16000a,焊接速度10-15m/min,将原料卷连成一整条带钢,实现连续生产。
14.进一步的讲,节镍奥氏体不锈钢,其化学成分重量百分配比是c: 0.04-0.07%,si: ≤1.00%,mn: 5.50-7.50%, ni: 3.90-5.50%,cr: 16.00-18.00%, p: ≤0.040%,s: ≤0.030%,cu: ≤2.00%,n: ≤0.20%,余量为fe和不可避免杂质。
15.利用本发明的节镍奥氏体不锈钢加工方法,可以生产出表面合格的节镍奥氏体不锈钢。获得的有益效果如下:(1)利用本发明,实现了节镍奥氏体不锈钢钢卷在生产线上连续生产,避免发生断带、材质不良、表面品质差、松卷、表面划伤等问题。
16.(2)相对于其他生产方法,该方法降低了生产成本,生产效率可与生产304相同,产品性能稳定,可生产厚度范围0.5-1.2mm、宽度范围900-1300mm的节镍奥氏体不锈钢冷轧钢卷。
17.(3)相对提高了节镍奥氏体不锈钢薄板成材率。
具体实施方式
18.本发明所要解决的技术问题是提供一种不会发生断带、松卷、表面划伤的节镍奥氏体不锈钢加工方法。
19.本发明实现上述目的的技术方案为:一种节镍奥氏体不锈钢,其化学成分重量百分配比是c: 0.04-0.07%,si: ≤1.00%,mn: 5.50-7.50%, ni: 3.90-5.50%,cr: 16.00-18.00%, p: ≤0.040%,s: ≤0.030%,cu: ≤2.00%,n: ≤0.20%,余量为fe和不可避免杂质,其加工方法包括入口开卷、焊接、脱脂、连续退火、电解、酸洗、在线平整和出口卷取,通过控制退火时间、温度、电解工艺、酸洗工艺、在线平整等,生产出了表面均匀的节镍奥氏体不锈钢。其技术思路及步骤如下:步骤1:冷轧状态的节镍奥氏体不锈钢钢卷,开卷后首先将钢卷料头厚度过渡部分切除干净,确证钢卷实际退火部分上不存在轧机的停车辊印,将钢卷料尾进行同样的操作;步骤2:将步骤一中的钢卷料头送到焊机,与前一卷钢卷料尾进行焊接,焊接方式采用双焊轮电阻焊,焊接电流范围12000-16000a,焊接速度12-15m/min。
20.步骤3:焊接后的节镍奥氏体不锈钢钢带进入脱脂段进行脱脂,脱脂液温度60-100℃,步骤4:退火时,首先通过炉子加热段的热空气对带钢进行预加热到600-800℃,再将带钢加热到最终热处理温度,炉温控制为1060-1120℃,炉内保温时间为1.5-2.0min/mm,炉内张力密度0.5-0.8kg/mm2。
21.步骤5:高温保温结束后采用空冷 雾冷对钢带进行冷却,风压1000-3000pa,水流量:3-4m3/h,压缩空气流量:1000-1500nm3/h,压力3bar。雾冷至40℃以下后钢带出炉。
22.步骤6:酸洗时,采用电解硫酸钠 硝酸与氢氟酸的混合酸:其中硫酸钠浓度1.12-1.20g/l,电解电流3000-5000a,温度65-85℃;混酸中硝酸浓度100-160g/l,氢氟酸浓度8-16g/l,温度35-45℃。
23.步骤7:平整使用抛光辊组合,粗糙度≤0.05μm,压力500~700kn。
24.优选地,在所述步骤4中,加热炉温控制范围为1060-1120℃。在所述步骤4、5中,采用连续退火酸洗生产线对节镍奥氏体不锈钢钢卷进行热处理。在所述步骤6中,采用电解硫
酸钠 硝酸与氢氟酸的混合酸的酸洗方法,电解硫酸钠电解电流3000-5000a,硝酸浓度100-160g/l,氢氟酸浓度8-16g/l。在所述步骤7中,采用粗糙度为0.01μm的抛光辊组合,压力500~700kn。
25.其中,在所述步骤2中,采用双焊轮电阻焊焊接,将原料卷连成一整条带钢,实现连续生产。在所述步骤4、5中,采用连续退火酸洗生产线对节镍奥氏体不锈钢冷轧钢卷进行热处理。在所述步骤6中,采用电解硫酸钠 硝酸与氢氟酸的混合酸的酸洗方法,采用特定浓度配方,可使节镍奥氏体不锈钢退火时表面形成的致密氧化层被酸洗干净。本发明连续在线平整使用抛光辊组合,采用特定粗糙度与压力方案,得到合适的成品表面。
