1.本发明涉及圆柱装置和金属制滑动部件以及金属制滑动部件的制造方法。
2.本技术基于2019年6月26日在日本提出的日本特愿2019-118685号而主张优先权,并引用其内容于此。
背景技术:
3.关于活塞杆等金属制滑动部件,正在进行用于提高滑动特性的各种技术的开发。
4.例如,已知有使在厚度方向上没有应力梯度的铬层析出的技术(参照专利文献1)、对高速镀铬装置的结构进行改良的技术(参照专利文献2)、限定镀铬膜的微晶的平均直径、限定以({211}/{222})表示的峰强度比的技术(参照专利文献3)。
5.现有技术文献
6.专利文献
7.专利文献1:日本专利第3918156号公报
8.专利文献2:日本特开昭55-138097号公报
9.专利文献3:日本特开2006-307322号公报
技术实现要素:
10.本发明所解决的技术问题
11.然而,在所述的以往技术中,存在镀膜的摩擦系数、耐摩耗性等滑动特性不充分的问题。这些专利文献中记载的技术是用于基于每一个滑动部件而构建可实用的镀膜的制造技术,关于镀膜表面的滑动特性,需要通过试错来进行构建。
12.因此,本发明者进行了使悬挂用活塞杆的镀铬的成膜速度高速化的技术的开发。
13.此外,还进行了即使使镀铬的成膜速度高速化,也能使得到的镀膜的特性值与以往的镀敷品达到同等水平的研究。
14.但是,本发明者对通过高速化而得到的镀铬膜的结晶性进行了详细解析的结果,发现了其具有能够改善活塞杆的滑动特性的结晶性。
15.本发明着眼于制造阶段中在镀铬膜表面上形成的晶体结构,提供具有具备影响滑动特性的基本晶体结构的镀铬膜的金属制滑动部件、具备该部件的圆柱装置以及金属制滑动部件的制造方法。
16.解决技术问题的技术手段
17.根据本发明的第一方式,圆柱装置具备:至少在一端侧具有开口部的筒状的圆柱、从所述圆柱的开口部突出的金属制的杆、与设置在所述圆柱的开口部处的所述杆滑动连接的滑动连接部件。在所述杆的表面上设置有镀铬膜。所述镀铬膜中的微晶在膜厚方向的平均微晶粒径与面内方向的平均微晶粒径的长径比为0.2以下。
18.发明的效果
19.根据所述圆柱装置,具有能够降低构成镀铬膜的结晶组织的长径比的效果,能够
降低摩擦系数,还能够提高硬度。因此,能够提供具备具有滑动特性得到改善的镀铬膜的金属制滑动部件的圆柱装置。通过使长径比减小至0.2以下,能够在滑动时,使其与对象部件的实际接触部稳定,同时,能够减少与会产生微小的段差的晶粒边界滑动的次数,能够降低镀铬膜的摩擦系数。
20.此外,如果是具备作为这样的金属制滑动部件的杆的圆柱装置,则能够改善杆的滑动特性,提供一种耐久性优异的圆柱装置。
附图说明
21.[图1]是表示作为本发明的一种实施方式涉及的金属制滑动部件的杆的侧视图。
[0022]
[图2]是表示形成在图1所示的杆的表面部分上的镀铬膜的部分截面图。
[0023]
[图3a]是通过例示图2所示的镀铬膜的微晶的方位和长径比来表示结晶的晶胞的说明图。
[0024]
[图3b]是通过例示图2所示的镀铬膜的微晶的方位和长径比来表示结晶格子的长径比的说明图。
[0025]
[图4]是表示图2所示的镀铬膜的微晶的概念图。
[0026]
[图5]是表示以往的镀铬膜的微晶的概念图。
[0027]
[图6]是表示图1所示的杆表面的镀铬膜的晶界与油封的关系的说明图。
[0028]
[图7]是表示以往的杆表面的镀铬膜的晶界和油封的关系的说明图。
[0029]
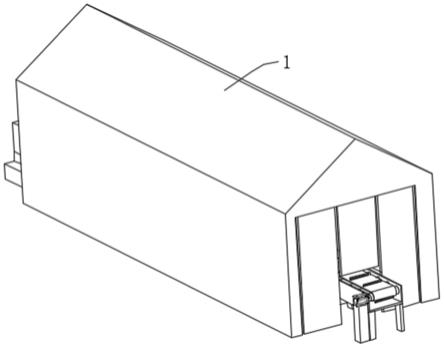
[图8]是表示用于在作为本发明的一种实施方式涉及的金属制滑动部件的杆上形成镀铬膜而使用的第1制造装置的说明图。
[0030]
[图9]是表示用于在同一杆上形成镀铬膜而使用的第2制造装置的概要说明图。
[0031]
[图10]是表示同一第2制造装置的具体结构的主要部分详细结构的截面图。
[0032]
[图11]是表示具备图1所示的杆的圆柱装置的一个例子的截面图。
[0033]
[图12]是表示实施例中杆表面形成有镀铬膜的情况的电流密度和形成的镀铬膜的面内方向的微晶粒径的相关关系的图表。
[0034]
[图13]是表示实施例中杆表面形成有镀铬膜的情况的电流密度与形成的镀铬膜微晶的长径比的相关关系的图表。
[0035]
[图14]是关于实施例中杆表面上形成的镀铬膜,求出镀铬膜微晶的长径比和镀铬膜的最大摩擦系数的相关关系的图表。
[0036]
本发明的具体实施方式
[0037]
以下,对作为本发明的一种实施方式涉及的金属制滑动部件的杆进行说明。
[0038]
需要说明的是,以下说明的实施方式是为了使发明的主旨更容易理解而具体说明的例子,除非有特别说明,否则不对本发明进行限定。
[0039]
图1是表示作为本发明的一种实施方式涉及的金属制滑动部件的一个例子的杆1的侧视图。
[0040]
该杆1包含圆棒状的大径部2、在该大径部2的长度方向上的一端部的中央处以延长大径部2的形式而形成的小径部3。大径部2的一端侧形成以缩小直径的形式而形成的锥形面4。在该锥形面4的终端侧介由形成的凸缘部2a而形成小径部3。小径部3的前端侧形成有外螺纹部5。
