1.本发明涉及塑料射出成型系统,特别指兼具环保与高射出量的射出机。
背景技术:
2.近年气候变迁或全球暖化的冲击,环保观念的兴起,循环经济已逐渐受到重视,再生品即是一例。再生品中的再生塑料是指通过预处理、熔融造粒、改性等物理或化学的方法对废旧塑料进行加工处理后重新得到的塑料原料,是对塑料的再次利用。
3.然而,以习知塑料射出机生产再生塑料制品会遇到一些问题。其一为射出机供料不易,部分再生塑料太轻会导致供料不易,例如pe淋膜碎片,若是塑料中pe淋膜的比例较高,塑料容易因为静电作用而向上飘,造成射出机输送不易而供料不及。
4.其二为难以大量生产,大量生产代表需要愈高射出量的射出机,但是愈高射出量的射出机其所需要的机台锁模力愈大,其设备所需的成本与能源也愈高,不符合经济效益与环保的观念。
5.因此提供一环保、成本低廉,且高射出量的射出机为本领域的待解决问题。
技术实现要素:
6.鉴于上述情况,有必要提供一环保、成本低廉,且高射出量的塑料射出成型的射出机。
7.为了解决上述技术问题,本发明提供一塑料射出成型系统的射出机,系配合使用于至少一成型装置,以将再生塑料制成一成品,所述射出机包括:设置于所述射出机受料路径上游的供料系统,其具有第一驱料装置,配置用以将塑料由进料端驱动至所述受料路径下游;加热系统,设置于所述供料系统的下游,其具有第二驱料装置和加热装置,其中,所述第一驱料装置伸入所述加热系统,所述加热装置配置用以将塑料加热至熔融状态,所述第二驱料装置配置用以驱动塑料至加热系统的受料路径下游;以及进料缓冲系统,设置于所述加热系统的下游,其包括与所述第二驱料装置连通的柱体与活塞,其中,所述进料缓冲系统配置为得处于受料状态与供料状态,其中,当所述进料缓冲系统处于所述受料状态时,其配置为接收受到来自所述加热系统塑料,进而推动所述活塞至受料位置,其中,当所述进料缓冲系统处于所述供料状态时,其配置为驱动塑料至所述受料路径下游;以及切换阀,设置于所述加热系统与所述进料缓冲系统之间,其配置为选择性地触发所述进料缓冲系统的所述受料状态与所述供料状态,其中,当所述切换阀为开启状态时,得使所述进料缓冲系统呈所述受料状态,其中,当所述切换阀为关闭状态时,得使所述进料缓冲系统呈所述供料状态。
8.在一实施例中,所述第一驱料装置与所述第二驱料装置成间隔配置,所述间隔范围系介于约20-40mm。
9.在一实施例中,所述射出机更包括保压系统,其设置于所述进料缓冲系统的下游,其包括保压装置,所述保压装置配置为提供所述成型装置一压力。
10.在一实施例中,所述第一驱料装置包括第一驱动装置以及供料螺杆。
11.在一实施例中,所述第二驱料装置包括第二驱动装置以及加热螺杆。
12.在一实施例中,所述缓冲塞包括柱塞管,以及可滑动地设置在柱塞管内且与柱塞管密封配合的柱塞杆。
13.在一实施例中,所述射出机更包括干燥系统,其设置于所述供料系统的上游,其配置为提供塑料至所述供料系统,所述干燥系统包括干燥混合桶以及侧边输送装置;所述干燥混合桶包括桶体,以及穿设在所述桶体之中的搅拌杆;所述侧边输送装置设置于所述干燥混合桶与所述供料系统之间。
14.在一实施例中,所述供料螺杆的表面设置至少一叶片,配置为阻挡塑料向上飘散。
15.本发明提供另一再生塑料射出成型系统的射出机,系配合使用于至少一成型装置,以将塑料射出成型为成品,所述射出机包括:供料系统,其包括料斗,所述料斗的上方设有第一驱动装置,所述第一驱动装置具有穿设在所述料斗之中的供料螺杆,所述第一驱动装置配置为带动所述供料螺杆旋转;加热系统,设置于所述供料系统的下游,其包括加热管。所述第一驱动装置的所述供料螺杆伸入所述加热系统,所述加热管的一端设有第二驱动装置,所述第二驱动装置具有穿设在所述加热管中的加热螺杆,所述第二驱动装置配置为带动所述加热螺杆旋转;以及进料缓冲系统,设置于所述加热系统的下游,其包括柱塞管以及可滑动地设置在所述柱塞管内且与所述柱塞管密封配合的柱塞杆。
