为方便说明,在图8中省略了阴影线)。加热流路29a2也同样地与加热流路29a1大致线对称地配置,分别以圆弧状排列设置有外径侧喷嘴列nl1、中间喷嘴列nl2、内径侧喷嘴列nl3。此外,通过流路壁41、43、45形成由往流路47及复流路49构成的一对流路。
78.在加热流路29a2,被输送到点a5的加热介质沿箭头f8、f9到达点a6,并如箭头f10那样从点a6向点a7折返,并沿箭头f11、f12、f13到达点a8。到达点a8的加热介质从流出口27a排出。另外,在外径侧的流路壁43与由中间喷嘴列nl2形成的流路壁41之间配置有外径侧喷嘴列nl1,在内径侧的流路壁45与由中间喷嘴列nl2形成的流路壁41之间配置有内径侧喷嘴列nl3。在本实施方式中,如上所述列举了在各流路壁之间配置一个喷嘴列的例子,但并不限定于此,各流路壁之间也可以配置多个喷嘴列。根据此种结构,加热流路中的喷嘴配置数增加,可以提高树脂颗粒的生产效率。
79.另外,进一步对具有所述的结构的第一加热介质引导部20a的第一加热介质流路21以及第二加热介质引导部20b的第二加热介质流路23进行说明,第一加热介质引导部20a及第二加热介质引导部20b各自具有引导壁50。引导壁50是与多个喷嘴15各自的外周面15t一起分别界定第一加热介质流路21及第二加热介质流路23的壁部(引导面)。另外,引导壁50界定各加热流路中与各喷嘴15的外周面15t不同的部分。特别是,引导壁50以使从流入口25a及流入口25b流入的加热介质沿与轴向ed交叉(垂直)的流动方向接触多个喷嘴15各自的外周面15t后从流出口27a及流出口27b排出的方式引导加热介质。
80.引导壁50除了所述的流路壁43、45(图2、图7、图8)及分隔部24(图2)以外,还包含
顶壁53和底壁54。顶壁53构成喷嘴配置部13的上表面部,底壁54构成喷嘴配置部13的下表面部。此外,顶壁53在从流入口25a至第一连接流路31a的范围界定加热流路29a1的上表面部(顶部)。另一方面,底壁54在从第二连接流路31b至流出口27b的范围界定加热流路29b2的下表面部(底部)。分隔部24界定所述的加热流路29a1的下表面部,并且界定所述的加热流路29b2的上表面部。这些多个基壁在轴向ed上互相隔开间隔配置,具有将加热流路29a1及加热流路29b2的所述轴向ed的两侧部分(在图2中为上下部分)沿平行于所述流动方向的方向分别分隔(界定)的功能。即,各加热流路配置在多个基壁之间。另一方面,多个喷嘴15各自的喷嘴壁15a以使各喷嘴孔15b(树脂流路)与加热流路29a1和加热流路29b2隔离的方式将所述的多个基壁之间在轴向ed上互相连接。在本实施方式中,多个基壁由喷嘴配置部13的一部分形成。
81.此外,所述的流路壁43、45如图7所示沿加热介质的流动方向延伸,并且如图2所示在与所述轴向ed交叉的方向上与多个喷嘴15各自的喷嘴壁15a相向配置,将所述多个基壁(顶壁53、分隔部24、底壁54)之间在轴向ed互相连接。此时,流路壁43、45与多个喷嘴15各自的外周面15t一起沿周向界定各加热流路,以使加热介质分别与多个喷嘴15各自的外周面15t接触并沿喷嘴组的周向移动。
82.特别是,如图7所示,喷嘴组包含配置在多个喷嘴15中的周向的一端部的一个喷嘴15p和在该一个喷嘴15p的相反侧配置在多个喷嘴15中的周向的另一端部的另一个喷嘴15q。并且,引导壁50的流路壁43以使与一个喷嘴15p的外周面15t接触的加热介质与另一个喷嘴15q的外周面15t接触的方式沿周向连续配置。此外,引导壁50的流路壁45以使与另一个喷嘴15q的外周面15t接触的加热介质与一个喷嘴15p的外周面15t接触的方式沿周向连续配置。
83.而且,如图7所示,流路壁43(往路引导壁)以在喷嘴组的径向上的多个喷嘴15的一端侧(径向外侧)沿所述周向延伸的方式被配置,在该多个喷嘴15之间朝向所述周向中的第一方向引导加热介质。另一方面,流路壁45(复路引导壁)以在径向上的多个喷嘴15的另一端侧(径向内侧)沿所述周向延伸的方式被配置,接收被流路壁43引导的加热介质并朝向所述周向中的与所述第一方向相反的第二方向引导。
84.另外,对于图2的纸面右侧图示的加热流路29b1以及加热流路29a2(图8)也与所述同样地被各引导壁50界定。
85.图9是示意性地表示第一加热介质流路21和第二加热介质流路23的各流路的说明图。第一加热介质流路21中,如使用图7、图8说明的那样,在轴向ed的树脂射出侧配置加热流路29a1,在树脂进入侧配置加热流路29a2。另一方面,第二加热介质流路23被配置在使第一加热介质流路21以轴线l为中心反转约180
°
的点对称的位置上。因此,在第一加热介质流路21和第二加热介质流路23流动的加热介质在流入各流路的初期在各喷嘴15的喷嘴壁15a的树脂射出侧部分(排出侧外周面)的周围流动,其后在喷嘴壁15a的树脂进入侧部分(上游侧外周面)的周围流动。
86.也就是说,从流入口25a、25b供给的被加热的加热介质在加热流路29a1、29a2、29b1、29b2内沿着在周向上排列的多个喷嘴15的喷嘴壁15a的外周面15t流动。据此,可以沿着加热介质的流动方向连续地高效率地实施向多个喷嘴15的喷嘴壁15a的热交换。另外,在将多个喷嘴15沿径向配置的情况下,越是径向外侧,喷嘴之间的周向间隙变长,喷嘴配置的
空间效率相对下降,但是如本实施方式,通过将多个喷嘴15沿周向配置,从而发生无用的空间(例如,图45的空区域127)的情况变少,可以提高喷嘴15的配置密度。另外,如后详述,多个喷嘴15可以沿径向配置。
87.并且,靠近喷嘴配置部13的顶面13a的加热流路29a1、29b1中最初流动预先被加热的加热介质,因此,向喷嘴壁15a的热输入变大。另一方面,模板100由于喷嘴配置部13的顶面13a侧被置于水中,因此,顶面13a侧与配置加热流路29a2、29b2的树脂进入侧相比,散热变大。在本实施方式中,通过使流入的加热介质最初在加热流路29a1、29b1中流动,从而可以在补充此种顶面13a侧的散热的情况下加热树脂射出侧的喷嘴壁15a。
88.在加热流路29a1、29b1内流动后的加热介质分别流入相当于各流路的下游侧的加热流路29a2、29b2,通过在加热流路29a2、29b2内流动,加热树脂进入侧的喷嘴壁15a。据此,加热介质可以将各喷嘴15沿喷嘴的轴向ed均匀地加热。
89.进一步,根据本实施方式,由多个喷嘴15构成的喷嘴组沿周向分割为第一喷嘴组17和第二喷嘴组19,在喷嘴15的树脂射出侧部分和树脂进入侧部分双方,第一喷嘴组17的半周部分和第二喷嘴组19的半周部分分别由独立系统的加热介质流路(第一加热介质流路21和第二加热介质流路23)加热。据此,尤其在喷嘴15的树脂射出侧部分,与一个系统的加热介质流路在周向的一圈范围加热各喷嘴15的情况相比,不易受通过水的散热的影响,减少不均匀的温度分布的发生。如上所述,通过在周向上将多个喷嘴15分割为第一喷嘴组17和第二喷嘴组19,可以独立地加热控制被分割的第一喷嘴组17和第二喷嘴组19。因此,在多个喷嘴15容易获得更均匀的温度分布。
90.此外,加热流路29a1、29a2、29b1、29b2具有沿周向的往流路47和复流路49,从而在往流路47和复流路49的排列方向上扩大加热宽度。此处的排列方向为径向,但是,各流路可以如后所述在喷嘴轴向上错开配置,也可以在径向和喷嘴轴向的两个方向上错开配置。在任一情况下,可以使喷嘴配置部13的温度分布变得更均匀,可以扩张能够配置多个喷嘴15的范围。此时,喷嘴数增加,可以提高树脂颗粒的生产效率。