[0041]
杆1是实施镀敷的被镀敷物。大径部2的外圆周面和锥形面4上被电镀。
[0042]
图2是将大径部2的表面部分的一部分切出,以截面视角观察的图。金属基材6的表面被镀铬膜7所包覆,所述金属基材6是构成大径部2的钢母材。需要说明的是,在杆1中大径部2和小径部3都包含钢母材。
[0043]
本实施方式的镀铬膜7的膜厚方向的平均微晶粒径与面内方向的平均微晶粒径的长径比为0.2以下。镀铬膜7具有以使铬的结晶的(111)面排列为与面内方向平行为优先方位的结晶取向。本实施方式中说明的微晶是指单晶集合的区域。作为一个例子,微晶粒径可以通过x射线衍射法而求出。
[0044]
在镀铬膜7中,微晶的平均粒径被形成为在膜厚方向(ftd)上为12nm以下、在面内方向(pd)上为60nm以上。微晶在膜厚方向的平均粒径优选为0.28nm以上,在面内方向上优选为240nm以下。
[0045]
图3a是表示bcc结构的铬结晶的晶胞中的(111)面的说明图。图3b是表示铬结晶格子中的长径比的概念的说明图。
[0046]
将bcc晶胞的宽度方向的轴长表示为a0、高度方向的轴长表示为h0时,图3b所示的铬结晶格子的长径比(ar)为h0/a0所表示的值。
[0047]
图4是将本实施方式涉及的镀铬膜7的晶体结构模式化而进行表示的概念图。图5是将以往结构的镀铬膜8的晶体结构模式化而进行表示的概念图。图4和图5中(111)面堆积的方位以箭头表示。在镀铬膜7、8中(111)面优先取向为面内(膜面)方向。
[0048]“优先方位”这一用语是指多结晶集合体的状态,具有晶体取向并非随机,而是表现出在特定的方向上排列的倾向的意思。
[0049]
关于结晶性、优先方位,例如可以根据通过x射线衍射测定而得到的衍射图案进行分析。在本实施方式涉及的镀铬膜的代表性的x射线衍射图案中,可观察到表示(111)面具有优先取向的强(222)峰。如果根据这样的峰的图案求出积分强度,计算强度比,则(222)峰表现为90%以上。无取向的铬中的标准数据中,(222)峰的强度比为3%左右,可以认为其具有较强的优先取向。
[0050]
在图4所示的本实施方式的镀铬膜7中,将单晶连续的区域定义为微晶9。微晶9的长径比在图4中例如以h/a表示,图5所示的以往结构的微晶10的长径比在图5中以h2/a2表示。
[0051]
图4所示的本实施方式的镀铬膜7的膜厚方向的平均微晶粒径h和面内方向的平均微晶粒径a的长径比(h/a)设为0.2以下。
[0052]
镀铬膜7中的微晶的大小的测定可以通过x射线衍射装置,使用特征x射线cu-kα,通过hall法将面内的衍射线和广角下的衍射线分离为微晶的大小和应变而进行评价。
[0053]
本实施方式中膜厚方向的平均微晶粒径h是指,根据用广角x射线衍射装置扫描镀膜的10mm
×
10mm的范围时产生的反射x射线的衍射线通过所述的hall法而求出的值。
[0054]
本实施方式中面内方向的平均微晶粒径a是指,根据用高分辨率x射线衍射装置对镀膜的10mm
×
10mm的范围以与广角x射线衍射相比极低的照射角进行扫描时产生的在样品的沿面方向上行进的面内衍射x射线的衍射线而求得的值。
[0055]
图5所示的以往结构的镀铬膜8的膜厚方向的平均微晶粒径与面内方向的平均微晶粒径的长径比(h2/a2)比图4所示的镀铬膜7的长径比(h/a)大。因此,图5所示的截面所示
的镀铬膜8包含大量在膜厚方向上细长的微晶10。与之相对,在图4以截面表示的镀铬膜7中包含大量在面方向上细长的微晶9。
[0056]
图4中表示的1个1个的微晶9具有4角形状。图5所示的1个1个的微晶10也具有4角形状。然而,如果在图4的结构和图5的结构中假设同等的整体膜厚,则图4的截面结构中的膜厚方向上堆积的微晶9的数量比图5的截面结构中的膜厚方向上堆积的微晶10的数量多。
[0057]
从图4和图5的对比中可以看出,在本实施方式的镀铬膜7中,所述长径比(h/a)为0.2以下。这表示在构成图7所示的镀铬膜7的微晶9中,面内方向的平均微晶粒径比膜厚方向的平均微晶粒径大很多。
[0058]
图6是表示使具备图4所示的镀铬膜7的杆与油封11接触的状态的概念图。图7表示使具备图5所示的以往的镀铬膜8的杆与油封12接触的状态的概念图。
[0059]
在图4中,在油封11的面方向上相邻的微晶9、9的边界可以视为晶界13。在图5中,在油封12的面方向上相邻的微晶10、10的边界可以视为晶界14。
[0060]
因此,如果将图6所示的镀铬膜7相对于油封11滑动的情况与图7所示的镀铬膜8相对于油封12滑动情况相比较,则具有图6的结构的一方,晶界13与油封11摩擦的几率更低。因此,在镀铬膜7的表面上不易发生凝结,能够获得使杆1的滑动特性提高的效果。
[0061]
此外,如上所述,镀铬膜7膜厚方向的平均微晶粒径与面内方向的平均微晶粒径的长径比为0.2以下。因此,沿着滑动方向而存在的晶界13的数量比以往的镀铬膜少。因此,本实施方式的镀铬膜7与以往的镀铬膜相比,由于使晶粒边界滑动的次数减少,而摩擦系数降低,通过使摩擦系数降低而使滑动特性提高。因此,凝聚导致的镀铬膜结晶的变形不易发生,能够使摩耗方式变为滑动摩擦,从而能够降低摩耗速度。