16.在一实施例中,所述射出机更包括保压系统,设置于所述进料缓冲系统的下游,其包括保压管以及可滑动地设置在所述保压管内且与所述保压管密封配合的保压杆。
17.在一实施例中,所述第一驱动装置配置为带动所述供料螺杆以将所述塑料由料斗驱动至所述供料系统的下游。
18.在一实施例中,所述第二驱动装置配置为带动所述加热螺杆旋转以将所述塑料驱动至所述加热系统的下游;所述加热管设有加热装置,配置用以将塑料加热至熔融状态。
19.在一实施例中,所述供料螺杆与所述加热螺杆成间隔配置,所述间隔范围系介于约20-40mm。
20.在一实施例中,所述射出机更包括干燥系统,其设置于所述供料系统的上游,其配置为提供所述塑料至所述供料系统,所述干燥系统包括干燥混合桶以及侧边输送装置;所述干燥混合桶包括桶体,以及穿设在所述桶体之中的搅拌杆;所述侧边输送装置设置于所述干燥混合桶与所述供料系统之间。
21.在一实施例中,所述第一驱动装置、所述第二驱动装置包含变频驱动马达。
22.在一实施例中,所述供料螺杆的表面设置至少一叶片,配置为阻挡塑料向上飘散。
附图说明
23.图1是根据本发明的第一实施例绘示塑料射出成型系统的侧视图。
24.图2是根据本发明的第一实施例绘示塑料射出成型系统的立体图。
25.图3是根据本发明的第一实施例绘示射出机的示意图。
26.图4是根据本发明的第一实施例绘示射出机的供料系统的示意图。
27.图5是根据本发明的第一实施例绘示射出机的加热系统的示意图。
28.图6是根据本发明的第一实施例绘示射出机的进料缓冲系统的示意图。
29.图7是根据本发明的第一实施例绘示射出机的保压系统的示意图。
30.图8是根据本发明的第一实施例绘示成型装置的俯视图。
31.图9是根据本发明的第二实施例绘示射出机与干燥系统的前视图。
32.图10是根据本发明的第一实施例绘示塑料射出成型系统的步骤流程图。
33.图11是根据本发明的第三实施例绘示一射出机对应二成型装置的俯视图。
34.图12是根据本发明的第三实施例绘示一射出机对应二成型装置的步骤流程图。
35.图13是根据本发明的第四实施例绘示一射出机对应四成型装置的俯视图。
36.图14是根据本发明的第四实施例绘示一射出机对应四成型装置的步骤流程图。
37.图15是根据本发明的第二实施例绘示一冷却架的平面图。
38.图16是根据本发明的第二实施例绘示一冷却架的侧视图。
39.图17是根据本发明的第二实施例绘示一冷却架的后视图。
40.图18是根据本发明的第二实施例绘示一第一种类的成品的后视图。
41.图19是根据本发明的第二实施例绘示一第二种类的成品的后视图。
具体实施方式
42.本发明以下将参考实施例所示的图式,更全面的描述本发明。本发明可以许多不同形式实施,并且不应被此处的实施例限制本发明。反而,这些实施例是让本领域技术人员可以完整的了解本发明。对应组件的标号可对应至相似的组件。
43.本发明中的各词汇仅用于描述特定实施例,且并非限制本发明的内容。除非内文有特别指明,在此所使用的单数形式「一」、「所述」以及「该」也包含复数形式。本文使用的术语「包含」或「包括」或「具有」,是指明存在一特征、区域、整数、步骤、操作、组件、及/或组件,但不排除存在或添加更多其他特征、区域、整数、步骤、操作、组件、组件、及/或其群组。
44.术语「及/或」包含一或多个相关列出的项目的任何及所有组合是可以理解的。虽然本发明中会出现「第一」、「第二」和「第三」一类的词汇可能于此描述不同组件、构件、区域、部件及/或截面,这些组件、构件、区域、部件及/或截面不应被这些术语所限制。这些术语仅用来区别一组件、构件、区域、部件及/或截面,与另一组件、构件、区域、层或截面。因此,以不偏离本发明的教示做前提,以下叙述的一第一组件、构件、区域、部件或截面,也可以被命名为一第二组件、构件、区域、层或截面。
45.以下文中「塑料」是指以树脂为主要成分,在一定温度和压力下塑造成一定形状,并在常温下能保持既定形状的有机高分子材料。