91.此外,所述的第一加热介质流路21和第二加热介质流路23从流入口25a、25b至流出口27a、27b为止分别由1条连续的流路形成,因此,可以使加热介质的流速稳定,改善多个喷嘴15的温度不均。此外,第一加热介质流路21和第二加热介质流路23的各加热流路29a1、29a2、29b1、29b2是至少其周向的一部分彼此在轴向ed上重叠的多层结构。因此,与各加热流路29a1、29a2、29b1、29b2以单层结构配置在相同空间的情况相比,流路的截面积变小,其结果,加热介质的流速加快,喷嘴壁15a的升温性提高。另外,在所述的各流路中加热介质在1条长的流路内流动,因此,在各流路中,在流入口25a、25b侧的部分与流出口27a、27b侧的部分之间,加热介质的温度差有可能变大,但是,通过如上所述的多层结构,温度相对高的加热介质的流路和温度相对低的加热介质的流路在轴向ed邻接配置,因此,从邻接的流路接收传热,减轻两个流路之间的温度差的扩大。
92.此外,如图3、图4所示,在本实施方式中,所述加热流路被配置在设置有多个喷嘴15的周向的整个范围(区域整体)。根据此种模板100,由于在喷嘴15的配置区域的周向的整个范围配置加热流路,因此,可以高效率地加热所有的喷嘴15,可以减轻温度不均。
93.<喷嘴与加热流路的关系>下面说明将加热流路29a1、29a2、29b1、29b2的加热介质的流动方向决定为如本实
施方式的周向以及后述的第二实施方式的径向中的其中一个方向的步骤。在所述的加热流路29a1、29a2、29b1、29b2中,需要使加热介质的流动方向转变的部分,但是,该转变时加热介质的压力损耗增加,因此,优选减少转变次数。对此,按照以下所示的条件决定加热介质的流动方向,从而可以减少转变次数,可以抑制加热介质的压力损耗增加。
94.在多个喷嘴15从环形的喷嘴组(第一喷嘴组17、第二喷嘴组19)的中心以多重的同心状且放射状排列的情况下,设从喷嘴组的中心沿放射方向排列的喷嘴15的数量为n、在喷嘴组的外周边缘沿周向排列的喷嘴15的数量为m。此时,在将m/4的值的小数点后第一位四舍五入的整数值nm为n以上的情况下,在加热流路,将沿喷嘴组的周向的流路长度设定为比沿喷嘴组的径向的流路长度长。另一方面,在所述的整数值nm小于n的情况下,在加热流路,将沿喷嘴组的径向的流路长度设定为比沿喷嘴组的周向的流路长度长。
95.表1分别表示在m=1~16、n=1~4的情况下,按照所述的条件,径向和周向中加热介质流动的流路长度被设定为较长的方向。另外,在表1中,“r”表示径向,“c”表示周向。例如,如图1、图2所示,在多个喷嘴15以外径侧喷嘴列nl1、中间喷嘴列nl2、内径侧喷嘴列nl3的3列(n=3)被配置的情况下,优选:到外周边缘的喷嘴15的数量为9个(m=9)为止,将径向的流路长度设定为比周向的流路长度长,如果是10个以上(m≥0),将周向的流路长度设定为比径向的流路长度长。据此,可以减少加热介质的流动的转变次数,可以抑制加热介质的压力损耗增加。
96.<加热流路内的加热介质的流动>图10是示意性地表示配置在加热流路的喷嘴15周围的加热介质的流动情况的说明图。在加热流路29a1、29a2、29b1、29b2的流路内,分别配置外径侧喷嘴列nl1、中间喷嘴列nl2、内径侧喷嘴列nl3,加热介质沿各喷嘴列流动。在外径侧喷嘴列nl1、内径侧喷嘴列nl3中在周向(在图10中作为上下方向而表示)上相邻的喷嘴15之间存在间隙s的情况下,加热介质也流入间隙s,通过该流动,加热介质与喷嘴壁15a的热交换被促进,提高喷嘴壁的加热效果。
97.中间喷嘴列nl2形成在周向上连续的流路壁41。如图7、图8所示,中间喷嘴列nl2的喷嘴壁15a的外周面15t彼此接触的情况下,可以通过使彼此的喷嘴壁15a被接合来形成流路壁。另一方面,如图10所示,在喷嘴壁15a的外周面15t彼此分离配置的情况下,在周向上相邻的喷嘴15的喷嘴壁15a之间配置分隔壁51即可。分隔壁51将离散配置的喷嘴15的喷嘴壁15a之间相互连接而形成流路壁41。特别是,分隔壁51将多个喷嘴15中相邻的喷嘴15的喷嘴壁15a之间以外周面15t的至少一部分露出的方式互相连接,与该露出的外周面15t一起沿加热介质的流动方向界定各加热流路。根据此种结构,利用中间喷嘴列nl2的喷嘴壁15a,
可以将往流路47和复流路49设为彼此分离的流路,因此,无需配置超过多个喷嘴15之间的距离的长度的连续的分隔壁。因此,可以简化模板100的结构,并且,在有限的空间内的流路的配置效率提高,可以进一步增加喷嘴15的配置数量。另外,分隔壁51即使在如后所述多个喷嘴15分散存在的情况下,也通过连接相邻的喷嘴之间,可以形成连续的流路壁以及流路。
98.下面,说明本发明的第二实施方式所涉及的模板100。图11是本实施方式所涉及的模板100的喷嘴配置部13的水平剖视图。图12是图11所示的模板100的xii-xii线剖视图。图13是图11所示的模板100的xiii-xiii线剖视图。图14是图11所示的模板100的xiv-xiv线剖视图。另外,在本实施方式中,以与所述第一实施方式的不同点为中心进行说明,省略说明相同点。
99.在本实施方式中,模板100也具有分别被配置在喷嘴配置部13的、包含多个喷嘴15的喷嘴组和加热介质引导部20。加热介质引导部20具有流入口25a(接收口)、流出口27a(排出口)(图13)以及引导壁50。引导壁50分别界定加热流路29a1(第一副引导部)、加热流路29a2(第二副引导部)、上下连通流路31(连通部)。加热流路29a1、加热流路29a2以及上下连通流路31是使流入口25a和流出口27a互相连通的流路。此外,上下连通流路31(图13)使加热流路29a1和加热流路29a2在上下方向上连通。
100.如图11所示,在本实施方式中,喷嘴组也以平行于轴向ed的中心线为中心被配置成环形。此外,多个喷嘴15以沿径向延伸的喷嘴列在周向上隔开间隔的方式配置有4列。各列中配置有3个喷嘴15,以彼此的喷嘴壁15a的外周面15t彼此接触的方式被配置。换句话说,在本实施方式中,多个喷嘴15包含以彼此的喷嘴壁15a的外周面15t彼此接触的方式被配置的多个接触喷嘴(连接喷嘴的一方式),加热流路29a1、29a2的至少一部分被所述多个接触喷嘴各自的外周面15t界定。
101.另外,在本实施方式中,图11所示的喷嘴组和加热介质引导部20在模板100的周向上配置有多个。如图11所示,在一组喷嘴组和加热介质引导部20在周向上占据22.5度的范围的情况下,可以在周向上配置16组的喷嘴组和加热介质引导部20。
102.引导壁50如上所述与多个喷嘴15各自的外周面15t一起界定加热介质流动的各加热流路。引导壁50以使从流入口25a流入的加热介质沿与所述轴向ed交叉的流动方向接触多个喷嘴15各自的外周面15t后从流出口27a排出的方式引导加热介质。尤其在本实施方式中,引导壁50以使加热介质与多个喷嘴15各自的外周面15t分别接触并沿所述喷嘴组的径向移动的方式,与多个喷嘴15各自的外周面15t一起沿径向界定加热流路29a1、29a2。
103.在本实施方式中,引导壁50具有多个流路壁55(图11)、顶壁53(基壁)、底壁54(基壁)以及分隔部24(基壁)。
104.多个流路壁55沿加热介质的流动方向分别界定加热流路29a1和加热流路29a2。在本实施方式中,多个流路壁55由喷嘴配置部13的一部分形成。
105.顶壁53在从流入口25a至上下连通流路31的范围界定加热流路29a1的上表面部(顶部)。底壁54在从上下连通流路31至流出口27a的范围界定加热流路29a2的下表面部(底部)。分隔部24界定加热流路29a1的下表面部,并且界定加热流路29a2的上表面部。这些多个基壁具有将加热流路29a1及加热流路29a2的所述轴向ed的两侧部分(在图13、图14中为上下部分)分别分隔的功能。另一方面,多个喷嘴15的喷嘴壁15a以使各喷嘴孔15b(树脂流路)与加热流路29a1和加热流路29a2隔离的方式将所述的多个基壁之间在轴向ed互相连