[0062]
因此,作为金属制滑动部件的杆1在滑动时,能够使与对象部件的实际接触部稳定,同时能够使会产生微小的段差的晶粒边界滑动的次数减少,由此降低摩擦系数。
[0063]
本实施方式的镀铬膜7由于(111)面优先地排列在面内方向,并且所述长径比非常小,因此面内方向的表面状态稳定,能够得到作为目的的优异的滑动特性。并且,由于能够减小微晶9的膜厚方向的微晶粒径,而能够赋予镀铬膜7充分高的硬度(1000hv以上),使镀铬膜7的耐摩耗性也变得充分。
[0064]
需要说明的是,关于具备本实施方式的镀铬膜7的杆1,也可以在镀敷处理后进行高频加热处理,而在镀铬膜7的表面上形成氧化铬主体的氧化膜。
[0065]“镀铬膜的制造方法”[0066]
所述的镀铬膜7通过在包含有机磺酸的镀铬浴中,进行利用直流恒流的镀敷处理而形成。优选将镀敷液设定为以给定的流速供给沿镀敷面的方向上的定常流的形式。
[0067]
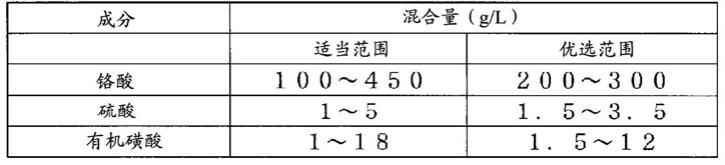
需要说明的是,作为包含有机磺酸的镀铬浴,优选使用如特公昭63-32874号公报所述的,具有以下的表1所示的成分组成的浴。
[0068]
[表1]
[0069]
[0070]“镀铬膜制造装置的第1实施方式”[0071]
用于在杆1的表面上形成所述镀铬膜7的装置的一个形态如图8所示。该装置具有悬挂支撑并移动加工对象物(例如,金属制活塞杆)w的悬架21。在其移动线的下方,依次排列有安装台22、碱电解脱脂槽23、镀敷槽24、水洗槽25和分离台26。镀敷槽24分割为碱电解脱脂槽3侧的蚀刻处理槽24a和其之后的镀敷处理槽24b。镀敷处理槽24b中收纳有所述包含有机磺酸的镀铬浴24b。
[0072]
此外,沿着碱电解脱脂槽23、蚀刻处理槽24a和镀敷处理槽24b,在各自上方有分割地排列的母排27、28、29。这些母排中,与碱电解脱脂槽23对应的母排27、与蚀刻处理槽24a对应的母排28、与镀敷处理槽24b对应的母排29分别与直流电源30、31、32连接。
[0073]
另一方面,各母排27、28、29上,滑动连接有设置在悬架21上的电刷34。由此,各悬架21上均等地分配有来自对应的电源30、31、32的电流。在碱电解脱脂槽23和蚀刻处理槽24a内,以各槽为单位分别配设有并联连接的多个阴极35、36。镀敷处理槽24b内,以母排29为单位配设有并联连接的阳极37、38。这些阴极35、36和阳极37、38由对应的电源30、31、32供给电流。需要说明的是,镀敷处理槽24b内的阳极37、38和电源32之间分别装有电流计。
[0074]
要使用所述制造装置实施镀铬,首先要在安装台22处将加工对象物w安装到悬架21上。接下来,将加工对象物w以悬挂在悬架21上的状态下依次移送到碱电解脱脂槽23和蚀刻处理槽24a。
[0075]
然后,在碱电解脱脂槽23中进行以加工对象物w为阳极的脱脂处理,在蚀刻处理槽24a中进行以加工对象物w为阳极的蚀刻处理。接着,将加工对象物w移送至镀敷处理槽24b,在这里,进行以加工对象物w为阴极的镀铬处理。
[0076]
在所述镀铬处理时,首先,在加工对象物w的沿面方向上流通镀敷液,从直流电源32介由母排29和阳极37对加工对象物w供给直流电流,进行镀敷处理。该镀敷处理在悬挂支撑该加工对象物w的悬架21的电刷34与母排29接触期间持续进行,形成镀铬膜7。需要说明的是,加工对象物w接着在水洗槽25中进行水洗然后到达分离台26。加工对象物w在分离台26处从悬架21上取出。
[0077]
镀敷处理时,如上所述,在镀敷液定常地在加工对象物w的沿面方向上流动的状态下,施加直流电流从而进行镀敷处理。此处,作为镀敷液的温度,通过使镀敷液的液流终端侧、在本实施方式中为加工对象物w的液面处为60℃以上,能够得到具有光泽性的镀铬膜。
[0078]
并且,通过使镀敷液的出口温度为90℃以下,优选为85℃以下,能够形成微晶的长径比小的镀铬膜。此外,作为施加的直流电流,优选为350asd(a/dm2)以上。在本实施方式中,如果施加1500asd以上,则镀膜的平坦性降低,会引起镀膜质量异常,因此实质上优选设为350~1500asd,更优选为400~1200asd。就以该范围的电流密度进行镀敷处理而言,其与一般生成该种镀铬膜的电流密度相比是更高的范围。因此,以所述范围进行镀敷处理即是进行高速镀铬。
[0079]
在本实施方式中,会将电流密度设定得比以往一般对这种加工对象物进行处理时使用的电流密度更高,并且会赋予镀敷液流速。通过以这样高的电流密度进行处理,能够使镀敷速度变快。此外,镀敷液的流速为0.01m/s以上,优选为0.05m/s以上。如果镀敷液的流速过低,则由于高电流而镀敷液的温度显著上升,无法进行正常的镀铬。
[0080]
此外,如果流速为2.5m/s以上,则伴随镀敷电流的加工对象物表面的温度上升变