46.以下文中「再生塑料」是指通过预处理、熔融造粒、改性等物理或化学的方法对废旧塑料进行加工处理后重新得到的塑料原料。例如pe淋膜、hdpe清洁剂瓶、hdpe奶瓶、hdpe优若乳瓶、pp瓶盖、pet瓶盖或pet打包带等。
47.以下文中「成品」是指熔融状塑料被注入模具后,形成模具的形状,经冷却后完成的塑料制品。该成品可应用于各种部件,应用于各种领域,以建筑业为例,该成品可为建材,如透水砖、环保砖等。
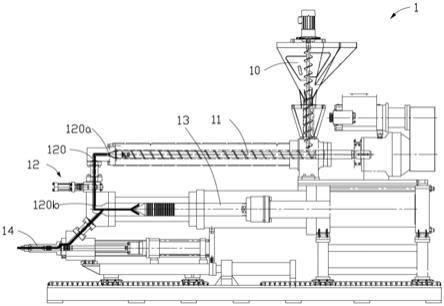
48.请参考图1~图3,再生塑料射出成型系统包括一射出机1以及一成型装置2。在本实施例中,射出机的规格为600t锁模力的机台,但不限于该规格。射出机1包括供料系统10、加热系统11、塑料通道12、柱塞系统13以及保压系统14。
49.请参考图4的供料系统10的示意图,供料系统10设置于所述射出机受料路径上游,并设置为供应塑料至所述加热系统11。供料系统10具有第一驱料装置,在一实施例中,第一驱料装置可包含如图4所示的供料螺杆101以及一第一驱动装置102。第一驱料装置配置用以将塑料由进料端驱动至所述受料路径下游,在一实施例中,进料端可选择如图4所示的料斗100,第一驱动装置102设置于料斗100的上方,供料螺杆101穿设于料斗100,并且一端与第一驱动装置102连接。
50.图4所示的料斗100呈中空体且于内部形成一锥形状的空间,并具有一上开口100a及一下开口100b,所述空间与上开口100a及下开口100b相通,以供塑料由上开口100a进入,并由下开口100b排出进入加热系统11。供料螺杆101的一端连接第一驱动装置102,并穿设料斗100内部空间通过料斗100的下开口100b进入加热系统11,供料螺杆101的表面设有呈螺旋状的片体。
51.图4所示的第一驱动装置102带动供料螺杆101沿自身轴心旋转。料斗100的上方处可设置一平台103,第一驱动装置102可设置于所述平台103上。
52.图4所示的供料系统10的供料螺杆101的表面可设置至少一叶片1010,塑料被供料螺杆101往下开口100b处移动的同时,所述叶片1010可阻挡塑料因材料过轻及静电作用而向上飘散。
53.请参考图3及图5,加热系统11设置于所述供料系统的下游,其具有第二驱料装置和加热装置,所述第二驱料装置配置用以驱动塑料至加热系统的受料路径下游,所述加热装置配置用以将塑料加热至熔融状态,且所述第一驱料装置伸入所述加热系统11并设置为加热所述塑料至熔融状态。在本实施例中,所述第二驱料装置包含如图5所示的加热螺杆111以及一第二驱动装置112。在本实施例中,所述加热装置包含如图5所示的横向延伸的加热管110。而第二驱动装置112设置于加热管110的一端,加热螺杆111轴向穿设于加热管110,其一端穿设出加热管110并与第二驱动装置112连接。
54.图5所示的加热管110呈中空体,加热管110的一端且面向供料系统10的一侧设有一加热入料口110a,加热管110远离所述加热入料口110a的另一端设有一加热出料口110b,所述加热入料口110a与料斗100下开口100b相连通,加热出料口110b与塑料通道12相连通,因此塑料可自料斗100下开口100b通过加热入料口110a进入加热管110,并自加热管110的加热出料口110b离开至塑料通道12。加热管110的外侧周围表面设有加热单元(图中未示)能加热再生塑料使其呈熔融状态。
55.加热螺杆111穿设于加热管110内部,其表面形成凸起的螺牙,加热螺杆111的一端穿设出加热管110并连接第二驱动装置112,第二驱动装置112带动加热螺杆111高速沿自身轴心旋转推动熔融状态的再生塑料往加热出料口110b前进。在本实施例中,加热螺杆111的直径约为100mm,但不限于该数值。