接。在本实施方式中,多个基壁也由喷嘴配置部13的一部分形成。此外,所述的流路壁55中的至少一部分沿所述流动方向延伸,并且在与所述轴向ed交叉的方向上与多个喷嘴15的喷嘴壁15a相向配置,并在轴向ed上将所述多个基壁之间互相连接。
106.加热流路29a1和加热流路29a2如图13所示通过上下连通流路31互相连通。从流入口25a流入的加热介质如图11所示分流为3个流动方向,与多个喷嘴15的喷嘴壁15a中的排出部15f(图14)侧的外周面15t(排出侧外周面)分别接触之后到达上下连通流路31。然后,加热介质如图13所示通过上下连通流路31流入加热流路29a2。进一步,加热介质与多个喷嘴15的喷嘴壁15a中与排出部15f相反的一侧的外周面15t(上游侧外周面)分别接触之后从流出口27a排出。
107.如上所述,在本实施方式中,多个喷嘴15各自的外周面15t也分别界定加热流路29a1和加热流路29a2的一部分。因此,从在各加热流路流动的加热介质向各喷嘴15的喷嘴壁15a可靠且稳定地传热,可以提高各喷嘴15的升温性,并且可以降低多个喷嘴15间的温度差。并且,沿箭头ds方向流入图12的树脂供给口100s的熔融树脂从各喷嘴15的排出部15f(图4)挤出,如上所述地成形为颗粒。
108.此外,在本实施方式中,流入加热介质引导部20的加热流路29a1的加热介质也最初与排出部15f侧的外周面15t接触并加热,因此与所述第一实施方式同样,可以在补充模板100的顶面13a侧的散热的情况下加热树脂射出侧的喷嘴壁15a。流入加热流路29a1的加热介质通过上下连通流路31流入加热流路29a2,从而还可以加热多个喷嘴15的树脂进入侧的外周面15t。
109.另外,在本实施方式中,说明了如图11所示,通过相邻的喷嘴15的喷嘴壁15a的外周面15t彼此接触,从而构成加热流路29a1和加热流路29a2的一部分的方式,但是也可以为如图10的中间喷嘴列nl2那样加热介质引导部20具有分隔壁51的方式。此时,分隔壁51将相邻的喷嘴15的喷嘴壁15a之间以外周面15t的至少一部分露出的方式互相连接即可。此时,也通过分隔壁51与露出的外周面15t一起沿流动方向界定各加热流路,从而促进从加热介质向喷嘴壁15a的热输入。
110.此外,在本实施方式中,加热流路29a1和加热流路29a2也在轴向ed上互相重叠的方式以2层配置。特别是,在沿轴向ed观察的情况下,流入口25a和流入口25b以重叠的方式被配置,因此,可以减少模板100的喷嘴配置部13中的死区。
111.而且,在图11所示的4列喷嘴列中,在内侧的2列喷嘴列,如图10的外径侧喷嘴列nl1、内径侧喷嘴列nl3那样,也可以设置有彼此的喷嘴壁15a的外周面15t互相独立配置的多个喷嘴15(独立喷嘴)。
112.《喷嘴配置》图15至图20表示所述的各实施方式中所示的多个喷嘴15的配置的变形例。如图15所示,界定各加热流路的一部分的多个喷嘴15可以离散配置(任意配置),并从沿流动方向da流动的加热介质分别接收热。此外,如图16所示,也可以多个喷嘴15全部彼此隔开间隔且规则性地被配置(规则配置)。此时,优选在多个喷嘴15的周围配置决定加热介质的流动方向的流路壁(引导壁)。
113.此外,多个喷嘴15也可以如图17、图18及图19所示以多个喷嘴15密接的方式被配置。优选以每单位面积的喷嘴15的密度变大的方式被配置。但是,此时,也通过各个喷嘴15
的外周面15t的至少一部分以露出于加热流路的方式被配置,从而减小各喷嘴15间的温度差,可以维持升温性能。
114.此外,也可以如图20所示,通过由分隔壁51连接多个喷嘴15密接的集团之间,从而决定加热介质的流动方向da。此时,多个喷嘴15的喷嘴壁15a可以作为折流板(baffle)发挥功能。
115.《喷嘴形状》模板100所具备的喷嘴15的形状并不限定于直径尺寸恒定的喷嘴孔15b,可以变更为各种方式。图21、图21b是表示喷嘴形状的其他例子的喷嘴的剖视图。如图21a所示的喷嘴15a,喷嘴孔15b1也可以具有朝向树脂射出侧变细的圆锥面。此时,使喷嘴远端的熔融树脂的射出速度加快,可以进行更稳定的树脂射出。
116.此外,如图21b所示的喷嘴15ba,也可以为朝向树脂射出侧变细的喷嘴孔15b2和直径尺寸恒定的喷嘴孔15b3朝向树脂射出侧以该顺序连接的结构。此时,在使熔融树脂的射出速度加快的情况下使树脂的流动稳定,因此,造粒的树脂颗粒的形状偏差减小。
117.另外,图21a及图21b中熔融树脂的流动也可以被设定为与箭头ed相反的方向。这样,熔融树脂的出口(排出部)的截面积较大地被设定,从而即使在粘度低的树脂在排出部固化的情况下,也能以来自上游侧的压力沿喷嘴的倾斜(锥形)挤出固化的树脂。
118.此外,各喷嘴15的喷嘴壁15a的截面形状并不限定于圆形,也可以为多边形形状等其他截面形状。此时,也通过沿喷嘴壁15a的内周面15s配置外周面15t,从而也能利用从加热介质向外周面15t传递的热来稳定地加热喷嘴15的喷嘴壁15a。
119.如上所示,本发明的第一实施方式所涉及的模板100中,第一加热介质流路21和第二加热介质流路23沿周向被配置,并在喷嘴15的轴向ed上彼此重叠配置,但是,加热流路的配置并不限定于此,可以采用各种方式。以下,说明各种加热流路的配置方式。
120.《加热流路的变形例》图22至图30是表示所述的第一实施方式所涉及的加热流路的变形例的示意图。虽然省略详细的图示,但是,设在任一情况下喷嘴沿周向被配置。另外,图22至图30中所示的虚线表示模板100的喷嘴配置部13。加热流路如所述的加热流路29a1、29a2、29b1、29b2那样形成在喷嘴配置部13内部,在各流路端部,与所述的流入口25a、25b及流出口27a、27b同样设置有流入口及流出口(未图示)。
121.图22所示的加热流路55a、55b、55c、55d在喷嘴轴向上是单一层的流路,并沿周向被分割为多个区域。在此,虽然示出了在周向上以等间隔分割为4个的加热流路55a、55b、55c、55d,但是分割数为任意,并不限定于等间隔,也可以为不同间隔。
122.如上所述,由于加热流路55a、55b、55c、55d沿周向配置,因此,加热介质沿喷嘴(未图示)的排列方向流动,可以高效率地加热大量喷嘴。而且,加热介质在多个独立的加热流路中分别流动,因此,可以使热输入量增加来提高升温性。
123.图23所示的加热流路57为单一层的1条连续的环形流路,被配置在设置有多个喷嘴(未图示)的周向的整个区域。根据该加热流路57,由于不存在流路的分支,因此,可以使加热流路57的流量不管部位如何而恒定。此外,通过将流路截面积保持恒定,从而可以将流速维持恒定,可以使各喷嘴15的升温性均匀。此外,由于加热流路57被配置在喷嘴的配置区域的周向的整个区域,因此,可以高效率地加热所有的喷嘴,可以减轻温度不均。
124.此外,如图24所示,也可以配置在喷嘴15的轴向ed上彼此重叠的2层加热流路57a、57b。据此,可以增加热输入量来高升温性,并且轴向ed上的温度均匀性也提高。进一步,如图25所示,2层加热流路57a、57b的流入口及流出口也可以隔着加热流路57a、57b的环中心(环形的喷嘴组的环中心)而彼此相向配置。此时,可以防止流入口和流出口在轴向ed上的干扰,使模板100变薄。在图25中,加热流路57a的流入口及流出口被配置在相对于加热流路57b的流入口及流出口反转180
°
的位置,但是也可以被配置在以任意角度在周向上错开相位的位置。