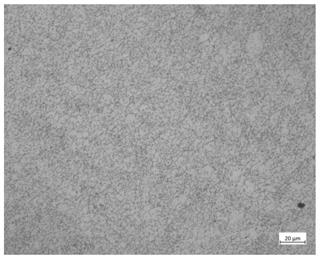
26.实施本发明厚从节镍奥氏体不锈钢冷线退火卷板的显微组织和力学性能测试结果,可以看出冷板的晶粒度均达到控制目标要求,并且组织均匀,其力学性能也完全达到设计目标要求。
27.实施例一1、一种节镍奥氏体不锈钢,其化学成分重量百分配比为:c:0.054%,si:0.37%,mn:6.27%,ni:4.2%,cr:16.2%, p≤0.040% ,s: ≤0.030%,cu: 1.7%,n:0.1%,余量为fe和不可避免杂质。材料厚度为0.7mm、宽度为1240mm。
28.生产方法包括如下步骤:步骤1:开卷后首先将钢卷料头厚度过渡部分切除干净,确证钢卷实际退火部分上不存在轧机的停车辊印,将钢卷料尾进行同样的操作。
29.步骤2:将步骤一中的钢卷料头送到焊机,与前一卷钢卷料尾进行焊接,焊接方式采用双焊轮电阻焊,焊接电流12000a,焊接速度15m/min。
30.步骤3:焊接后的节镍奥氏体不锈钢钢带进入脱脂段进行脱脂,脱脂液温度85℃。
31.步骤4:退火时,首先通过炉子加热段的热空气对带钢进行预加热到660℃,再将带钢加热到最终热处理温度,炉温控制为1080℃,生产速度60m/min,炉内保温时间为1.5min/mm,炉内张力密度0.6kg/mm2。
32.步骤5:高温保温结束后采用空冷 雾冷对钢带进行冷却,风压1000pa,水流量:4m3/h,压缩空气流量:1500nm3/h,压力3bar。雾冷至40℃以下后钢带出炉。
33.步骤6:酸洗时,采用电解硫酸钠 硝酸与氢氟酸的混合酸:其中硫酸钠浓度1.12g/l,电解电流3500a,温度70℃;混酸中硝酸浓度140g/l,氢氟酸浓度15g/l,温度35℃。
34.步骤7:在线平整使用抛光辊组合,粗糙度0.01μm,压力550kn。
35.实施例二1、一种节镍奥氏体不锈钢,其化学成分重量百分配比为:c:0.065%,si:0.35%,mn:6.27%,ni:4.2%,cr:16.4%, p≤0.040% ,s: ≤0.030%,cu: 1.7%,n:0.1%,余量为fe和不可避免杂质。材料厚度为1.0mm、宽度为1240mm。
36.生产方法包括如下步骤:步骤1:开卷后首先将料头实际厚度≥1.0mm的厚度过渡部分切除干净,钢卷料尾进行同样的操作。
37.步骤2:将步骤一中的钢卷料头送到焊机,与前一卷钢卷料尾进行焊接,焊接方式采用双焊轮电阻焊,焊接电流13000a,焊接速度15m/min。
38.步骤3:焊接后的节镍奥氏体不锈钢钢带进入脱脂段进行脱脂,脱脂液温度85℃。
39.步骤4:退火时,首先通过炉子加热段的热空气对带钢进行预加热到660℃,再将带钢加热到最终热处理温度,炉温控制为1080℃,生产速度45m/min,炉内保温时间为2min/mm,炉内张力密度0.6kg/mm2。
40.步骤5:高温保温结束后采用空冷 雾冷对钢带进行冷却,风压1000pa,水流量:4m3/h,压缩空气流量:1500nm3/h,压力3bar。雾冷至40℃以下后钢带出炉。
41.步骤6:酸洗时,采用电解硫酸钠 硝酸与氢氟酸的混合酸:其中硫酸钠浓度1.12g/l,电解电流3500a,温度70℃;混酸中硝酸浓度150g/l,氢氟酸浓度14g/l,温度35℃。
42.步骤7:在线平整使用抛光辊组合,粗糙度0.01μm,压力600kn以上所述2个实施例的力学性能如表1所示:表1 实施例的力学性能从表中可以看出,本发明的制造工艺生产出产品完全满足后续生产对力学性能的要求。
43.使用本发明,避免发生断带、材质不良、表面色差等问题,退火后力学性能优良,从而生产出合格的节镍奥氏体不锈钢。
44.以上所述仅为本发明的具体实施例,但本发明所保护范围的结构特征并不限于此,任何本领域的技术人员在本发明的领域内,所作的变化或修饰皆涵盖在本发明的专利范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。