56.在本实施例中,供料系统10的供料螺杆101需穿设通过下开口100b进入加热管110内,并且供料螺杆101可与加热螺杆111呈垂直配置。在本实施例中,供料螺杆101的下端指向加热螺杆111的螺牙。并且,供料螺杆101的下端与加热螺杆111的螺牙具有一间距。当间距过大,会因再生塑料过轻及静电作用而向上飘散,导致再生塑料无法顺利向下往加热系统11掉落,因此而供料不及;但是当间距过小,会使得加热管110内靠近加热入料口110a附近堆积太多未呈熔融状态的再生塑料。在本实施例中,所述间距大约20-40mm,但不限于该
数值。
57.再者,塑料的性质各有差异,尤其是再生塑料,其来源可以包含各种废弃塑料或其混合,例如来自纸餐具上的pe淋膜与pp保特瓶盖,而不同的塑料会影响射出机的供料速率,当塑料中重量较轻的成分较多时(如pe淋膜),塑料不易下落,进而导致供料系统10与加热系统11供料不及而空转;但是当塑料中重量较重的成分较多(如pp保特瓶盖),塑料会藉助重力向下掉落,若是运转过快,则可能导致供料过多。
58.在本实施例中,所述第一驱动装置102与第二驱动装置112系选用变频驱动马达,以调配供料系统10与加热系统11之间的供料速率。当塑料重量较轻,可加快变频驱动马达的速率,以加速供料速度,以避免供料系统10与加热系统11供料不及而空转;当塑料重量较重,需调慢变频驱动马达,减慢供料速度,以防止供料过多。
59.再请参考图3,塑料通道12包含一料管120及一切换阀sh。料管120呈中空体,具有与加热出料口110b连通的料管入料口120a,以及一与进料缓冲系统13连通的料管出料口120b,熔融状态的塑料从加热系统11离开后通过料管入料口120a进入料管120,接着会自料管出料口120b离开。切换阀sh装设在料管120上,配置为选择性地触发进料缓冲系统13的受料状态与供料状态,以控制塑料自加热系统11进入进料缓冲系统13,当切换阀sh成开启状态,得使所述进料缓冲系统13呈所述受料状态,塑料会通过料管120进入进料缓冲系统13;当切换阀sh为关闭状态时,得使所述进料缓冲系统13呈所述供料状态,塑料无法通过料管120。
60.若是当大量的塑料持续由加热系统11直接送进成型装置2,堆积于加热出料口110b的塑料会使加热螺杆111产生一反向的作用力,而造成所述加热螺杆111向射出反方向退,进而造成填充量不稳定。因此需另设进料缓冲系统13以确保可稳定的填充塑料。
61.请参考图3及6的进料缓冲系统13的示意图。进料缓冲系统13设置于加热系统11的下游,其包括与所述第二驱料装置连通的柱体与活塞。在一实施例中,柱体可以是如图6所示的一横向延伸的柱塞管130,活塞可以是可滑动地轴向设置在柱塞管130内且与柱塞管130密封配合的柱塞杆131。
62.柱塞管130呈一中空体,以容纳塑料及柱塞杆131,柱塞管130靠近料管120的一端设有柱塞入料口130a及柱塞出料口130b,柱塞入料口130a面向料管出料口120b并与料管出料口120b相通,柱塞出料口130b面向保压入料口140a并与保压入料口140a相连通。
63.图6所示的柱塞杆131为一直杆体,柱塞杆131的面向料管120的一端与塑料接触,柱塞杆131的远离料管120的另一端设有柱塞油缸132。柱塞油缸132包括一缸体1320与一杆体1322,所述缸体1320内部形成一容室,以供杆体1322插入推送。柱塞油缸132的杆体1322与柱塞杆131远离料管120的一端连接,藉此,柱塞油缸132以液压方式推送柱塞杆131于柱塞管130内往复运动。在本实施例中,柱塞杆131的直径约为150mm,但不限于该数值。
64.图6所示的柱塞管130的内表面与柱塞杆131面向料管120的一端界定一流体空间133。从料管出料口120b流出的熔融状塑料,由柱塞入料口130a进入流体空间133,亦即塑料进入流体空间133而达到想要的射出量,并对柱塞管130的内表面以及柱塞杆131产生一压力,进而推动柱塞杆131,造成柱塞杆131往柱塞油缸132方向移动而到达受料位置,接着柱塞油缸132以油压方式带动柱塞杆131在柱塞管130内推动,进而挤压流体空间133内的塑料进入柱塞出料口130b。