125.另外,图24及图25所示的加热流路57a及加热流路57b中也可以流动温度彼此不同的加热介质。例如,通过将比树脂进入侧的加热流路57b中的加热介质高温的加热介质流通于树脂射出侧的加热流路57a,可以使靠近置于水中而容易受散热影响的模板100的顶面13a(参照图1)一侧的热输入增加。据此,可以使模板100的温度分布更均匀,可以防止因水导致的散热而树脂固着的情况。
126.图26所示的加热流路59a、59b中,在环形流路的每半周,轴向ed上的各流路的位置互相交替。也就是说,加热流路59a在喷嘴的树脂射出侧具有半周流路,剩下的半周流路配置在喷嘴的树脂进入侧。对于加热流路59b也一样,其半周流路配置在喷嘴的树脂射出侧,剩下的半周流路配置在树脂进入侧。在加热流路59a的轴向ed上的位置交替的位置,加热流路59b的轴向ed上的位置交替。
127.根据该加热流路59a、59b,由于被加热的加热介质首先被供给到喷嘴的树脂射出侧部分,因此,向树脂射出侧的热输入与树脂进入侧相比提高。如上所述,可以自如调整轴向ed上的热输入量分布。
128.图27所示的加热流路61为单一层的1条连续的环形流路,具有沿周向延伸的往流路47;以及在往流路47以环形大致延伸一周后,在流路远端折返并沿往流路47朝周向的相反方向延伸的复流路49。根据该加热流路61,由于形成在径向上双层的流路,因此,径向的加热范围增加,获得更均匀的温度分布。
129.此外,如图28所示,也可以配置在轴向ed上彼此重叠的2层加热流路61a、61b。据此,可以增加热输入量来提高升温性,并且轴向ed上的温度均匀性也提高。
130.另外,图22至图28的各加热流路的方式也可以互相组合。例如,可以将在图22所示的分割为4个的加热流路55a、55b、55c、55d分别使用图27所示的往流路47及复流路49构成,也可以如图24至图26、图28所示,设为在轴向ed上重叠多层的结构。
131.此外,图24所示的在轴向ed上配置多层的加热流路57a、57b中,也可以将树脂射出侧的流路设为在流路内充满空气的隔热空洞来代替加热流路。在图29所示的加热流路中,在轴向ed的其中一侧的流路部分配置有隔热空洞63。此时,配置在树脂射出侧的隔热空洞63抑制从模板100的靠近置于水中的面一侧散热。据此,可以使模板100的温度分布更均匀。隔热空洞63可以根据所需的隔热效果适当设定,如密封了空气的结构、使空气循环的结构、使被设定为恒定温度的空气流动的结构等。
132.此外,隔热空洞63可以为与图24所示的加热流路57a一样的形状,除此之外,也可以为去掉流入口及流出口的1条形状的空洞。而且,如图30所示,通过配置具有往流路和复流路的隔热空洞63a,使径向的隔热宽度增加,可以提高隔热效果。另外,所述的隔热空洞63的方式为一例,只要是可获得隔热效果的形状即可,其形状为任意形状。
133.另外,在所述的第一实施方式中,也可以代替第一加热介质流路21或第二加热介质流路23的任一流路,配置如上所述地使空气充满流路内的隔热空洞。
134.图31至图44是表示所述的第二实施方式所涉及的加热流路的变形例的示意图。虽然省略详细的图示,但是,设在任一情况下喷嘴沿径向被配置。另外,一部分图中所示的圆板状的虚线表示模板100的喷嘴配置部13。加热流路如所述的第二实施方式的加热流路29a1、29a2那样形成在喷嘴配置部13内部,在各流路端部设置有流入口及流出口。在以下的各图中,说明设置在周向的一部分的加热流路,但是,在周向的其他部分也配置同样的加热流路。
135.在图31中,从流入口25a流入的加热介质朝向径向内侧分流到3个加热流路65a、65b、65c。各加热介质通过未图示的连接通道朝向下方移动,朝向径向外侧流动并再次汇流,并从流出口25b排出(在径向外侧有1个入口及1个出口的2层式)。在本变形例中,在沿轴向ed观察的情况下,以流入口25a和流入口25b重叠的方式被配置。
136.在图32中,从流入口25a流入的加热介质朝向径向内侧分流到3个加热流路67a、67b、67c。各加热介质通过未图示的连接通道朝向下方移动,只有在加热流路67b流动的加热介质分流到2个加热流路,并朝向径向外侧流动,且分别与在加热流路67a、67c流动的加热介质再次汇流,并从流出口25b排出(在径向外侧有1个入口及2个出口的2层式)。
137.在图33中,从2个流入口25a1、25a2流入的加热介质各自分流到2个加热流路。其中,在周向内侧的2个加热流路69b、69c流动的加热介质在径向的内侧部分汇流并向下方移动。另一方面,在周向外侧的2个加热流路69a、69d流动的加热介质也分别向下方移动,朝向径向外侧流动并再次与所述的加热介质汇流,并从流出口25b排出(在径向外侧有2个入口及1个出口的2层式)。
138.在图34中,形成有上下独立的加热流路。在上层中,从流入口25a1流入加热流路71a的加热介质在径向内侧分流为2个流路,朝向径向外侧分别流过周向的外侧部分后从流出口25b1、25b2排出。同样,在下层中,从流入口25a2流入加热流路71b的加热介质在径向内侧分流为2个流路,朝向径向外侧分别流过周向的外侧部分后从流出口25b3、25b4排出(在径向外侧有2个入口及4个出口的2层式)。
139.图35、图36中示意性地示出了各变形例所涉及的喷嘴配置部13的水平剖视图。在图35中,从流入口25a流入的加热介质通过3列喷嘴列之间及其外侧并朝向径向内侧前进,从开口25c1、25c2进一步朝向周向外侧移动,且朝向径向外侧流动,并从流出口25b1、25b2分别排出(在径向外侧有1个入口及2个出口的1层式)。
140.另一方面,在图36中,从流入口25a1、25a2分别流入的加热介质前进至径向内侧后,从开口25c1、25c2朝向周向内侧移动,通过3列喷嘴列之间及其外侧并朝向径向外侧前进,并从流出口25b排出(在径向外侧有2个入口及1个出口的1层式)。
141.参照图37的示意立体图,在该图中,也形成有上下独立的加热流路。在上层中,从流入口25a1流入加热流路73a的加热介质在径向内侧分流为2个流路,朝向径向外侧分别流过周向的外侧部分后从流出口25b1、25b2排出。另一方面,在下层中,从流入口25a2、25a3分别流入加热流路73b、73c的加热介质在径向内侧汇流,并朝向径向外侧流动后从流出口25b3排出(在径向外侧有3个入口及3个出口的2层式)。在本变形例中,上下层中的加热介质的流动方向相反(相向流动)。
142.在图38中,形成有上下独立的2层加热流路,下侧的加热流路进一步由2层形成(共计3层)。从流入口25a流入加热流路的加热介质通过与图31相同的加热流路从流出口25b排出。另一方面,设置在最上层的加热流路75中,从流入口25c流入的加热介质在径向内侧分流,分别朝向径向外侧流动后从流出口25d1、25d2排出。在本变形例中,流入加热流路75的加热介质的温度或种类可以使用不同于流入加热流路的加热介质的温度或种类。此外,加热流路75可以保持为真空状态。如上所示,本发明所涉及的模板100内的加热流路可以沿轴向ed配置为多层。此时,彼此的加热流路可以互相连通,也可以独立配置。
143.在所述的各变形例中,说明了在喷嘴配置部13的径向外侧部分分别设置流入口及流出口的方式,但是本发明并不限定于此。在图39至图44中,在喷嘴配置部13的径向内侧部分设置流入口及流出口中的至少其中之一。
144.在图39中,从配置在喷嘴配置部13的径向外侧部分的流入口25a流入的加热介质通过3列喷嘴列之间及其外侧并朝向径向内侧前进,进一步朝向周向外侧移动,并从配置在喷嘴配置部13的径向内侧部分的流出口25c1、25c2分别排出(在径向外侧有1个入口、在径向内侧有2个出口)。