得不充分,同时镀敷反应过程中产生的6价铬的还原中间体变得无法在加工对象物表面上残存。由此,析出反应的持续进行会受到抑制,结果会使结晶取向低的膜生长。
[0081]
但是,就本实施方式所示的,流速的上限、下限的关系,在极大的程度上受镀敷设备的影响。这是因为热容量会根据设备的大小等而变化,同时接触电阻等带来的过剩的热量会使液温大大上升。因此,优选在对镀敷液的出口温度和流量的关系进行整理的基础上,再设定运行条件。
[0082]
需要说明的是,通过进行高速镀铬,可以得到缩短生产时的前导时间,提高生产效率的效果。
[0083]“镀铬膜制造装置的第2实施方式”[0084]
作为在加工对象物w上形成镀铬膜7的第2实施方式,也可以参照图9,依照以下说明的方法进行。
[0085]
在第2实施方式中,使用具备内筒型的阳极40和外筒型的处理槽主体41的镀敷处理装置42。在阳极40的中心处设置杆状的加工对象物w而进行镀敷处理。
[0086]
在进行镀敷处理的情况下,优选使收纳在内筒型的阳极40中的镀敷液产生向上的循环流。
[0087]
通过采用这样的电极配置,可以使加工对象物w的表面附近处的镀敷液的流动易于调整,同时,在施加高电流的情况下,也可以使镀敷液温的上升更易于管理,能够稳定地提供适当的温度范围和流量范围。
[0088]“制造装置的具体例”[0089]
图10是表示关于图9所示的镀敷处理装置42,具有更具体的结构的一个例子的截面图。
[0090]
该例的镀敷处理装置51具有输送机器人的握持部52。握持部52握持作为与杆1的小径部3相反侧的部分的大径部2。握持部52以使杆1从握持部52向铅直下方延伸的状态进行握持。握持部52可以上下升降。被握持部52握持的状态下的杆1在铅直方向上延伸,以小径部3在大径部2的下侧的方式进行配置。
[0091]
镀敷处理装置51具备外筒型的处理槽主体56。处理槽主体56在其上部具备:被握持部52握持、与握持部52一同下降的杆1能够进入的插入口55。此外,镀敷处理装置51在处理槽主体56内具备内筒型的电极62。电极62在上部具备:被握持部52握持、与握持部52一同下降的杆1能够进入的插入口61。以电极62的插入口61比处理槽主体56的插入口55处于更下侧的形式进行配置。
[0092]
电极62具有:圆柱状的壁电极部65、与壁电极部65的上端缘部侧通过未图示的螺丝等连接部件而连接的环状部件66。环状部件66以外周侧与壁电极部65的外径相同,内周侧比壁电极部65的内径小的形式而构成。即,环状部件66在内周侧具有比壁电极部65在径方向上更往内延伸的部分。此外,环状部件66为绝缘体。该环状部件66的作用为:挡住后述的遮蔽钻模71使其不从电极62中飞出。优选环状部件66通过连接部件而与壁电极部65连接,以使其在交换遮蔽钻模71时能够轻易地被拆去。
[0093]
镀敷处理装置51具有配置在电极62的壁电极部65的内侧的遮蔽钻模71。遮蔽钻模71用于:在对杆1的大径部2进行镀敷时,遮蔽杆1的凸缘部2a和小径部3。遮蔽钻模71可以相对于电极62而独立地移动,以可以在壁电极部65的内圆周面68上滑动、可以上下升降的形
式而设置。
[0094]
遮蔽钻模71具有与壁电极部65的内圆周面68滑动连接的外圆周面72。遮蔽钻模71在径方向的中央处,沿着轴方向形成有作为圆形孔的收纳孔75。收纳孔75从遮蔽钻模71的轴方向上的一端形成至另一端侧的中途位置。换言之,收纳孔75是在遮蔽钻模71的轴方向的一端上具有开口部76,而在另一端侧上无开口的袋孔。收纳孔75具有底面78。收纳孔75的内径比杆1的小径部3的外径大,比凸缘部2a的最大径小。此外,收纳孔75的深度比杆1的小径部3的长度更深。
[0095]
遮蔽钻模71中,在收纳孔75的开口部76侧的端部、与收纳孔75相比在收纳孔75径方向上的外侧处,换言之在与收纳孔75相比,在遮蔽钻模71的径方向上的外侧处具有扩展的抵接部81。抵接部81具有与遮蔽钻模71的轴方向垂直地扩展的平坦的圆环状的抵接面82。抵接面82的最小径与收纳孔75的内径相同、比杆1的凸缘部2a的最大径小、比小径部3大。因此,在抵接部81中,小径部3收纳在收纳孔75中的状态下的杆1的凸缘部2a可以与其抵接面82抵接。当小径部3以中心轴线一致的同轴状态收纳在收纳孔75中时,凸缘部2a与抵接面82抵接。
[0096]
遮蔽钻模71上,形成有从外圆周面72向径方向内向凹入的槽状的贯通路85。贯通路85使遮蔽钻模71沿着遮蔽钻模71的轴方向,换言之沿着收纳孔75的轴方向从一端侧贯通至另一端侧。
[0097]
贯通路85是使镀敷液在遮蔽钻模71的轴方向上通过的镀敷液流通用通路。
[0098]
在遮蔽钻模71中,如图10所示,在轴方向的中间位置处中空部91沿着遮蔽钻模71的轴方向而形成。中空部91与抵接部81相比,配置于遮蔽钻模71的径方向上的外侧。中空部91保持有空气而密闭。中空部91是使遮蔽钻模71产生浮力的部分。
[0099]