65.在本实施例中,如图3与图7所示,保压系统14设置于进料缓冲系统13的下游,其包括保压装置,所述保压装置设置为持续提供成型装置2的一定压力。在本实施例中,保压装置可包含如图7所示的横向延伸的保压管140、可滑动地轴向设置在保压管140内且与保压管140密封配合的保压杆141。
66.图7所示的保压管140呈中空体,以容纳塑料以及保压杆141,并具有一面向柱塞出料口130b并与其相通的保压入料口140a,以及一面向成型装置2并与其相通的喷嘴140b。
67.图7所示的保压杆141为一直杆体,保压杆141的一端设置保压油缸142,其远离保压油缸142的另一端与塑料接触。保压油缸142包括一缸体1420与一杆体1422,该缸体1420内部形成一容室,以供杆体1422插入推送。保压油缸142的杆体1422与保压杆141远离喷嘴140b的一端连接,藉此,保压油缸142以液压方式推送保压杆141于保压管140内往复运动。
68.请参考图3与图7,在保压管140的内表面与保压杆141远离保压油缸142的一端界定一保压空间143。从柱塞出料口130b流出的熔融状塑料,由保压管入料口140a进入保压空间143,并且自喷嘴140b离开进入成型装置2。塑料进入成型装置2的过程中,保压系统14的保压油缸142会带动保压杆141继续对保压管140内的塑料施以一压力。
69.在本实施例中,进料缓冲系统与保压系统为分开且独立设置,但是其他实施例中,进料缓冲系统与保压系统可合并为一系统,亦及进料缓冲系统亦具有保压的功能。
70.请参考图8的成型装置2的俯视图。成型装置2包括一固定侧模板22以及与一与其相对的可动侧模板24,固定侧模板22设置于成型装置2中靠近射出机1的一侧,可动侧模板24设置于成型装置2中相对于固定侧模板22远离射出机1的一侧。固定侧模板22与可动侧模板24可相互配合连接并形成一容置模具28的模具空间26。模具28具有一射嘴(图中未示)与射出机1的喷嘴140b接触。
71.塑料自喷嘴140b离开经由模具的射嘴进入并填充于模具28中的模穴中。当塑料逐渐填满模穴,保压系统14的保压油缸142会带动保压杆141继续对保压管140内的塑料施以一压力,以补偿因冷却收缩的塑料体积,以确保模穴完全填满,直到浇口(图中未示)固化后,成品会在模具内冷却。接着,可动侧模板24会远离固定侧模板22,模具28上的顶针机构(图中未示)会顶出成品。
72.再生塑料射出成型系统可设置一机械手臂(图中未示),以将被顶出的成品取出。
73.在第二实施例中,当成品自成型系统射出后,该成品可以被放置于冷却架上。图15是根据本发明的第二实施例中绘示的冷却架的平面图。图16是根据本发明的第二实施例绘示一冷却架的侧视图。图17是根据本发明的第二实施例绘示一冷却架的后视图。在本实施例中,所述冷却架包含一平台1000和多个定位模块。所述定位模块包含一第一定位模块1100,其配置为容纳第一种类的成品。所述定位模块更包括一第二定位模块1200,其配置为容纳第二种类的成品。在本实施例中,所述平台1000的背面包含多个穿孔1300,所述穿孔1300用于把定位模块扣紧于所述平台上1000,并且输送冷却液至成品。
74.图18是根据本发明的第二实施例绘示一第一种类的成品的后视图。所述第一种类的成品可以是一凸型地砖,其包含一主体12以及自所述主体12的侧壁凸出的榫结构13。所述主体12的底面122界定多个凹槽区域。所述凹槽区域包含隅角凹槽r111、侧凹槽r112和中央凹槽r113。所述榫结构13的底面134界定一榫凹槽r114。所述第一定位模块1100包含与第一种类的成品的隅角凹槽r111互补的隅角凸起1101、与第一种类的成品的侧凹槽r112互补
的侧凸起1102与第一种类的成品的的中央凹槽r113互补的中央凸起1103,以及与第一种类的成品的榫凹槽r114互补的榫凸起1104。在一些实施例中,榫凸起1104的高度小于隅角凸起1101、侧凸起1102和中央凸起1103的高度。