145.在图40中,从配置在喷嘴配置部13的径向外侧部分的2个流入口25a1、25a2流入的加热介质通过3列喷嘴列之间以及其外侧并朝向径向内侧前进,进一步朝向周向内侧移动,并从配置在喷嘴配置部13的径向内侧部分的流出口25c分别排出(在径向外侧有2个入口、在径向内侧有1个出口)。
146.另一方面,在图41中,从配置在喷嘴配置部13的径向内侧部分的流入口25a流入的加热介质通过3列喷嘴列之间以及其外侧并朝向径向外侧前进,进一步朝向周向内侧移动,并从配置在喷嘴配置部13的径向外侧部分的流出口25c1、25c2分别排出(在径向内侧有1个入口、在径向外侧有2个出口)。
147.在图42中,从配置在喷嘴配置部13的径向内侧部分的2个流入口25a1、25a2流入的加热介质通过3列喷嘴列之间以及其外侧并朝向径向外侧前进,进一步朝向周向内侧移动,并从配置在喷嘴配置部13的径向外侧部分的流出口25c分别排出(在径向内侧有2个入口、在径向外侧有1个出口)。
148.另外,在图39至图42中,可以为流入各流入口的加热介质可以沿径向移动后从各流出口排出的所谓的单路径流路。
149.在图43中,从配置在喷嘴配置部13的径向内侧部分的流入口25a流入的加热介质通过3列喷嘴列之间并朝向径向外侧前进,进一步通过3列喷嘴列的周向外侧再次朝向径向内侧移动,并从配置在喷嘴配置部13的径向内侧部分的2个流出口25c1、25c2分别排出(在径向内侧有1个入口、在径向内侧有2个出口)。
150.进一步,在图44中,从配置在喷嘴配置部13的径向内侧部分的2个流入口25a1、25a2流入加热流路的加热介质通过3列喷嘴列的周向外侧并朝向径向外侧前进,进一步通过3列喷嘴列之间并再次返回到径向内侧,从配置在喷嘴配置部13的径向内侧部分的流出口25c分别排出(在径向内侧有2个入口、在径向内侧有1个出口)。
151.在具备如上所述的各变形例所涉及的喷嘴配置部13的模板100中,由于加热介质与多个喷嘴15的喷嘴壁15a的外周面15t接触并流动,因此,可以稳定且可靠地加热多个喷嘴15。另外,在喷嘴配置部13的径向内侧部分配置流入口或流出口的情况下,进行加热介质
的供给或回收的外部流路与该径向内侧部分连接。此外,在加热介质为水蒸气的情况下,也可以将该水蒸气从流出口直接排出到模板100的外部。
152.如上所述,根据本发明的各实施方式及其变形例所涉及的模板100,各引导壁50与多个喷嘴15的喷嘴壁15a的外周面15t一起形成各加热流路,通过该加热流路的加热介质可以与多个喷嘴15各自的外周面15t接触。因此,可以利用加热介质稳定地加热多个喷嘴15的每一个喷嘴,抑制多个喷嘴15之间发生温度不均,可以提高喷嘴15的升温性能。尤其,可以沿着加热介质的流动方向连续地高效率地实施向多个喷嘴15的喷嘴壁15a的热交换。
153.此外,在各模板100中,加热流路的轴向ed的两侧部分通过基壁沿平行于加热介质的流动方向的方向分别被界定。此外,多个喷嘴15的各个喷嘴壁15a以使所述树脂流路与所述加热流路隔离的方式将多个基壁在轴向ed互相连接。因此,加热介质可以沿多个基壁稳定地在加热流路内流动,并且,可以防止加热介质混入于熔融树脂内的情况。
154.此外,所述引导壁50包含与所述多个基壁一起界定所述加热流路的流路壁,该流路壁沿加热介质的流动方向延伸,并在轴向ed将所述多个基壁互相连接,在与轴向ed交叉的方向上与多个喷嘴15的喷嘴壁15a分别相向配置。根据该结构,加热介质可以一边沿流路壁在加热流路内流动,一边与多个喷嘴15的喷嘴壁15a接触来稳定地加热该喷嘴壁15a。
155.此外,在所述的第一实施方式中,引导壁50包含如图7所示作为往路引导壁发挥功能的流路壁43和作为复路引导壁发挥功能的流路壁45。另一方面,在两个流路壁之间,多个喷嘴15的一部分构成彼此的喷嘴壁15a的外周面15t彼此沿与轴向ed交叉的方向分别被连接的多个连接喷嘴,形成流路壁41。换句话说,多个连接喷嘴中的一个连接喷嘴的外周面的一部分和与该一个连接喷嘴相邻的另一个连接喷嘴的所述外周面的一部分沿与轴向ed交叉的连接方向互相被连接。流路壁43与所述多个连接喷嘴相向配置,在与该多个连接喷嘴之间沿第一流动方向(图7的箭头f1、f2、f3)引导加热介质。另一方面,流路壁45相对于所述多个连接喷嘴,在流路壁43的相反侧与所述多个连接喷嘴相向配置,在与所述多个连接喷嘴之间朝向与所述第一流动方向相反的第二流动方向(图7的箭头f5、f6)引导被流路壁43引导的加热介质。根据该结构,可以利用相同的加热介质的流动从流路壁43侧和流路壁45侧的两侧稳定地加热多个连接喷嘴。另外,在图7所示的第一实施方式中,说明了各流路壁以及多个连接喷嘴沿模板100的周向被配置的方式,但是,也可以如图11所示的第二实施方式,各流路壁以及多个连接喷嘴沿模板100的径向被配置。此外,所述的多个连接喷嘴可以是互相隔开间隔并列配置的并列喷嘴。即,在构成流路壁41的多个喷嘴15的喷嘴彼此之间可以形成有微小的间隙。此时,也可以从流路壁41的两侧稳定地加热多个并列喷嘴。
156.另外,如上所述,在加热流路具有往流路47和在所述往流路47的流路远端折返并沿所述往流路47朝向另一侧的复流路49的情况下,可以在往流路47和复流路49的排列方向上扩大加热宽度。因此,可以使喷嘴配置部13的温度分布更均匀,可以扩大能够配置喷嘴15的范围。因此,实现喷嘴数的增加,可以提高树脂颗粒的生产效率。
157.此外,如图10的中间喷嘴列nl2,在相邻的喷嘴15彼此的各个外周面15t(多个连接喷嘴的一个连接喷嘴的外周面的一部分和另一个连接喷嘴的外周面的一部分)通过分隔壁51互相被连接的情况下,在各加热流路内可以使加热介质与各喷嘴15的外周面15t分别接触并沿流动方向稳定地进行引导。
158.此外,如此地通过在相邻的喷嘴15之间设置分隔壁51,无需重新配置比喷嘴15的
间隔长的连续的分隔壁,可以简化模板100的结构,并且,流路配置的空间效率提高,进一步增加喷嘴配置数量。
159.此外,图11所示的多个喷嘴15相当于各自的喷嘴壁15a的外周面15t彼此直接被连接的多个接触喷嘴。此时,由于可以利用多个接触喷嘴界定加热区域的一部分,因此,在该一部分区域可以较密地配置多个喷嘴15,并且,在该区域配置用于引导加热介质的其他壁的必要性降低。
160.此外,在图10所示的外径侧喷嘴列nl1及内径侧喷嘴列nl3中,多个喷嘴15相当于各自的喷嘴壁15a的外周面15t彼此在加热流路内互相独立配置的多个独立喷嘴。根据该结构,如果加热介质流入多个独立喷嘴的间隙,则通过各独立喷嘴通过其外周面15t从加热介质高效率地吸热,从而可以提高喷嘴壁15a的加热效果。因此,在加热流路内即使存在加热介质的流量相对小的区域等,也可以在该区域配置所述独立喷嘴,从而降低模板100内的多个喷嘴15间的温度不均。
161.此外,在所述的第一实施方式所涉及的模板100中,说明了第一加热介质引导部20a的加热流路相对于第二加热介质引导部20b的加热流路在轴向ed上配置在不同位置的方式。根据该结构,由于可以在模板100内配置彼此独立的多个加热流路,因此,可以增加对多个喷嘴15的加热量。此外,可以向各加热流路流通彼此不同的加热介质或彼此温度不同的加热介质。此外,相较于第一加热介质引导部20a和第二加热介质引导部20b分别配置在轴向ed上的相同位置的情况,可以缩小与轴向ed交叉(垂直)的方向上的模板100的尺寸。
162.此外,如上所述,在第一加热介质引导部20a的加热流路相对于第二加热介质引导部20b的加热流路在轴向ed上配置在不同位置的情况下,可以提高多个喷嘴15在轴向ed上的温度均匀性。此外,与加热流路沿轴向ed以单层结构配置在相同空间的情况相比,流路截面积变小,因此,加热介质的流速加快,喷嘴15的升温性提高。
