一种用于100t成型压机的连接紧固工装
技术领域
1.本实用新型涉及机械成型压机工装的技术领域,具体来说,涉及一种用于100t成型压机的连接紧固工装。
背景技术:
2.气门导管是汽车发动机气门的导向装置,气门导管是对气门起导向作用,并使气门杆上的热量经气门导管传给汽缸盖,而成型压机是生产气门导管的一重要设备,不同吨数的压机所生产的气门导管的尺寸有所不同,比如60t成型压机只能生产直径小于13.5mm、长度小于50mm的导管产品,但是,随着市场的需求,我们必须研发能生产直径能达到φ19mm、长度80mm的产品,该尺寸需要通过100t成型压机进行工作完成,因此,必须设计一种100t成型压机连接紧固工装来保证生产稳定有效的进行。
技术实现要素:
3.针对相关技术中的上述技术问题,本实用新型提出一种用于100t成型压机的连接紧固工装,能够解决上述问题。
4.为实现上述技术目的,本实用新型的技术方案是这样实现的:
5.一种用于100t成型压机的连接紧固工装,包括上冲压盖,所述四个上冲压盖通过螺钉连接成型压机的上冲座上,所述成型压机模架上的中模台上端面的中部通过螺钉连接有中模压盖,所述中模压盖上端面通过螺钉连接中模台面板,所述成型压机模架上的下模台上端面的中部通过螺钉连接有下冲垫板,所述下冲垫板上端面通过螺钉连接有下冲压盖,所述下冲垫板中部对称分布有四个通孔一,所述通孔一内设有下冲转换套,所述成型压机的芯棒气缸通过螺钉连接有芯棒锁紧板,所述芯棒锁紧板中部对称分布有四个螺纹通孔一,所述螺纹通孔一螺纹连接芯棒接杆尾端,所述芯棒接杆头端螺纹连接芯棒锁母的尾端,所述芯棒锁母的头端连接所述成型压机的芯棒,所述芯棒锁紧板的上端面设有芯棒接杆锁母,所述芯棒接杆锁母与所述芯棒接杆螺纹连接。
6.进一步的,所述上冲压盖为4个,所述上冲压盖中部设有一个t型通孔一,所述上冲压盖圆环面上对称分布四个通孔二,所述t型通孔一与所述成型压机的压制上冲模具的底座相匹配,所述通孔二与所述成型压机的上冲座上相对应的螺纹孔相匹配。
7.进一步的,所述中模台面板一端的中部均匀分布有四个通孔三,所述通孔三两侧对称设有6个通孔四,所述通孔三与所述中模压盖上t型通孔二相匹配,所述通孔四与所述中模压盖上螺纹孔一相匹配,所述中模压盖两侧对称分布有10个通孔五,所述通孔五与所述成型压机模架上的中模台上对应的螺纹孔相匹配,所述通孔三、所述t型通孔二所构成的型腔与所述成型压机的中模相匹配。
8.进一步的,四个所述通孔一周边均对称设有四个螺纹孔二,所述下冲垫板两侧均匀分布有8个通孔七,所述通孔一与所述下冲压盖上的t型通孔三相匹配,所述螺纹孔二与所述下冲压盖上的通孔八相匹配,所述通孔七与所述成型压机模架上的下模台上的相对应
的螺纹孔相匹配。
9.进一步的,所述下冲转换套中部设有一个通孔九,所述成型压机的芯棒穿过所述通孔九。
10.进一步的,所述芯棒锁母一端设有一个t型通孔四,所述芯棒锁母另一端设有一个螺纹通孔二,所述t型通孔四与芯棒底端相匹配。
11.进一步的,所述芯棒接杆的头尾两端均为螺杆结构,所述芯棒接杆的头端与所述螺纹通孔二相匹配。
12.进一步的,所述螺纹通孔一两侧对称设有两个通孔十,所述芯棒锁紧板前后臂上分别设有一个定位槽,所述螺纹通孔一与所述芯棒接杆的尾端相匹配,所述通孔十与所述成型压机的芯棒气缸上相对应的螺纹孔相匹配。
13.进一步的,所述芯棒接杆锁母中部设有一个螺纹通孔四,所述芯棒接杆的尾端穿过所述螺纹通孔四,所述螺纹通孔四一侧设有开口,所述螺纹通孔四的开口端设有一个螺纹通孔五。
14.本实用新型的有益效果:本实用新型保证了100t成型机在“一出四”粉末冶金生产气门导管连续稳定化压制,其结构合理、易于拆装、通用性较强,最高可实现10spm(50hz)的产品成型速度,可实现直径不大于19mm、长度不大于80mm的气门导管的生产,工装强度和可靠性较高,可保证较长时间的免维修和更换,同时保证了较高的生产精度。
附图说明
15.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
16.图1是根据本实用新型实施例所述的一种用于100t成型压机的连接紧固工装的安装连接示意图;
17.图2是图1中a的放大图;