75.图19是根据本发明的第二实施例绘示一第二种类的成品的后视图。第二种类的成品可以是一凹砖,其包含一主体22以及自所述主体22的侧壁凸出的卯结构23。所述主体22的底面界定多个凹槽区域。所述凹槽区域包含隅角凹槽r121、侧凹槽r122、中央凹槽r123以及凹陷r124。在一些实施例中,所述卯结构具有一内侧表面223和一外侧表面221。所述第二定位模块1200包含与第二种类的成品的隅角凹槽r121互补的隅角凸起1201、与第二种类的成品的侧凹槽r112互补的侧凸起1202、与第二种类的成品的中央凹槽r123互补的中央凸起1203,以及与第二种类的成品的卯结构23互补的卯凸起1204。所述卯凸起1204与所述卯结构23的所述内侧表面223和外侧表面221互补。此外,在一些实施例中,卯凸起1204具有与在卯结构23中的凹陷r124互补的齿状部。在一些实施例中,卯凸起1204的高度小于隅角凸起1201、侧凸起1202以及中央凸起1203的高度。
76.请参考图9,其绘示本发明的第二实施例的射出机的前视图。射出机1更可包含一干燥系统3以持续供应大量塑料至供料系统10,干燥系统3包含干燥混合桶30与侧边输送装置31。
77.图9所示的干燥混合桶具30有一桶体301、一第三驱动装置(图中未示)以及一搅拌杆302。该桶体301呈一中空体,于内部形成容置塑料的空间,桶体301设有干燥入料口(图中未示)及一干燥出料口301b,干燥入料口与干燥出料口301b与桶体301内部相通,以供塑料由干燥入料口投入,由干燥出料口排出。桶体301内设有出风口、鼓风机及加热器(图中未示),鼓风机把空气吹送到加热器里,从而使空气温度升高形成热风,热风自出风口进入桶体301内部,使塑料干燥。
78.该桶体301内部设有搅拌杆302,该搅拌杆302为一直杆体,其表面设有呈螺旋状的片体,其一端固定于第三驱动装置,并且被第三驱动装置带动绕自身轴线转动,并对塑料进行搅拌,使塑料混合。
79.侧边输送装置31包括一设置于射出机1侧边的一输送管310、一第四驱动装置32以及一输送螺杆(图中未示)。输送管310呈一中空体,于内部形成一输送空间,输送管310靠近该干燥混合桶30的一端设有一输送入料口310a,远离干燥混合桶30的另一端设有一输送出料口310b,输送管310的输送入料口310a与输送出料口310b与输送管310内部相通,以供干燥过的塑料由输送入料口310a进入,并由输送出料口310b离开输送管310。第四驱动装置32可设置在靠近输送管310的靠近输送出料口310的一端。输送螺杆具有一直杆体,其表面设有呈螺旋状的片体,其一端固定于第四驱动装置32,并且被第四驱动装置32带动绕自身轴线转动对塑料进行转动,藉此将塑料自输送入料口310a输送至输送出料口310b,接着,塑料会进入供料系统10的料斗100,从而供应塑料至供料系统10。
80.请参考图10的再生塑料射出成型系统流程步骤。在步骤s1,可动侧模板24会向固定侧模板22靠近使模具28闭锁。在步骤s2,从加热系统11进入进料缓冲系统13的塑料会受到柱塞杆131挤压进入保压系统14,并直接进入成型装置2进而填充模具28中的模穴形成成品。在步骤s3,成型装置2中的成品于模穴中冷却。在步骤s4,成品冷却完成后,保压杆141会向保压油缸142方向退后。在步骤s5,可动侧模板24会远离固定侧模板22进行开模。在步骤
s6,模具的顶出机构会顶出成品。在步骤s7,将成品取出。
81.进一步而言,在进行步骤s2的射出塑料以前,射出机1的切换阀sh会开启,使加热系统11的塑料进入进料缓冲系统13,当塑料量达到所欲的射出量,切换阀sh会关闭,以防止塑料射出的时候塑料挤回至加热系统11内。
82.此外,当成品愈厚,所需要的冷却时间较长,因此欲成型较厚的成品,可在步骤s6脱模以前,再次进行冷却步骤,以避免成品因未完全固化,使得成品脱模时,因受外力作用而变形。