163.此外,如所述的第一实施方式那样,第一加热介质引导部20a的加热流路的至少一部分和第二加热介质引导部20b的加热流路以在轴向ed上重叠的方式被配置的情况下,在第一加热介质引导部20a的加热流路和第二加热介质引导部20b的加热流路中流动的加热介质之间可以进行热交换,可以降低两者的温度差。
164.而且,在所述的第一实施方式中,可以利用第一加热介质引导部20a的2个加热流路29a1、29a2(第一副引导部、第二副引导部)和第二加热介质引导部20b的2个加热流路29b1、29b2(第三副引导部、第四副引导部),将第一喷嘴组17和第二喷嘴组19分别协作加热。因此,即使其中之一加热介质引导部中的加热介质的流动停滞,也可以防止两个喷嘴组中的其中之一喷嘴组的加热性能显著下降的情况。
165.而且,在所述的第一实施方式中,第一加热介质引导部20a的流入口25a以使加热介质流入加热流路29a1的方式与该加热流路29a1连通,第二加热介质引导部20b的流入口25b以使加热介质流入加热流路29b1的方式与该加热流路29b1连通,根据该结构,预先被加热的加热介质可以通过加热流路29a1先加热第一喷嘴组17中的排出侧外周面,并且,通过加热流路29b1先加热第二喷嘴组19中的排出侧外周面。因此,抑制各喷嘴15的排出部15f周围的温度下降,可以稳定地进行熔融树脂的排出。此外,即使模板100中排出部15f侧的面(顶面13a)置于水中,其温度容易下降,也可以抑制在各喷嘴15发生轴向ed上的温度差的情况。
166.此外,在所述的第一实施方式中,在第一加热介质流路21和第二加热介质流路23,在第一喷嘴组17和第二喷嘴组19之间分别形成有使所述加热流路在轴向ed上的配置顺序在第一喷嘴组17侧和第二喷嘴组19侧相反的连接流路。根据该结构,可以利用连接流路将沿第一喷嘴组17的加热流路和沿第二喷嘴组19的加热流路在轴向ed互相替换。也就是说,可以将在第一喷嘴组17侧配置于树脂射出侧的加热流路通过连接流路连接于在第二喷嘴组19侧配置于树脂进入侧的加热流路。
167.而且,在所述的第一实施方式中,第一加热介质流路21的流入口25a和第二加热介质流路23的流入口25b在轴向ed上配置于喷嘴15的树脂射出侧,第一加热介质流路21的流出口27a和第二加热介质流路23的流出口27b在轴向ed上配置于喷嘴15的树脂进入侧。根据该模板100,由于被加热的加热介质首先从喷嘴15的树脂射出侧开始供给,其后从喷嘴15的树脂进入侧排出,因此,可以提高树脂射出侧的热输入量。由此,抑制置于水中而被散热的模板100的树脂射出侧的温度下降,获得更均匀的温度分布。
168.而且,在所述的第一实施方式中,第一加热介质流路21的流入口25a和第二加热介质流路23的流入口25b隔着环形的喷嘴组的环中心彼此相向配置,第一加热介质流路21的流出口27a和第二加热介质流路23的流出口27b隔着环形的所述喷嘴组的环中心彼此相向且与各流入口在周向上错开相位而被配置。根据该模板100,可以防止流入口和流出口在轴向ed上的干扰,可使模板变薄。
169.另外,如上所述的第一加热介质引导部20a和第二加热介质引导部20b的配置并不限定适用于在周向上互相分割的2个喷嘴组。即,如上所述的第一加热介质引导部20a和第二加热介质引导部20b的配置也可以适用于在径向上互相分割的2个喷嘴组。
170.另一方面,在所述的第二实施方式所涉及的模板100(图11)中,加热介质引导部20具有:接收从流入口25a(图13)流入的加热介质并以使加热介质与多个喷嘴15的排出侧外周面分别接触的方式引导加热介质的加热流路29a1(第一副引导部);接收通过了加热流路29a1的加热介质并以使加热介质与多个喷嘴15的上游侧外周面分别接触的方式引导加热介质的加热流路29a2(第二副引导部);以及使加热流路29a1和加热流路29a2互相连通的上下连通流路31(连通部)。在该结构中,由于预先被加热的加热介质可以通过加热流路29a1先加热多个喷嘴15中的排出侧外周面,因此,抑制各喷嘴15的排出部15f(图14)周围的温度下降,可以稳定地进行熔融树脂的排出。此外,即使在模板100中排出部15f侧的面置于水中从而其温度容易下降的情况下,也可以抑制在各喷嘴15发生轴向ed上的温度差的情况。
171.另外,模板100的各加热介质引导部所具备的引导壁50并不限定于如第一实施方式那样沿周向引导加热介质的方式和如第二实施方式那样沿径向引导加热介质的方式。引导壁50可以为沿与轴向ed交叉的方向引导加热介质的结构。在各加热流路内可以存在引导壁50沿轴向ed引导加热介质的部分。另外,在如第一实施方式那样沿喷嘴组的周向引导加热介质的情况下,不会使模板100发生无用的空间,可以提高喷嘴15的配置密度。
172.《模板的形状以及制造方法》模板100的形状并不限定于所述的圆盘形,可以为椭圆形状或多边形等其他形状。此时,加热流路的形状也可以设为椭圆环状或多边形环状等。
173.模板100使用熔点高于造粒的树脂的材料形成。例如,使用碳素钢、不锈钢等铁类材料;铝合金材料;钛或钛合金、镍类合金、钴类合金、钨合金等金属材料;或者高熔点类型
的特殊聚氨酯树脂等高熔点树脂材料等形成。
174.模板100可以将多个机械加工零件组装而制造,也可以通过压铸或铸造或者通过切削加工来制造。此外,也可以通过使用三维打印机等的层叠造形法来制造。
175.而且,层叠造形法例如有激光层叠造形(lam:laser additive manufacturing)法、电子束层叠造形(electron beam melting)法等。将激光作为热源的情况下,有激光粉末烧结层叠造形(slm:selective laser melting)法、激光粉末堆焊(lmd:laser metal deposition)、选择性激光焊接(dmls:direct metal laser sintering)等。此外,作为将电弧作为热源的方法,有利用电弧使填充材料熔融及凝固来形成焊珠,并将该焊珠层叠多层从而制作层叠造形物的方法。可以通过这些各层叠造形方法的任一方法制造模板100。
176.例如,通过激光粉末烧结层叠造形slm法,可以如下地制造造形物(模板100)。将作为造形物的原料的球状的粉体铺设在造形槽中。向将粉体平铺的粉体表面的指定区域照射作为粉体的熔融热源的激光。由此,被照射激光的粉体烧结或熔融固化,形成构成造形物的造形层。该照射激光的指定区域是表示将作为造形物的模板的形状(目标形状)沿水平较薄地切片而分割的多个截面形状的任一个的二维平面形状的区域。
177.之后,再次向造形层上供给粉体并使其平坦,向粉体表面的指定区域照射激光。据此形成如下的造形层。通过反复进行这些步骤,可以形成最终期望的造形物。也就是说,通过层叠将金属材料熔融并凝固的层的层叠造形物来形成模板100。
178.其他的层叠造形法也基本上是将造形物的目标形状切片为多层的形状依次层叠来造形的方法,由于制造方法本身是公知的,因此,此处省略详细说明。
179.如上所述,通过层叠造形法制造模板100,即使喷嘴形状或加热介质的流路形状复杂,也不会使加工烦杂,可以简单造形,因此,加工制约少,设计自由度提高。因此,加热介质的流路形状并不限定于加工容易的单纯的直线流路,即使是在流路内配置了大量喷嘴的弯曲的流路也能简单地制作。因此,可以实现能够提高树脂喷嘴数(颗粒生产效率)、升温性、加热性的最适合的设计,有助于提高模板100的性能。
180.尤其,如以图3或图11为代表,在沿加热介质的流动方向观察的情况下,具有流路的截面积扩大或缩小的复杂的流路的模板100可以通过层叠造形法制造。另外,也可以将由金属形成的基材通过切削加工等来成形、制造如上所述的模板100,但是在通过层叠造形法制造的情况下,在加工精度及制造时间等方面有利。