18.图3是图1中b的放大图;
19.图4是图1中c的放大图;
20.图5是图1中d的放大图;
21.图6是根据本实用新型实施例所述的一种用于100t成型压机的连接紧固工装的上冲压盖的俯视图;
22.图7是根据本实用新型实施例所述的一种用于100t成型压机的连接紧固工装的上冲压盖的截面图;
23.图8是根据本实用新型实施例所述的一种用于100t成型压机的连接紧固工装的中模台面板的俯视图;
24.图9是根据本实用新型实施例所述的一种用于100t成型压机的连接紧固工装的中模台面板的截面图;
25.图10是根据本实用新型实施例所述的一种用于100t成型压机的连接紧固工装的中模压盖的俯视图;
26.图11是根据本实用新型实施例所述的一种用于100t成型压机的连接紧固工装的中模压盖的截面图;
27.图12是根据本实用新型实施例所述的一种用于100t成型压机的连接紧固工装的下冲压盖的俯视图;
28.图13是根据本实用新型实施例所述的一种用于100t成型压机的连接紧固工装的下冲压盖的截面图;
29.图14是根据本实用新型实施例所述的一种用于100t成型压机的连接紧固工装的下冲转换套的俯视图;
30.图15是根据本实用新型实施例所述的一种用于100t成型压机的连接紧固工装的下冲转换套的截面图;
31.图16是根据本实用新型实施例所述的一种用于100t成型压机的连接紧固工装的下冲垫板的俯视图;
32.图17是根据本实用新型实施例所述的一种用于100t成型压机的连接紧固工装的下冲垫板的截面图;
33.图18是根据本实用新型实施例所述的一种用于100t成型压机的连接紧固工装的芯棒锁母的俯视图;
34.图19是根据本实用新型实施例所述的一种用于100t成型压机的连接紧固工装的芯棒锁母的截面图;
35.图20是根据本实用新型实施例所述的一种用于100t成型压机的连接紧固工装的芯棒接杆的俯视图;
36.图21是根据本实用新型实施例所述的一种用于100t成型压机的连接紧固工装的芯棒接杆锁母的俯视图;
37.图22是根据本实用新型实施例所述的一种用于100t成型压机的连接紧固工装的芯棒接杆锁母的正视图;
38.图23是根据本实用新型实施例所述的一种用于100t成型压机的连接紧固工装的芯棒锁紧板的正视图;
39.图24是根据本实用新型实施例所述的一种用于100t成型压机的连接紧固工装的芯棒锁紧板的左视图。
40.图中:1、上冲压盖;1-1、t型通孔一;1-2、通孔二;2、中模台面板;2-1、通孔三;2-2、通孔四;3、中模压盖;3-1、t型通孔二;3-2、螺纹孔一;3-3、通孔五;4、下冲压盖;4-1、t型通孔三;4-2、通孔八;5、下冲转换套;5-1、通孔九;6、下冲垫板;6-1、通孔一;6-2、螺纹孔二;6-3、通孔七;7、芯棒锁母;7-1、t型通孔四;7-2、螺纹通孔二;8、芯棒接杆;9、芯棒接杆锁母;9-1、螺纹通孔四;9-2、螺纹通孔五;9-3、开口;10、芯棒锁紧板;10-1、螺纹通孔一;10-2、通孔十;10-3、定位槽。
具体实施方式
41.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员所获得的所有其他实施例,都属
于本实用新型保护的范围。
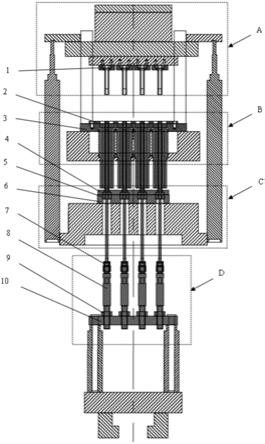
42.如图1-5所示,一种用于100t成型压机的连接紧固工装,包括四个上冲压盖1,所述上冲压盖1通过螺钉连接成型压机的上冲座上,所述成型压机模架上的中模台上端面的中部通过螺钉连接有中模压盖3,所述中模压盖3上端面通过螺钉连接中模台面板2,所述成型压机模架上的下模台上端面的中部通过螺钉连接有下冲垫板6,所述下冲垫板6上端面通过螺钉连接有下冲压盖4,所述下冲垫板6中部对称分布有四个通孔一6-1,所述通孔一6-1内设有下冲转换套5,所述成型压机的芯棒气缸通过螺钉连接有芯棒锁紧板10,所述芯棒锁紧板10中部对称分布有四个螺纹通孔一10-1,所述螺纹通孔一10-1螺纹连接芯棒接杆8尾端,所述芯棒接杆8头端螺纹连接芯棒锁母7的尾端,所述芯棒锁母7的头端连接所述成型压机的芯棒,所述芯棒锁紧板10的上端面设有芯棒接杆锁母9,所述芯棒接杆锁母9与所述芯棒接杆8螺纹连接。