83.请参考图11,其绘示本发明的第三实施例的一个射出机对应两个成型装置的俯视图。再生塑料射出成型系统为一个射出机1供应塑料至两个成型装置2a、2b。在一实施例中,射出机1包括如图3所示的供料系统10与加热系统11,以及两个分别对应于成型装置2a、2b的塑料输送通道12的料管120a、120b、切换阀sh1、sh2以及进料缓冲系统13a、13b。在此实施例中,进料缓冲系统与保压系统可合并为一系统,亦及该进料缓冲系统13a、13b具有前述保压功能。
84.另请参考图12,绘示根据第三实施例所绘示的图11的一个射出机对应两个成型装置的塑料射出机步骤流程图。在步骤s1,成型装置2a、2b各自的可动侧模板24会向固定侧模板22靠近使模具闭锁。接着进料缓冲系统13a与成型装置2a进行步骤s2~s7,而进料缓冲系统13b与成型装置2b进行步骤s8~s13,该步骤s2~s7及步骤s8~s13如图10步骤s2~s7所述,在此不再赘述。此外,进料缓冲系统13b与成型装置2b进行步骤s8的射出b时,不限于成型装置2a完成步骤s7后始可进行,其亦可与步骤s2~s7同时进行。
85.在进行步骤s2的射出塑料以前,射出机1的切换阀sh1会开启,而切换阀sh2会关闭,使加热系统11的塑料进入进料缓冲系统13a,当塑料量达到所欲的射出量,切换阀sh1会关闭,以防止塑料射出的时候塑料挤回至加热系统11内。而在进行步骤s8以前,切换阀sh2会开启,而切换阀sh1会关闭,使加热系统11的塑料进入进料缓冲系统13b,当塑料量达到所欲的射出量,切换阀sh2会关闭,并接着进行步骤s8~s13。
86.另请参考图13,其绘示本发明的第四实施例的一个射出机对应四个成型装置的俯视图。再生塑料射出成型系统为一个射出机1供应塑料至四个成型装置2a、2b、2c、2d。射出机1包括如图3所示的供料系统10与加热系统11,以及四个分别对应于成型装置2a、2b、2c、2d的料管120a、120b、120c、120d、切换阀sh1、sh2、sh3、sh4以及进料缓冲系统13a、13b、13c、13d。在此实施例中,进料缓冲系统与保压系统可合并为一系统,亦及所述进料缓冲系统13a、13b、13c、13d具有前述保压功能。
87.另请参考图14,绘示根据第四实施例所绘示的图13的一个射出机对应四个成型装置的塑料射出机步骤流程图。在步骤s1,成型装置2a、2b、2c及2d各自的可动侧模板24会向固定侧模板22靠近使模具闭锁。接着进料缓冲系统13a与成型装置2a进行步骤s2~s7;进料缓冲系统13b与成型装置2b进行步骤s8~s13;进料缓冲系统13c与成型装置2c进行步骤s14~s19;进料缓冲系统13d与成型装置2d进行步骤s20~s25,该些步骤如图10步骤s2~s7所述,在此不再赘述。其中各进料缓冲系统与各成型装置进行上述步骤时,不限于前一项成型装置完成取出成品步骤后始可进行,其亦可同时进行。
88.与前述步骤类似,当各进料缓冲系统与成型装置在进行射出步骤以前,只有对应其的切换阀会打开,而其他的切换阀则会关闭,以防止塑料射出的时候塑料挤回至加热系
统11内。例如在进行步骤s2的射出a以前,射出机1的切换阀sh1会开启,而其他切换阀sh2、sh3、sh4会关闭,使加热系统11的塑料进入进料缓冲系统13a,当塑料量达到所欲的射出量,切换阀sh1会关闭,接着才进行步骤s2~s7。
89.由上述示例可知本案的射出机可对应一个以上的成型装置,但成型装置的数量不以上述示例为限。
90.下表为本发明的射出机与一般600t锁模力射出机的射出单位
[0091] 本发明的射出机一般600t锁模力的射出机理论射出容积(cm3)141301960射出率(cm3/sec)1890472射出重量(gram)98911391电热段数(zone)148电热容量(kw)6016.5
[0092]
由上表可知,一般600t锁模力的射出机最大的射出重量仅能1.39kg,这是因为若是当大量的塑料持续由加热系统直接送进成型装置2堆积于加热出料口的塑料会使加热螺杆产生一反向的作用力,而造成所述加热螺杆向射出反方向退,为因应此问题,一般会选用较大锁模力的射出机,以达到高射出量并同时解决螺杆向后退的问题。一般欲达到最大射出重量约10kg的射出机,需选用规格为1800t锁模力的射出机。