遮蔽钻模71由绝缘性的合成树脂材料而形成,整体为绝缘体。遮蔽钻模71是以比重比镀敷液小的形式而构成的。遮蔽钻模71,例如,由聚氯乙烯、聚偏二氟乙烯、聚四氟乙烯形成。需要说明的是,在本实施方式中,表示了遮蔽钻模71整体由合成树脂材料形成的例子,但也可以如用耐滑动性的无机材料、金属材料等包覆外周滑动面、收纳孔75等,进行适宜变更。
[0100]
遮蔽钻模71如图10所示,抵接部81和收纳孔75的开口部76以朝上的状态,配置在壁电极部65内。遮蔽钻模71如果由于自身重量而下降至壁电极部65的下部位置,则与图示中省略的阻挡部件抵接,以阻止进一步的下降。遮蔽钻模71与图示中省略的阻挡部件抵接而停止的图10所示的位置为升降范围的最下位置。遮蔽钻模71处于该最下位置的状态为待机状态。
[0101]
对杆1的大径部2进行镀敷时,镀敷处理装置51将握持部52握持的杆1从小径部3侧开始,插入处理槽主体56的插入口55,并进一步插入电极62的插入口61。然后,握持部52以使大径部2以给定长度插入电极62内的形式使杆1下降并停止。这样被握持部52握持而停止的杆1以与电极62和遮蔽钻模71呈同轴状的形式进行配置,在处于待机状态的遮蔽钻模71的上侧停止。
[0102]
镀敷处理装置51朝向遮蔽钻模71,在电极62内从下而上地供给镀敷液。于是,遮蔽钻模71成为镀敷液的阻抗结构,由于比重比镀敷液小,而因镀敷液的液流而产生浮力并上升。
[0103]
因镀敷液而上升的遮蔽钻模71在将杆1的小径部3收纳到其收纳孔75中的同时,使抵接部81与杆1的凸缘部2a抵接而停止。镀敷液在贯通路85中从下至上流动而在电极62内与大径部2接触。从电极62的插入口61处溢出的镀敷液通过处理槽主体56和电极62之间而流到下方。
[0104]
以上的记述换言之,镀敷处理装置51可以通过以抵接部81和收纳孔75的开口部76朝上的形式配置遮蔽钻模71、朝向遮蔽钻模71从下朝上供给镀敷液,而在使遮蔽钻模71的收纳孔75收纳杆1的小径部3、遮蔽钻模71的抵接部81与杆1的凸缘部2a抵接的同时,使镀敷液通过遮蔽钻模71的贯通路85从下向上流动而与杆1的大径部2接触。
[0105]
如上所述的,在电极62内不断流动有镀敷液的状态下,向杆1和电极62的接点之间供电。于是,在与作为绝缘体的遮蔽钻模71以轴方向上的位置重合的方式被包覆的小径部3处,镀敷的电镀、即镀敷层的形成被抑制,而与遮蔽钻模71在轴方向上的位置不重合而不被包覆的大径部2被电镀而形成镀铬层。
[0106]
通过使遮蔽钻模71的外圆周面72和壁电极部65的内圆周面68之间的缝隙变窄,可使遮蔽钻模71发挥遮蔽本应从与遮蔽钻模71相比位于更下部的壁电极部65的圆柱面状的内圆周面68处流过来的电流的遮蔽板的作用,因此,本来会集中到杆1的下方的电流受到抑制。由此可得到膜厚均一化的效果。
[0107]
在大径部2处形成了给定厚度的镀敷层时,镀敷处理装置51使在电极62内朝向遮蔽钻模71而从下供给的镀敷液停止。于是,遮蔽钻模71由于自身重量而下降至最下位置,与阻挡部件抵接而回到待机状态。然后,图10所示的握持部52上升将杆1从电极62和处理槽主体56中取出,交付至之后的工序,而握持部52去握持接下来要进行镀敷处理其他杆1。
[0108]
通过在使镀敷液的液流沿着杆1的外圆周面生成的同时,使用上述的温度的镀敷液以所述直流电流施加条件进行镀敷处理,能够得到本实施方式中作为目标的、大径部2上具备有镀铬层7的杆1。
[0109]
在本实施方式中,就镀铬膜7而言,以形成膜厚方向的平均微晶粒径与面内方向的平均微晶粒径的长径比为0.2以下、具有以使铬的结晶的(111)面排列为与面内方向平行为优先方位的结晶取向的镀铬膜7为目的。此外,在该镀铬膜7中,优选微晶的平均粒径在膜厚方向上为12nm以下,在面内方向上为60nm以上。
[0110]
在要形成该镀铬膜7的情况下,优选使用图10所示的结构的镀敷处理装置51进行制造,这是因为能够得到结晶取向性优异、具有目标平均微晶粒径的镀铬膜。
[0111]“圆柱装置”[0112]
图11是表示具备具有所述镀铬膜7的杆1的本发明涉及的圆柱装置的第1实施方式的截面图。
[0113]
图11所示的圆柱装置111是汽车、铁道车辆等车辆的悬挂装置中使用的缓冲器。具体而言是汽车的支杆型悬挂装置中使用的缓冲器。圆柱装置111具有圆柱状的内筒(圆柱)112、有底筒状的外筒114。内筒112中封入有工作液体。外筒114的直径比内筒112大且设置在内筒112的外周侧。外筒114形成在外筒114与内筒112之间封入工作液体和工作气体的贮存室113。即,圆柱装置111是在外筒114内设置内筒112的复筒式的缓冲器。
[0114]
外筒114是由金属制的一个部件构成的一体成形品。外筒114具有:圆柱状的侧壁部117、封闭侧壁部117的轴方向的一端侧的底部118、与侧壁部117的底部118相反侧的开口
部119。侧壁部117和底部118的中心轴线为外筒114的中心轴线。
[0115]
