技术特征:
1.一种脆性材料用熔模精密铸造型壳的制备方法,其特征在于:在蜡模上分别涂挂面层、过渡层和背层,型壳经过干燥、脱蜡和焙烧后形成脆性材料用熔模精密铸造型壳。2.按照权利要求1所述一种脆性材料用熔模精密铸造型壳的制备方法,其特征在于:所述面层中耐火材料为氧化钇粉,粘结剂为醋酸锆,氧化钇粉与醋酸锆的质量比为1:2~4。3.按照权利要求1所述一种脆性材料用熔模精密铸造型壳的制备方法,其特征在于:所述过渡层中耐火材料为铝矾土粉料,粘结剂为硅酸乙酯,铝矾土粉料与硅酸乙酯质量比为1:1~3。4.按照权利要求1所述一种脆性材料用熔模精密铸造型壳的制备方法,其特征在于:所述背层中耐火材料为铝矾土粉料,粘结剂为硅溶胶,铝矾土粉料与硅溶胶质量比为1:1~4。5.按照权利要求1所述一种脆性材料用熔模精密铸造型壳的制备方法,其特征在于:过渡层和背层的涂料混制时加入1%~5%的碳纤维,所述碳纤维直径为7um,长度为0.1mm。6.按照权利要求1所述一种脆性材料用熔模精密铸造型壳的制备方法,其特征在于:所述面层和背层的涂料中,加入消泡剂和润湿剂,其中,消泡剂加入的体积比为0.01-0.02%,浸润剂的加入体积比为0.02-0.03%。7.按照权利要求1所述一种脆性材料用熔模精密铸造型壳的制备方法,其特征在于:所述面层和过渡层中粘结剂分别涂挂2层。8.按照权利要求1所述一种脆性材料用熔模精密铸造型壳的制备方法,其特征在于:面层撒砂粒度80-200目,过渡层撒砂粒度50-80目,背层撒砂粒度15-50目。9.按照权利要求1所述一种脆性用材料熔模精密铸造型壳的制备方法,其特征在于:所述脱蜡具体为:型壳在200℃~300℃之间进行脱蜡0.5h~1.5h。10.按照权利要求1所述一种脆性材料用熔模精密铸造型壳的制备方法,其特征在于:所述焙烧具体为:升温速率为200~400℃/h,炉温达到1000~1200℃,保温2h~4h,炉冷后取出。
技术总结
本发明提供了一种脆性材料用熔模精密铸造型壳的制备方法,涉及铸造技术领域,本发明的型壳包括面层、过渡层和背层,型壳过渡层及背层浆料配制中添加1%~5%的碳纤维颗粒,采用特定的撒砂粒度级配,提高了型壳湿强度,有效防止了型壳脱蜡过程中的鼓胀开裂,同时采取特定的型壳焙烧工艺使型壳中形成纤维微孔洞,型壳的退让性和透气性得到提升,本发明的型壳制备方法,适合于脆性金属材料的精密铸造,经试验验证可有效减少浇不足和裂纹缺陷的产生。试验验证可有效减少浇不足和裂纹缺陷的产生。
技术研发人员:谢华生 包春玲 赵军 张志勇 张有为 张双琪 薛松海
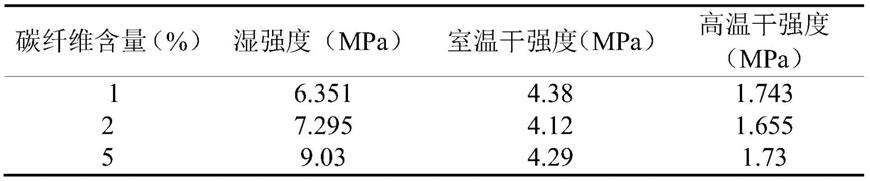
受保护的技术使用者:沈阳铸造研究所有限公司
技术研发日:2020.08.12
技术公布日:2022/2/23
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。