一种嵌件成型结构及成型方法
【技术领域】
1.本发明涉及注塑成型技术领域,具体是涉及一种嵌件成型结构及成型方法。
背景技术:
2.嵌件成型(insert molding)是指在注塑模具内装入预先准备的异材质嵌件后注入树脂,熔融的树脂材料与嵌件结合固化,制成一体化产品的成型工艺。
3.在生产例如笔记本电脑摄像头的物理遮蔽开关类产品20时,会采用金属件10嵌件后注塑成型塑胶件11,请参阅图1及图2所示,其中图1绘示了现有技术中嵌件成型结构的示意图,图2绘示了现有技术中嵌件成型后产品的示意图。现有技术中,采用单个金属件10埋置的方式,在注塑模具30中一模两穴生产,因需嵌件设置的金属件10形状较小,每次取放单个金属件10效率比较慢,且金属件10上定位比较少,只能使用立式成型机,而采用卧式成型机会容易压模,存在局限性。
4.有鉴于此,实有必要开发一种嵌件成型结构以解决上述问题。
技术实现要素:
5.因此,本发明的目的是提供一种嵌件成型结构及成型方法,能够同时放置多片金属件,提高了生产效率,且立式成型机和卧式成型机均可以生产。
6.为了达到上述目的,本发明采用以下技术方案:
7.一种嵌件成型结构,包括:
8.嵌件,所述嵌件包括外圈料带及设置在外圈料带上的多片金属件,所述嵌件上开设有定位孔;
9.注塑模具,所述注塑模具具有多个模腔注塑成型塑胶件,所述嵌件的外圈料带位于所述注塑模具的公模板上,所述金属件嵌置于模腔中,所述注塑模具中设有定位柱,所述定位柱穿设于定位孔中定位所述嵌件。
10.进一步地,所述外圈料带上设置有四片金属件,对应地所述注塑模具具有四个模腔。
11.进一步地,所述嵌件为冲压件,所述定位孔冲压而成。
12.进一步地,所述定位孔开设于外圈料带和/或金属件上。
13.进一步地,所述嵌件的外圈料带具有两个平行设置的第一料带边及多个平行设置的第二料带边,所述第二料带边设于两个第一料带边之间,所述金属件连接于第二料带边上。
14.本发明还提供一种嵌件成型方法,其应用于所述嵌件成型结构中,所述成型方法包括以下步骤:
15.(1)提供嵌件;
16.(2)将嵌件放置于注塑模具中,其中所述嵌件的外圈料带位于所述注塑模具的公模板上,所述金属件嵌置于模腔中,所述定位柱穿设于定位孔中定位所述嵌件;
17.(3)模具合模,在金属件上注塑成型塑胶件;
18.(4)模具开模,取出成型后的产品及外圈料带;
19.(5)去除产品上的外圈料带,得到需要的产品。
20.进一步地,所述步骤(5)中,通过冲切的方式去除产品上的外圈料带。
21.相较于现有技术,本发明的嵌件成型结构和成型方法,通过将带有外圈料带的多个金属片同时放入注塑模具中,所述多个金属片嵌置于模腔中注塑成型塑胶件,因此每次可同时放置多个金属片,一次生产多个产品,生产效率大幅提升,且所述嵌件通过定位柱定位,立式成型机和卧式成型机均可以生产,没有局限性。
【附图说明】
22.图1绘示现有技术中嵌件成型结构的示意图。
23.图2绘示现有技术中嵌件与产品的示意图。
24.图3绘示本发明嵌件成型结构的示意图。
25.图4绘示本发明嵌件成型结构中嵌件的示意图。
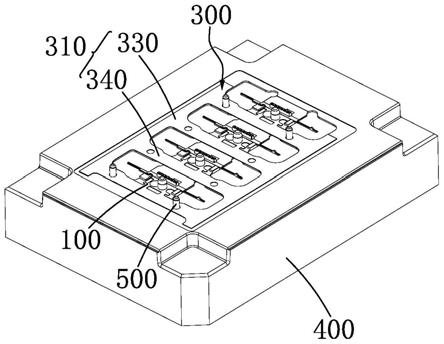
26.图5绘示本发明嵌件成型结构成型时嵌件、塑胶件与定位柱的示意图。
27.图6绘示本发明嵌件成型结构成型后嵌件与塑胶件的示意图。
28.图7绘示本发明嵌件成型结构成型后的产品示意图。
【具体实施方式】
29.为对本发明的目的、技术功效及技术手段有进一步的了解,现结合附图详细说明如下。
30.请参阅图3及图5所示,其中图3绘示了本发明嵌件成型结构的示意图,图5绘示了本发明嵌件成型结构成型时嵌件、塑胶件与定位柱的示意图。