[0093]
然而,本发明改良规格600t锁模力的射出机,是透过在加热系统的下游增设进料缓冲系统,以防止加热螺杆111向射出反方向退,所以其最大射出重量相较于一般600t锁模力的射出机1.39kg,可提升到约10kg。也就是说,本发明射出机仅需要600t,却可以达到近10kg的最大射出重量,因此本发明可降低设备投资费用,且降低能源损耗。
[0094]
以上叙述仅为本发明的实施例且并不限制本发明的范畴。根据本发明的申请专利范围和说明书的许多种变化依然在本发明的范围内。另外,该些实施例和申请专利范围并不一定需要达成所有已揭露的技术优点或技术特征。更进一步地,该摘要和该标题仅为便利专利文件检索之用,且不在任何方面旨于限制本发明的范畴。
[0095]
附图标记说明
[0096]
射出机1、
[0097]
成型装置2、2a、2b、2c、2d、
[0098]
供料系统10、
[0099]
加热系统11、
[0100]
塑料输送通道12、
[0101]
进料缓冲系统13、13a、13b、13c、13d、
[0102]
保压系统14、
[0103]
料斗100、
[0104]
上开口100a、
[0105]
下开口100b、
[0106]
供料螺杆101、
[0107]
第一驱动装置102、
[0108]
平台103、
[0109]
叶片1010、
[0110]
加热管110、
[0111]
加热入料口110a、
[0112]
加热出料口110b、
[0113]
加热螺杆111、
[0114]
第二驱动装置112、
[0115]
料管120、120a、120b、120c、120d、
[0116]
料管入料口120a、
[0117]
料管出料口120b、
[0118]
切换阀sh、sh1、sh2、sh3、sh4、
[0119]
柱塞管130、
[0120]
柱塞入料口130a、
[0121]
柱塞出料口130b、
[0122]
柱塞杆131、
[0123]
柱塞油缸132、
[0124]
缸体1320、
[0125]
杆体1322、
[0126]
流体空间133、
[0127]
保压管140、
[0128]
保压入料口140a、
[0129]
喷嘴140b、
[0130]
保压杆141、
[0131]
保压油缸142、
[0132]
缸体1420、
[0133]
杆体1422、
[0134]
保压空间143、
[0135]
固定侧模板22、
[0136]
可动侧模板24、
[0137]
模具空间26、
[0138]
模具28、
[0139]
干燥系统3、
[0140]
干燥混合桶30、
[0141]
桶体301、
[0142]
干燥出料口301b、
[0143]
搅拌杆302、
[0144]
侧边输送装置31、
[0145]
输送管310、
[0146]
输送入料口310a、
[0147]
输送出料口310b、
[0148]
第四驱动装置32、
[0149]
平台1000、
[0150]
第一定位模块1100、
[0151]
第二定位模块1200、
[0152]
穿孔1300、
[0153]
主体12、22、
[0154]
榫结构13、
[0155]
底面122、134
[0156]
隅角凹槽r111、r121、
[0157]
侧凹槽r112、r122、
[0158]
中央凹槽r113、r123、
[0159]
榫凹槽r114、
[0160]
隅角凸起1101、1201、
[0161]
侧凸起1102、1202、
[0162]
中央凸起1103、1203
[0163]
榫凸起1104、
[0164]
卯结构23、
[0165]
凹陷r124、
[0166]
内侧表面223、
[0167]
外侧表面221、
[0168]
卯凸起1204、
[0169]
步骤流程s1~s25。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。