43.在本实用新型的一个具体实施例中,如图6-7所示,上冲压盖1做成单个独立式方便拆装,其外径
ø
54mm,中部设有上端
ø
32 0.5/ 0.2mm台阶深度10mm-0.2/-0.1mm、下端
ø
22mm台阶深度6mm的t型通孔一1-1,用于固定上冲头,整体厚度16mm,
ø
42mm圆周上均布4个
ø
6.6通孔二1-2用于m6螺栓连接上冲座,其作用是:将压制上冲固定在上冲座上,属于紧固工装。
44.如图8-9所示,中模台面板2整体长度520mm、宽度300mm、厚度8mm,对称分布的4个
ø
45mm孔距60mm的通孔三2-1用于穿过中模,侧边斜角15.5
°
的斜槽用于产品的平滑下料,其作用是:送粉料靴在其上端面来回往复送粉作业,表面镀硬铬以提高表面硬度和耐磨性,大大增加了工装的使用寿命。
45.如图10-11所示,中模压盖3整体长度360mm、宽度220mm、厚度27mm,对称分布的4个上端
ø
55mm台阶深度13.5mm、下端
ø
23mm台阶深度13.5mm的t型通孔二3-1孔距60mm用于固定中模,各螺丝孔位根据100t成型机模架上中模台的螺丝孔位设计,其作用是:将压制中模固定在模架中模台的型腔内,属于紧固工装。
46.如图12-13所述,下冲压盖4设计成两半式方便拆装模具,整体长度设计243mm、宽度60mm,对称分布的4个上端
ø
32.5 0.2/0mm台阶深度8mm、下端
ø
23.5 0.2/0mm台阶深度7mm的t型通孔三4-1孔距60mm用于固定下冲,整体厚度设计8mm,其作用是:将压制下冲固定于下冲垫板6上端面上,属于紧固工装。
47.如图14-15所示,下冲转换套5外径尺寸设计
ø
30mm,内径
ø
12mm用于芯棒过孔,整体厚度15mm,使用时将其嵌入下冲垫板6的
ø
30mm通孔一6-1内,长期压制产生变形后,只需更换下冲转换套5即可,可节约生产成本,其作用是:下冲底座与其上端面接触,属于承载工装。
48.如图16-17所示下冲垫板6整体长度设计243mm、宽度165mm、厚度15mm,对称分布的4个
ø
30mm孔距60mm的通孔一6-1用于嵌入下冲转换套5,其作用是:固定下冲转换套5和承载下冲模具,属于承载工装。
49.如图18-19所示,芯棒锁母7整体长度设计34mm,头部下端
ø
16.5 0.1/0mm台阶深度10mm、上端
ø
11.1 0.2/0mm台阶深度5mm的t型通孔四7-1用于芯棒上端通过,尾部m18*1.5的螺纹通孔二7-2用于连接芯棒接杆8,其作用是:将芯棒固定在芯棒接杆内,防止其跑位,属于紧固工装。
50.如图20所示,芯棒接杆8整体长度215mm,头部m18*1.5与芯棒锁母连接,中间部位做扳手槽,尾部m20*1.5(螺纹结构)与芯棒接杆锁母9连接,其作用是:上端与芯棒连接,下端固定在芯棒锁紧板10上,属于连接工装。
51.如图21-22所示,芯棒接杆锁母9整体长度设计46mm、宽度36mm、厚度15mm,中间m20*1.5螺纹通孔四9-1用于连接芯棒接杆8尾端,距中心位置16mm处设计1个m6的螺纹通孔五9-2在于可使用m6标准螺栓锁紧芯棒接杆8,防止其上下窜动,其作用是:固定芯棒接杆8,防止其产生转动,属于紧固工装。
52.如图23-24所示,芯棒锁紧板10整体长度设计300mm、宽度240mm、厚度30mm,对称分布的4个m20*1.5的螺纹通孔一10-1孔距60mm用于连接芯棒接杆尾端的m20*1.5螺杆,横向距中心线264mm对称均布2个
ø
35mm通孔十10-2用于穿过芯棒气缸头部螺杆,两侧水平位置各设计1个
ø
11mm的定位槽10-3,其作用是:固定芯棒接杆8的一类工装,属于紧固工装。
53.综上所述,上冲压盖1将成型压机的上冲固定在成型压机的上冲座上,中模台面板2、中模压盖3将成型压机的中模固定在了成型压机中模台型腔位置,下冲压盖4、下冲转换台5、下冲垫板完成了成型压机的下冲的承载和固定,芯棒锁母7、芯棒接杆8、芯棒接杆螺母9、芯棒锁紧板10完成了成型压机的芯棒的锁紧固定及芯棒与芯棒气缸的连接。
54.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。