31.本发明提供一种嵌件成型结构,于本实施例中用于生产金属件100与塑胶件110结合的产品200,即将所述金属件100预先置入注塑模具中后再注塑成型塑胶件110,所述产品200可为笔记本电脑摄像头的物理遮蔽开关,所述嵌件成型结构包括:
32.嵌件300,所述嵌件300包括外圈料带310及设置在外圈料带310上的多片金属件100,所述嵌件300上开设有定位孔320,具体地,所述嵌件300为冲压件,所述定位孔320冲压而成,所述金属件100可为铁片;
33.注塑模具,所述注塑模具具有多个模腔注塑成型塑胶件110,所述嵌件300的外圈料带310位于所述注塑模具的公模板400上,所述金属件100嵌置于模腔中,所述注塑模具中设有定位柱500,所述定位柱500穿设于定位孔320中定位所述嵌件300,如图3中所示,为了清晰地看到成型时的示意图,图3中仅示出注塑模具的公模板400示意图,并未示出注塑模具的母模板示意图。
34.于一较佳实施例中,所述外圈料带310上设置有四片金属件100,对应地所述注塑模具具有四个模腔,即所述注塑模具为一模四穴注塑成型,一次注塑成型能够同时生产四个产品200。
35.其中,所述定位孔320开设于外圈料带310和/或金属件100上,较佳地所述定位孔320在外圈料带310和金属件100上均开设能更稳固地定位,方便放置嵌件300。
36.请参阅图4所示,于一较佳实施例中,所述嵌件300的外圈料带310具有两个平行设置的第一料带边330及多个平行设置的第二料带边340,所述第二料带边设于两个第一料带边330之间,所述金属件100连接于第二料带边340上,具体地,所述第二料带边340为四个,对应设置四个金属件100,嵌件300上开设的所述定位孔320可设置于第二料带边340上,当然,于一较佳实施例中也可仅在两端的第二料带边340上开设定位孔320,通过定位柱500定位整个嵌件300。
37.本发明还提供一种嵌件成型方法,其应用于所述嵌件成型结构中,所述成型方法包括以下步骤:
38.(1)提供嵌件300,所述嵌件300包括外圈料带310及设置在外圈料带310上的多片金属件100,所述嵌件300上开设有定位孔320;
39.(2)将嵌件300放置于注塑模具中,所述注塑模具具有多个模腔注塑成型塑胶件200,其中所述嵌件300的外圈料带310位于所述注塑模具的公模板400上,所述金属件100嵌置于模腔中,所述定位柱500穿设于定位孔320中定位所述嵌件300;
40.(3)模具合模,在金属件100上注塑成型塑胶件110;
41.(4)模具开模,请参阅图6所示,取出成型后的产品200及外圈料带310;
42.(5)去除产品200上的外圈料带310,得到需要的产品200,如图7所示,所述产品200可为笔记本电脑摄像头的物理遮蔽开关。
43.其中,所述步骤(5)中,通过冲切的方式去除产品200上的外圈料带310,当然并不限于此。
44.相较于现有技术,本发明的嵌件成型结构和成型方法,通过将带有外圈料带310的多个金属片100同时放入注塑模具中,替代了现有技术中单个金属件10取放的方式,本发明中所述多个金属片100嵌置于模腔中注塑成型塑胶件110,因此每次可同时放置多个金属片100,一次生产多个产品200,生产效率大幅提升,且所述嵌件300通过定位柱320定位,定位比较稳定,不存在压模的问题,立式成型机和卧式成型机均可以生产,没有局限性。
45.以上结合具体实施例描述了本发明的技术原理,这些描述只是为了解释本发明原理,不能以任何方式解释为对本发明保护范围的限制。基于此处解释,本领域技术人员不需要付出创造性的劳动即可联想到本发明的其它具体实施方式,这些方式都将落入本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。