底部118具有锥形筒状部121、平板状的圆环部122、锥形筒状部123、平板状的圆板部124。锥形筒状部121从侧壁部117的轴方向的端缘部出发,以离侧壁部117越远直径越小的形式而延伸。圆环部122从锥形筒状部121的与侧壁部117的相反侧的端缘部出发在径方向内向上延伸。锥形筒状部123从圆环部122的与锥形筒状部121相反侧的端缘部出发,以离圆环部122越远直径越小的形式而延伸。圆板部124从锥形筒状部123的与圆环部122相反侧的端缘部在径方向内向上延伸。锥形筒状部121、123以外筒114的中心轴线为中心而成锥形状。圆环部122和圆板部124垂直于外筒114的中心轴线地扩展。
[0116]
内筒(圆柱)112是由金属制的一个部件而构成的一体成形品。内筒112为圆柱状。内筒112介由安装在其轴方向的一端侧的开口部112a的圆环状的基底部件130而与外筒114的底部118接合。内筒12介由安装在其轴方向的另一端侧的开口部112b的圆环状的杆导向器131而与外筒114的侧壁部117的与底部118相反的一侧接合。
[0117]
基底部件130以嵌合固定在内筒112上的状态载置在外筒114的底部118处。基底部件130载置在底部118的圆环部122,此时,由锥形筒状部121在径方向上确定其位置。由此,基底部件130以与外筒114同轴状的形式进行配置。其结果,使内筒112的轴方向的一端部以与外筒114同轴状的形式进行配置。
[0118]
杆导向器131通过与内筒112和外筒114的侧壁部117嵌合,使内筒112的轴方向的另一端部以与外筒114同轴状的形式进行配置。相对于该杆导向器131而在与底部118相反侧处配置有圆环状的密封部件(滑动连接部件)133。该密封部件133也嵌合在侧壁部117的内周部。侧壁部117的与底部118相反的开口部119侧处,形成有通过卷曲加工而向径方向内向塑性变形的封口部134。密封部件133被该封口部134和杆导向器131夹住。密封部件133通过其轴方向的外侧被该封口部134锁住,而密封外筒114的开口部119侧。
[0119]
在内筒112内,活塞135以能够滑动的形式而嵌装。该活塞135在内筒112内分划出第1室138和第2室139。第1室138设置在内筒112内的活塞135和杆导向器131之间。第2室139设置在内筒112内的活塞135和基底部件130之间。内筒112内的第2室139通过设置在内筒112的一端侧的基底部件130而与贮存室113划分开。第1室138和第2室139中充填有作为工作液体的油液。贮存室113中充填有作为工作气体的气体和作为工作液体的油液。
[0120]
活塞135通过螺母143与以小径部3贯通了活塞135的中心的杆1连接。活塞135嵌合在小径部3的外圆周面上,与凸缘部2a抵接。螺母143与小径部3的外螺纹部5螺合。
[0121]
杆1的大径部2的外圆周面通过杆导向器131和密封部件133而从内筒112和外筒114中向外部延伸出。由此,杆1的一端侧配置在外筒114和内筒112内而另一端侧配置在外筒114和内筒112的外部。杆1的大径部2的外圆周面与杆导向器131滑动连接,被杆导向器131所引导,相对于内筒112和外筒114,与活塞135一体地在轴方向上移动。杆1的大径部2的外圆周面与密封部件133滑动连接。密封部件133封闭外筒114和杆1之间,防止内筒112内的工作液体、贮存室113内的工作气体和工作液体漏出至外部。
[0122]
活塞135中形成有在轴方向上贯通的通路144和通路145。通路144、145可以连通第1室138和第2室139。在活塞135中,通过与活塞135抵接,将可封闭通路144的圆环状的圆盘阀146设置在与轴方向的底部118相反的一侧。此外,在活塞135中,通过与活塞135抵接,将可封闭通路145的圆环状的圆盘阀147设置在轴方向的底部18侧。
[0123]
圆盘阀146,在杆1向使其在内筒112和外筒114内的进入量增加的缩短侧移动、活塞135向使第2室139变窄的方向移动、第2室139的压力比第1室138的压力高出给定值以上时,打开通路144。圆盘阀146是通路144打开时产生阻尼力的阻尼阀。圆盘阀147在杆1向使其从内筒112和外筒114中的突出量增加的伸长侧移动、活塞135向使第1室138变窄的方向移动而第1室138的压力比第2室139的压力高出给定值以上时,打开通路145。圆盘阀147是通路145打开时产生阻尼力的阻尼阀。
[0124]
在基底部件130中形成有在轴方向上贯通的通路152和通路153。通路152、153可以连通第2室139和贮存室113。
[0125]
基底部件130在其轴方向的底部118侧配置有圆环状的圆盘阀155,在其轴方向的与底部118的相反侧配置有圆环状的圆盘阀156。圆盘阀155通过与基底部件130抵接,可以封闭通路152。圆盘阀156通过与基底部件130抵接,可以封闭通路153。
[0126]