181.尤其,所述的各实施方式以及变形例所涉及的模板100中的喷嘴组以及至少一个加热介质引导部优选使用将金属材料熔融并凝固的层沿轴向ed层叠的层叠造形物形成。例如,在图2所示的底壁54上形成多个喷嘴15的下侧部分(上游侧部分、树脂进入侧部分),并使其熔融、凝固。接着,在其上形成分隔部24及多个喷嘴15的上侧部分(排出侧部分),并使其熔融、凝固。进一步,在其上形成顶壁53,并使其熔融、凝固。通过此种工艺,可以制造如上所述的具有复杂的流路的模板100。
182.《树脂机械》此外,本发明所涉及的树脂机械具有如上说明的模板100、树脂供给部、介质供给部以及处理部。代表性的树脂机械有所述的树脂颗粒的造粒装置。所述树脂供给部将熔融树脂供给到模板100的多个喷嘴15的喷嘴孔(树脂流路)。所述介质供给部向模板100的至少一个加热介质引导部供给加热介质。此外,处理部对从多个喷嘴15的排出部15f排出的熔融
树脂实施指定的处理。该处理部包含如上所述的刀具装置等。根据该结构,可以利用加热介质稳定地加热模板100的多个喷嘴15,抑制多个喷嘴15之间发生温度不均,可以提高喷嘴15的升温性能。其结果,从多个喷嘴15的排出部15f稳定地排出熔融树脂,并可以实施切断等指定的处理。
183.《模板的喷嘴加热方法》此外,如上所述的模板100的喷嘴加热方法包含准备模板100的步骤(准备步骤)和向模板100供给加热介质来加热喷嘴15的步骤(加热步骤)。在准备步骤准备以下的模板作为模板100,该模板具备多个喷嘴15和引导壁50,其中,多个喷嘴15各自具有:沿轴向延伸的喷嘴壁15a,该喷嘴壁15a具有界定容许熔融树脂流动的树脂流路的内周面15s和在该内周面15s的相反侧沿内周面15s配置的外周面15t;以及被配置在喷嘴壁15a的轴向的远端部,并排出熔融树脂的排出部15f,引导壁50与至少多个喷嘴15各自的外周面15t一起界定加热介质流动的加热流路。此外,在加热步骤,使加热介质流入所述加热流路的入口(流入口、接收口),并使该加热介质与多个喷嘴15各自的外周面15t分别接触来加热喷嘴15后,使加热介质从所述加热流路的出口(流出口、排出口)排出。
184.根据该方法,可以利用加热介质稳定地加热模板100的多个喷嘴15,抑制多个喷嘴15之间发生温度不均,可以提高喷嘴15的升温性能。
185.另外,在所述准备步骤中,作为所述加热介质流路,准备具有在轴向ed上配置在彼此不同的位置的第一加热介质流路和第二加热介质流路的模板100,在加热步骤中,单独地向第一加热介质流路和第二加热介质流路各自供给加热介质。根据该方法,可以提高各喷嘴15在轴向ed上的温度均匀性。此外,与加热介质流路在轴向ed上以单层结构配置在相同空间的情况相比,各加热介质流路的流路截面积变小,因此,加热步骤中的加热介质的流速加快,喷嘴15的升温性提高。
186.此外,在所述准备步骤中,也可以准备作为所述加热介质流路,第一加热介质流路和第二加热介质流路的各加热流路的周向的至少一部分在轴向ed上重叠配置的模板100。根据该方法,由于加热流路的周向的至少一部分在轴向ed上重叠,因此,在加热步骤中,即使在各流路中流动的加热介质发生温度差,也可以通过传热(热交换)来减小彼此的温度差。
187.此外,在所述准备步骤中,也可以准备作为所述加热介质流路,彼此相邻的第一加热介质流路和第二加热介质流路的加热流路中的加热介质的流动方向彼此被设定为相同方向的模板100。根据该方法,相邻的加热流路的温度一致,可以提高温度均匀性。
188.此外,在所述准备步骤中,也可以准备作为所述加热介质流路,彼此相邻的第一加热介质流路和第二加热介质流路的加热流路中的加热介质的流动方向彼此被设定为相反方向的模板100。根据该方法,可以利用从其中之一加热流路向另一加热流路的传热,减小在加热流路发生的温度差。
189.此外,在所述加热步骤中,作为所述加热介质流路,可以使流到第一加热介质流路的加热流路的加热介质的温度和流到第二加热介质流路的加热流路的加热介质的温度成为彼此不同的温度。根据该方法,通过使流到其中之一加热流路的加热介质的温度高,并使流到另一加热流路的加热介质的温度低,从而根据加热流路的配置,可以任意调整模板的温度分布。
190.本发明提供的模板具备喷嘴组和至少一个加热介质引导部。所述喷嘴组包含将熔融树脂沿轴向分别排出的多个喷嘴。所述多个喷嘴组具有多个喷嘴壁和多个排出部。多个喷嘴壁各自包含:包围分别沿所述轴向延伸并容许熔融树脂流动的树脂流路的内周面;和在该内周面的相反侧沿所述内周面配置的外周面。多个排出部被配置在所述多个喷嘴壁的所述轴向的远端部,分别排出所述熔融树脂。所述至少一个加热介质引导部接收加热介质并以从外侧加热所述多个喷嘴的方式使该加热介质与所述外周面接触。所述至少一个加热介质引导部具有接收所述加热介质的至少一个接收口、排出所述加热介质的至少一个排出口、以及至少一个引导壁。所述引导壁与所述多个喷嘴壁各自的所述外周面一起界定所述加热介质流动的加热流路。所述引导壁以使从所述至少一个接收口流入的所述加热介质沿与所述轴向交叉的流动方向接触所述多个喷嘴壁各自的所述外周面之后从所述至少一个排出口排出的方式引导所述加热介质。
191.根据该结构,引导壁与多个喷嘴的喷嘴壁的外周面一起形成加热流路,通过该加热流路的加热介质可以与多个喷嘴壁各自的外周面接触。因此,可以利用加热介质稳定地加热多个喷嘴的每一个喷嘴,可以抑制多个喷嘴之间发生温度不均。
192.在所述的结构中,优选:所述至少一个引导壁包含在所述轴向上彼此隔开间隔被配置的多个基壁,所述加热流路被配置在所述多个基壁之间,所述多个喷嘴壁以使所述树脂流路与所述加热流路隔离的方式在所述轴向上将所述多个基壁互相连接。
193.根据该结构,加热介质可以沿多个基壁稳定地在加热流路内流动,并且,可以防止加热介质混入于熔融树脂内。
194.在所述的结构中,优选:所述至少一个引导壁包含与所述多个基壁一起界定所述加热流路的至少一个流路壁,所述至少一个流路壁沿所述流动方向延伸,并且在所述轴向上将所述多个基壁互相连接,且在与所述轴向交叉的方向上与所述多个喷嘴壁相向配置。
195.根据该结构,加热介质可以一边沿流路壁在加热流路内流动,一边与多个喷嘴的喷嘴壁接触来加热该喷嘴壁。
196.在所述的结构中,优选:所述多个喷嘴包含沿与所述轴向交叉的排列方向排列的多个并列喷嘴,所述至少一个流路壁具有:往路引导壁,在与所述排列方向交叉的方向上与所述多个并列喷嘴相向配置,在与该多个并列喷嘴之间沿第一流动方向引导所述加热介质;以及复路引导壁,相对于所述多个并列喷嘴在所述往路引导壁的相反侧与所述多个并列喷嘴相向配置,将由所述往路引导壁引导的所述加热介质在与所述多个并列喷嘴之间沿与所述第一流动方向相反的第二流动方向引导。
197.根据该结构,可以利用相同的加热介质的流动从往路引导壁和复路引导壁的两侧稳定地加热多个并列喷嘴。
198.在所述的结构中,优选:所述多个喷嘴包含多个连接喷嘴,所述多个连接喷嘴中的一个连接喷嘴的所述外周面的一部分和与该一个连接喷嘴相邻的另一个连接喷嘴的所述外周面的一部分沿与所述轴向交叉的连接方向互相连接。
199.根据该结构,在加热流路内可以通过多个连接喷嘴各自的外周面沿指定方向引导加热介质。
200.在所述的结构中,优选:所述至少一个引导壁包含将所述多个连接喷嘴中的所述一个连接喷嘴的所述外周面的一部分和所述另一个连接喷嘴的所述外周面的一部分互相
连接的至少一个分隔壁,所述至少一个分隔壁与所述一个连接喷嘴的所述外周面和所述另一个连接喷嘴的所述外周面一起沿所述流动方向界定所述加热流路。
201.根据该结构,在加热流路内可以使加热介质与各喷嘴的外周面分别接触并沿分隔壁稳定地进行引导。