圆盘阀155在杆1向缩短侧移动、第2室139的压力比贮存室113的压力高出给定值以上时,打开通路152。圆盘阀155是通路152打开时产生阻尼力的阻尼阀。圆盘阀156在杆1向伸长侧移动、活塞135向第1室138侧移动、第2室139的压力下降至比贮存室113的压力低时,打开通路153。圆盘阀156是通路153打开时,以实质上不产生阻尼力的形式,而使工作液体从贮存室113流至第2室139内的吸入阀。
[0127]
在外筒114的底部118中,圆板部124的外侧上通过溶接而固定有圆柱状的安装孔158。就圆柱装置111而言,例如杆1与车辆的车体侧连接,安装孔158与车辆的车轮侧连接,对于车轮相对于车体的移动产生阻尼力。就圆柱装置111而言,杆1和外筒114承受来自外部的冲击力。
[0128]
车辆行驶时,圆柱装置111的杆1或外筒114反复受到来自外部侧的冲击。每当受到冲击力时,杆1向缩短侧或相反侧移动,此时阻尼力发生作用,因此圆柱装置111可以作为车辆的支杆式悬挂中使用的缓冲器而发挥功能。
[0129]
此外,由于杆1的大径部2的外圆周面上设置有镀铬膜7,即使大径部2反复地相对于密封部件133而滑动,镀铬膜7也能够发挥优异的滑动特性、发挥优异的耐摩耗性。
[0130]
如上所述,由于镀铬膜7的膜厚方向的平均微晶粒径与面内方向的平均微晶粒径的长径比为0.2以下,因此沿着滑动方向而存在的晶界的数量比以往的镀铬膜少。因此,本实施方式的镀铬膜7与以往的镀铬膜相比,通过使晶粒边界滑动的次数减少,而使摩擦系数降低,且通过降低摩擦系数而提高滑动特性。因此,凝聚导致的镀铬膜结晶的变形变得不易产生,能够使摩耗方式变化为滑动摩擦,由此能够减慢摩耗速度,因此能够提供圆柱装置111的耐久性得到提高、寿命长的圆柱装置111。
[0131]
但是,在以上说明的实施方式中,就在杆1上适用本实施方式的镀铬膜的例子进行了说明,但本实施方式的镀铬膜能够适用的不限于杆。能够广泛地适用于要求耐摩耗性的各种车辆部件、机械结构部件、油压机器用的轴或辊、轴承、活塞或圆柱等的滑动部、金属模具、精密辊等的高硬度的表面处理等、各种机械部件中。
实施例
[0132]
以由jis s25c构成的钢棒(直径12.5mm,长度200mm)为试验材料,作为镀铬浴,使用了具有铬酸250g/l、硫酸2.5g/l、有机磺酸8g/l、硼酸10g/l的成分组成的镀敷浴。在浴温
60℃、电流密度i=500a/dm2的条件下进行镀敷处理,在试验材料表面上形成了厚度约20μm的镀铬膜(参照图2)。
[0133]
对于钢棒,使用图10所示的镀敷处理装置51,如图9所示,在沿面方向(沿着大径部2的外圆周面向上的方向)上供给镀敷液,以进行镀敷处理。
[0134]
制作了进行镀敷时的镀敷液的流速为0、0.05、0.1、1.0、2.5、3.0m/s的样品。
[0135]
此外,作为参考,使用同样的试验材料和同样的镀敷浴,在浴温60℃、电流密度100a/dm2的一定条件下进行广泛使用的硬质镀铬处理,得到了在试验材料表面上形成有厚度约20μm的镀铬膜的样品1。进行镀敷时的镀敷液的流速设定为1.0m/s。
[0136]
对于改变镀敷液的流速而进行镀敷处理的样品,就析出膜厚和光泽性进行了评价。以流速在0.05m/s到2.5m/s的范围内进行了处理的镀膜得到了约20μm的具有光泽性的镀铬膜。但是,在0m/s的情况下会产生斑驳的析出,在3.0m/s的情况下则变为无光泽的镀膜,都是不适宜的镀膜。接下来,对于在将镀敷液的流速都设为1.0m/s、电流密度为100a/dm2和500a/dm2的情况下得到的样品,在测定表面硬度(hv)的同时,以后述的方法测定微晶的大小(nm),结果如以下的表2所述。
[0137]
此外,依照jis z2371,进行了盐水喷雾试验以观察是否生锈。
[0138]
此处,镀铬膜的残留应力的测定使用日本非破坏检查协会编“非破坏检查”第37卷第8号第636~642页中公开的“x射线应力测定法”进行。
[0139]
此外,就镀铬膜中的微晶的大小的测定而言,通过x射线衍射装置使用特征x射线cu-kα,以面内的衍射线和广角下的衍射线,通过hall法,对微晶的大小进行了评价。
[0140]
[表2]
[0141][0142]
在以赋予高电流密度和流速的方法进行镀敷处理的情况下,确认到了面内方向的平均微晶尺寸(平均微晶粒径:a)变大、膜厚方向的平均微晶尺寸(平均微晶粒径:h)变小、长径比(h/a)变小。
[0143]
对于得到的镀铬膜,以往复滑动试验评价其与丁腈橡胶(预想为滑动部件)的摩擦系数的结果,确认到了以500asd(500a/dm2)进行电镀而得的镀铬膜的摩擦系数变小。还确认到了该镀铬膜的硬度(hv)也得到了提高,由于摩擦系数小,耐摩耗性也提高。
[0144]
此外,对于这些样品,在镀敷处理后的盐水喷雾试验中直到168小时都未观察到生锈,以高电流密度(500a/dm2)进行了电镀的镀铬膜直至300小时都未观察到生锈。
[0145]
接下来,准备了以下的表3所示的以一般的电流密度进行了电镀铬处理的比较例样品#1、和本发明涉及的以高电流密度进行了处理的实施例样品#2。在这些样品中,使用x射线衍射法对在铁钢基材上通过电镀而形成的镀铬膜的晶体结构进行了鉴定的结果如以下的表3所示。