202.在所述的结构中,优选:所述多个连接喷嘴中的所述一个连接喷嘴的所述外周面的一部分和所述另一个连接喷嘴的所述外周面的一部分直接连接。
203.根据该结构,由于可以利用多个连接喷嘴界定加热区域的一部分,因此,在该一部分区域可以较密地配置多个喷嘴,并且,在该区域配置用于引导加热介质的其他壁的必要性降低。
204.在所述的结构中,优选:所述多个喷嘴包含多个独立喷嘴,所述多个独立喷嘴各自的所述喷嘴壁在所述加热流路内互相独立配置。
205.根据该结构,多个独立喷嘴可以通过其外周面从加热介质高效率地吸热。因此,在加热流路内即使存在加热介质的流量相对小的区域等,也可以通过在该区域配置所述独立喷嘴,从而减少多个喷嘴之间的温度不均。
206.在所述的结构中,优选:所述至少一个加热介质引导部具有各自包含所述接收口、所述排出口以及所述引导壁,并界定彼此独立的加热流路的第一加热介质引导部和第二加热介质引导部。而且,优选:所述第一加热介质引导部的加热流路相对于所述第二加热介质引导部的加热流路在所述轴向上配置在不同的位置上。
207.根据该结构,由于可以在模板内配置彼此独立的多个加热流路,因此,可以增加对多个喷嘴的加热量。此外,可以根据所要求的加热特性,向各加热流路流通彼此不同的加热介质或彼此温度不同的加热介质。此外,相较于第一加热介质引导部和第二加热介质引导部分别配置在轴向上的相同位置的情况,可以缩小与轴向交叉的方向上的模板的尺寸。
208.在所述的结构中,优选:所述第一加热介质引导部的加热流路的至少一部分以与所述第二加热介质引导部的加热流路在所述轴向上重叠的方式被配置。
209.根据该结构,在第一加热介质引导部的加热流路和第二加热介质引导部的加热流路中流动的加热介质之间可以进行热交换,可以降低两者的温度差。
210.在所述的结构中,可以为:所述喷嘴组包含在与所述轴向交叉的方向上彼此被分割的第一喷嘴组和第二喷嘴组,分别包含在所述第一喷嘴组和所述第二喷嘴组的所述多个喷嘴壁的所述外周面各自包含:在所述轴向上配置在接近所述排出部的位置的排出侧外周面;和在所述轴向上与所述排出侧外周面相比配置在远离所述排出部的位置的上游侧外周面。此时优选:所述至少一个加热介质引导部具有各自包含所述接收口、所述排出口以及所述引导壁,并界定彼此独立的加热流路的第一加热介质引导部和第二加热介质引导部,所述第一加热介质引导部具有:第一副引导部,以使所述加热介质与所述第一喷嘴组的所述多个喷嘴壁的所述排出侧外周面接触的方式引导所述加热介质;第二副引导部,以使所述加热介质与所述第二喷嘴组的所述多个喷嘴壁的所述上游侧外周面接触的方式引导所述加热介质;以及第一连通部,将所述第一副引导部和所述第二副引导部互相连通。而且优选:所述第二加热介质引导部具有:第三副引导部,以使所述加热介质与所述第一喷嘴组的所述多个喷嘴壁的所述上游侧外周面接触的方式引导所述加热介质;第四副引导部,以使所述加热介质与所述第二喷嘴组的所述多个喷嘴壁的所述排出侧外周面接触的方式引导
所述加热介质;以及第二连通部,将所述第三副引导部和所述第四副引导部互相连通。
211.根据该结构,可以利用第一加热介质引导部的2个副引导部和第二加热介质引导部的2个副引导部,对第一喷嘴组和第二喷嘴组分别进行协作加热。因此,即使其中之一加热介质引导部中的加热介质的流动停滞,也可以防止两个喷嘴组中的其中之一喷嘴组的加热性能显著下降的情况。
212.在所述的结构中,优选:所述第一加热介质引导部的所述接收口以使所述加热介质流入所述第一副引导部的方式与该第一副引导部连通,所述第二加热介质引导部的所述接收口以使所述加热介质流入所述第四副引导部的方式与该第四副引导部连通。
213.根据该结构,预先被加热的加热介质可以通过第一副引导部先加热第一喷嘴组中的排出侧外周面,并且,通过第四副引导部先加热第二喷嘴组中的排出侧外周面。因此,抑制各喷嘴的排出部周围的温度下降,可以稳定地进行熔融树脂的排出。此外,即使模板中所述排出部侧的面置于水中从而其温度容易下降,也可以抑制在各喷嘴发生轴向上的温度差的情况。
214.在所述的结构中,可以为:所述多个喷嘴壁的所述外周面各自包含:在所述轴向上配置在接近所述排出部的位置的排出侧外周面;和在所述轴向上与所述排出侧外周面相比配置在远离所述排出部的位置的上游侧外周面,所述至少一个加热介质引导部具有:第一副引导部,接收从所述接收口流入的所述加热介质,并以使所述加热介质与所述多个喷嘴壁的所述排出侧外周面分别接触的方式引导所述加热介质;第二副引导部,接收通过了所述第一副引导部的所述加热介质,并以使所述加热介质与所述多个喷嘴壁的所述上游侧外周面分别接触的方式引导所述加热介质;以及连通部,将所述第一副引导部和所述第二副引导部互相连通。
215.根据该结构,预先被加热的加热介质可以通过第一副引导部先加热多个喷嘴中的排出侧外周面,因此,抑制各喷嘴的排出部周围的温度下降,可以稳定地进行熔融树脂的排出。此外,即使模板中所述排出部侧的面置于水中从而其温度容易下降,也可以抑制在各喷嘴发生轴向上的温度差的情况。
216.在所述的结构中,可以为:所述喷嘴组以平行于所述轴向的中心线为中心被配置成环形,所述至少一个加热介质引导部的所述引导壁以使所述加热介质与所述多个喷嘴壁各自的所述外周面分别接触并沿所述喷嘴组的周向移动的方式,与所述多个喷嘴壁各自的所述外周面一起沿所述周向界定所述加热流路。
217.在所述的结构中,可以为:所述喷嘴组以平行于所述轴向的中心线为中心被配置成环形,所述至少一个加热介质引导部的所述引导壁以使所述加热介质与所述多个喷嘴壁各自的所述外周面接触并沿所述喷嘴组的径向移动的方式,与所述多个喷嘴壁各自的所述外周面一起界定所述加热流路。
218.在所述的结构中,优选:所述喷嘴组以及所述至少一个加热介质引导部使用层叠造形物形成,该层叠造形物层叠将金属材料熔融并凝固的层而成。
219.根据该结构,即使在各喷嘴形状或加热流路的形状复杂的情况下,也不会使加工烦杂,就能形成这些喷嘴或加热流路,模板的加工制约少,设计自由度提高。
220.此外,本发明提供的是树脂机械。该树脂机械包括:如上所述的模板;向所述模板的所述多个喷嘴的所述树脂流路供给熔融树脂的树脂供给部;向所述模板的所述至少一个
加热介质引导部供给所述加热介质的介质供给部;以及对从所述多个排出部排出的熔融树脂实施处理的处理部。
221.根据该结构,可以利用加热介质稳定地加热模板的多个喷嘴,可以抑制多个喷嘴之间发生温度不均。其结果,从多个喷嘴的排出部稳定地排出熔融树脂,可以实施指定的处理。
222.此外,本发明提供的是模板的喷嘴加热方法。该喷嘴加热方法包括以下步骤:准备以下的模板作为所述模板,该模板具备多个喷嘴和引导壁,所述多个喷嘴具有:多个喷嘴壁,沿轴向分别延伸,且各自包含界定容许熔融树脂流动的树脂流路的内周面和在该内周面的相反侧沿所述内周面配置的外周面;以及多个排出部,被配置在所述多个喷嘴壁的所述轴向的远端部,分别排出熔融树脂,所述引导壁至少与所述多个喷嘴壁各自的所述外周面一起界定加热介质流动的加热流路;以及使所述加热介质流入所述加热流路的入口,并使该加热介质沿所述引导壁与所述多个喷嘴壁各自的所述外周面分别接触来加热所述多个喷嘴之后,使该加热介质从所述加热流路的出口排出。
223.根据该方法,可以利用加热介质稳定地加热模板的多个喷嘴,可以抑制多个喷嘴之间发生温度不均。
224.本技术以2020年8月11日向日本特许厅提交的日本发明专利申请特愿2020-135999号以及2020年12月25日向日本特许厅提交的日本发明专利申请特愿2020-217132号为基础,其内容通过参照引用于本发明。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。