[0146]
就镀铬膜的结晶取向性而言,通过广角x射线衍射法,根据表示(111)面具有优先
取向的强(222)峰、和(100)面的(200)峰的峰面积比而定量地求出。
[0147]
[表3]
[0148][0149]
从表3所示的结果可以看出,比较例样品#1的镀铬膜的取向性结果为(111)95.7%、(200)3.4%。与之相对,本发明的实施例涉及的镀铬膜表现出了(111)99.2%、(200)0.7%的取向。
[0150]
从该结果可以看出,如果是以高电流密度形成了镀铬膜的本发明的实施例涉及的镀铬膜,则(111)面的取向性得到提高。
[0151]
图12表示,在作为镀铬浴,使用具有铬酸250g/l、硫酸2.5g/l、有机磺酸8g/l、硼酸10g/l的成分组成的镀敷浴,在浴温60℃、电流密度i=100~500a/dm2的条件下进行镀敷处理,在钢棒试验材料的表面上形成厚度约20μm的镀铬膜的情况下,求得的得到的镀铬膜的面内方向的平均微晶粒径(nm)的结果。在图12中,纵轴表示微晶粒径(crd)(nm),横轴表示电流密度(cd)(a/dm2)。施加的电流密度为100、200、300、350、400、450、500a/dm2的各个电流密度。
[0152]
从图12所示的结果可以看出,如果将电流密度设为350a/dm2以上,则能够将面内方向的微晶粒径设为60nm以上。
[0153]
图13表示,在使用与图12所示的例中使用的镀敷浴同等的镀敷浴、在电流密度i=100~500a/dm2的条件下进行镀敷处理的情况下,求出的得到的各镀铬膜中膜厚方向的平均微晶粒径与面内方向的平均微晶粒径的长径比的结果。在图13中,纵轴表示长径比(ar),横轴表示电流密度(cd)(a/dm2)。
[0154]
施加的电流密度设定为100、200、300、350、400、450、500a/dm2的各个值,求得的其与得到的镀铬膜的长径比的值的相关性的结果如图13所示。
[0155]
从图13所示的结果中可以看出,要将长径比设为0.2以下,需要以350a/dm2以上的电流密度进行镀敷处理。
[0156]
图14表示,在使用与图12所示的例中使用的镀敷浴同等的镀敷浴、在电流密度i=100~500a/dm2的条件下进行镀敷处理的情况下,求出的得到的各镀铬膜中的长径比(ar)和最大摩擦系数(mfc)(vsnbr:丁腈橡胶)的相关性的结果。
[0157]
从图14所示的结果中可以看出,如果长径比小至0.2以下的范围,则最大摩擦系数也变小。
[0158]
考虑图12~图14所示的结果时,在本发明的实施例涉及的镀铬膜中,如果将膜厚方向的平均微晶粒径与面内方向的平均微晶粒径的长径比设为0.2以下,则最大摩擦系数减少。因此,发现为了得到耐摩耗性优异的镀铬膜,优选将长径比设为0.2以下。
[0159]
此外,在制造镀铬膜时,为了制造长径比0.2以下的镀铬膜,优选将电流密度设为350a/dm2以上,通过将电流密度设为350a/dm2以上,能够制造面内方向的微晶粒径为60nm以上的镀铬膜。
[0160]
工业实用性
[0161]
根据所述圆柱装置,其具有能够降低构成镀铬膜的结晶组织的长径比的效果,能够降低摩擦系数,并且能够提高硬度。因此,能够提供一种具备具有滑动特性得到改善的镀铬膜的金属制滑动部件的圆柱装置。通过使长径比小至0.2以下,能够在滑动时,使其与对象部件的实际接触部稳定,同时,能够减少与会产生微小的段差的晶粒边界滑动的次数,能够降低镀铬膜的摩擦系数。
[0162]
此外,如果是具备作为这样的金属制滑动部件的杆的圆柱装置,则能够改善杆的滑动特性,能够提供耐久性优异的圆柱装置。
[0163]
符号的说明
[0164]
1 杆
[0165]
2 大径部
[0166]
3 小径部
[0167]
4 锥形面
[0168]
6 金属基材
[0169]
7 镀铬膜
[0170]
9 微晶
[0171]
14 晶界
[0172]
w 加工对象物(活塞杆)
[0173]
21 悬架
[0174]
22 安装台
[0175]
23 碱电解脱脂槽
[0176]
24 镀敷层
[0177]
24a 蚀刻处理槽
[0178]
24b 镀敷槽
[0179]
25 水洗槽
[0180]
26 分离台
[0181]
27,28,29 母排
[0182]
30,31,32 电源
[0183]
34 电刷
[0184]
37,38 阳极
[0185]
40 阳极
[0186]
41 处理槽主体
[0187]
42 镀敷处理装置
[0188]
51 镀敷处理装置,
[0189]
56 处理槽主体
[0190]
62 电极
[0191]
71 遮蔽钻模
[0192]
111 圆柱装置
[0193]
112 内筒(圆柱)
[0194]
112b 开口部
[0195]
131 杆导向器
[0196]
133 密封部件(滑动连接部件)
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。